Industry News
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

THERMOTECH THERMOTECHNOLOGY GENERAL CATALOG Fusion of New Technology and Our Extensive Experience in Heat Treatment
THERMOTECH THERMOTECHNOLOGY GENERAL CATALOG Fusion of new technology and our extensive experience in heat treatment Fujikoshi's Thermotech Division has the heat treatment technology that supports the foundations of the world of manufacturing. In 1928, NACHI-FUJIKOSHI Corp. was founded to begin domestic production of cutting tools in Japan, starting by manufacturing hacksaw blades. In 1938, with the completion of its own steel mill, NACHI-FUJIKOSHI Corp. established full in-house production from materials to finished products. By capitalizing on techniques learned producing our own line of cutting tools, in 1961 we began production of salt-bath furnaces for heat treatment work. We then began developing our own technologies, and introducing some from overseas. Our production of industrial furnaces and auxiliary equipment was based on our vacuum heat treatment technologies, balancing the needs for heat treatment work with environmental impact. Welcome to a guide to NACHI-FUJIKOSHI Corp.'s multifaceted capabilities in processes for full in-house manufacturing from materials to finished product. Our aim is to support the needs of our customers with total service; from manufacturing and sales to maintenance and technical support; working to advance heat treatment technologies. 1 THERMOTECH DIVISION History 1961 Salt-bath furnace production started in-house 1963 Salt-bath furnaces sales started 1968 Introducing American technologies for atmosphere furnaces and aluminum furnaces 1974 Vacuum heat treatment furnace production and sales started 1981 -

Turkish Heat Treatment Industry
TURKISH HEAT TREATMENT INDUSTRY İstanbul Chamber of Industry Sectoral Committees in Global Competition, Sector Strategies Project ISBN: 978-605-137-647-9 (Printed) ISBN: 978-605-137-646-2 (Elektronic) ICI Publication No : 2017/5 Certificate No: 19176 Publication: 500 Copies September 2017 İstanbul İstanbul Chamber of Industry Department of Economic Research Meşrutiyet Caddesi No:63 34430 Beyoğlu İstanbul Phone:(0212) 249 50 84 - 293 43 98 (pbx) Fax:(212) 245 32 82 www.iso.org.tr Graphic Design and Application: Bridge Creative Maslak Mahallesi Atatürk Oto Sanayi Sitesi 9. Sokak 2. Kısım Ata İş Merkezi Maslak - İstanbul Phone: (212) 328 00 26 www.bridgecreative.com.tr Publisher: Uniprint Basım Sanayi ve Ticaret A.Ş. Ömerli köyü, Hadımköy - İstanbul Caddesi No: 159 34555 - İstanbul www.apa.com.tr Phone: (212) 798 2840 All rights reserved by İstanbul Chamber of Industry. Information contained in this publication may be used subject to the condition of referencing. SECTORAL COMMITTEE AND SECTOR REPRESENTATIVES WHO CONTRIBUTED TO THE PREPARATION OF THE REPORT 29. Sectoral Committiess for Group Metal Processing, Forming, Heat Treatment and Coating Industry Koray YAVUZ Chairman of Sectoral Committiees İnsa Isıl İşlem San. ve Tic. Ltd. Şti. Abdullah BÖYET Vice Chairman of Sectoral Committiees Akım Metal Sanayi ve Tic. A.S. Bülent TAŞ Member of Sectoral Committiees (Member Of Assembly) Fetaş Metalurji ve Yüzey İşlem Ürünleri San. Tic. Ltd. Şti. Ender YILMAZ Member of Sectoral Committiees (Member Of Assembly) Yılmaz Redüktör San. ve Tic. A.S. Mehmet KURTÖZ Member of Sectoral Committiees (Member Of Assembly) Kurtman Endüstriyel Ürünler İmalat ve Tic. A.S. -

Salt Bath Nitriding and QPQ AMS 2753
Salt Bath Nitriding and QPQ AMS 2753 Nitriding is a heat treating process that allows nitrogen onto the surface of a metal to create a case hardened surface. Salt bath nitriding, alse referred to as liquid salt bath ferritic nitrocarburizing is a surface treatment for most ferrous metal components and is designed to improve certain engineering properties to enhance wear resistance, lubricity, fatigue strength and corrosion resistance. The nitriding process will also lower the coefficient of friction. Salt Bath Processes Salt bath nitriding is a thermochemical process in which nitrogen and carbon are diffused simultaneously into the surface of the material. The high concentration of nitrogen chemically combines with iron and other nitride forming elements to produce an outer layer of epsilon iron nitride ( ) which is thin, hard and ductile. This layer is also known as the compound zone which has increased surface hardness to enhance anti-galling characteristics and lowers the coefficient of friction. This compound zone also functions as a solid film lubricant by providing a non-metallic interface between mating surfaces. Nitrogen of lower concentration continues to diffuse below the compound zone and forms a solid solution with the base metal iron. This zone is referred to as the diffusion zone and is noted for its improvement in fatigue strength. Heating Comparison In comparison to conventional heat treating, salt bath nitriding has a low operating temperature typically of 1075°F (580°C). At this temperature, distortion is minimized and components can be completed through the final machining and heat treatment stages prior to the salt bath nitriding process. -
The Effect of Retained Austenite on the Distortion in Carburized SAE 8620 Steel
University of Windsor Scholarship at UWindsor Electronic Theses and Dissertations Theses, Dissertations, and Major Papers 1-1-2005 The effect of retained austenite on the distortion in carburized SAE 8620 steel. Haitao (Lily) He University of Windsor Follow this and additional works at: https://scholar.uwindsor.ca/etd Recommended Citation He, Haitao (Lily), "The effect of retained austenite on the distortion in carburized SAE 8620 steel." (2005). Electronic Theses and Dissertations. 7166. https://scholar.uwindsor.ca/etd/7166 This online database contains the full-text of PhD dissertations and Masters’ theses of University of Windsor students from 1954 forward. These documents are made available for personal study and research purposes only, in accordance with the Canadian Copyright Act and the Creative Commons license—CC BY-NC-ND (Attribution, Non-Commercial, No Derivative Works). Under this license, works must always be attributed to the copyright holder (original author), cannot be used for any commercial purposes, and may not be altered. Any other use would require the permission of the copyright holder. Students may inquire about withdrawing their dissertation and/or thesis from this database. For additional inquiries, please contact the repository administrator via email ([email protected]) or by telephone at 519-253-3000ext. 3208. THE EFFECT OF RETAINED AUSTENITE ON THE DISTORTION IN CARBURIZED SAE 8620 STEEL by Haitao (Lily) He A Thesis Submitted to the Faculty of Graduate Studies and Research through Engineering Materials -

OCAS Review of Activities 2018-2019
REVIEW OF ACTIVITIES 2018-2019 ocas Cover: Electron Backscatter Diffraction (EBSD) image of Nb alloyed carbon steel grade. TEXT OCAS team, Wright Communications EDITOR Katrien Meseure GRAPHIC DESIGN Filip Erkens PHOTOGRAPHY Alain Sauvan (p. 34), Ann De Vyt (p. 159), Annick Willems (p. 144, 146), Benjamin Brolet (p. vii), Dennis Van Hoecke (p. 132), Filip Erkens (p. vii, 64, 72, 96, 126), J.J. Fitzpatrick (p. 14), Jeroen Op de Beeck (p. 40, 150), Jeroen Van Wittenberghe (p. 74, 128), Johan Deheusch (p. 70), Johan Verlee (p. 76), Katrien Meseure (p. 158), Lode Duprez (p. 68), Luc Berckmoes (p. 58), Maarten Van Poucke (p. 160, 165), Marc Vanderschueren (p. 38, 66), Michiel Corryn (p. 82), Myriam Madani (p. 18), Nuria Sanchez (p. 32), Okan Yilmaz (p. 62), Özlem Esma Ayas Güngör (p. 100), Roger Hubert (p. 42, 78, 162), Rolf Berghammer (p. 86, 88), Sofie Vanrostenberghe (p. 54), Stefaan Van Landeghem (p. 112), Steven Cooreman (p. 60, 148), Ulrike Lorenz (p. 90), with the courtesy of DEME Offshore (p. 134), with the courtesy of Endures (p. 118), with the courtesy of EUROfusion (p. 50), with the courtesy of Perfect+ Events (p. 154), with the courtesy of PowerCell (p. 122) RESPONSIBLE PUBLISHER Sven Vandeputte, Managing Director OCAS, Pres. J.F. Kennedylaan 3, 9060 Zelzate - Belgium DISCLAIMER Although care has been taken to ensure that the information contained in the activity report 2018-2019 is meticulous, correct and complete, OCAS nv cannot give any guarantee, either explicitly or implied, with regard to the accuracy, precision and/or the completeness of the aforementioned information. -

Nitromet™ Salt Bath Nitriding Maximizes Resistance Against Corrosion and Wear 586.755.4900
586.755.4900 www. kcjplating.com Nitromet™ SALT BATH NITRIDING MAXIMIZES RESISTANCE AGAINST CORROSION AND WEAR Salt bath nitrocarburizing (SBN) is a popular alternative to hard Salt bath nitriding is sometimes referred to as ferritic chromium and physical vapor deposition (PVD). More effective nitrocarburizing, as well as salt bath nitrocarburizing. It is than hard chromium, SBN is extremely economical, with an array a process that involves thermo chemical diffusion, where a of well-documented benefits. compound layer of carbon and nitrogen is simultaneously introduced to the surface of ferrous metal parts. A variety COST-EFFECTIVE HIGH PERFORMANCE COATING of metals can be treated with salt bath nitriding, including Enhanced wear resistance carbon steel, stainless steel, and sintered and cast iron parts. Increased corrosion resistance Improved case hardness (extends wear surface) PRIMARY NITROMET SALT BATH NITRIDING Multiplied fatigue strength CHARACTERISTICS Higher lubricity Deep black finish Anti-seizing properties Nitromet is a proprietary KC Jones trademark, originally Improved sliding developed by Kolene Corporation. Nitromet enhances the Uniform black color properties of SBN to provide optimal protection against corrosion Doubled bending fatigue and wear. Doubled rotary bend strength Zero galling (often associated with plated surfaces) NITROMET SALT BATH NITRIDING AVAILABLE EXCLUSIVELY FROM KC JONES PLATING Nitromet salt bath nitriding is an economic way to increase resistance against corrosion and wear. This is true whether Engineered -

IBC Capabilities Overview
IBC Capabilities Overview 03.2020 ISO9001:2015 Registered by EAGLE Registrations Inc. IBC Coatings Technologies | 902 Hendricks Drive, Lebanon, IN 46052 | www.ibccoatings.com This page may contain ITAR restricted data IBC Coatings Presentation rev:01 IBC’s Background • Privately-owned surface engineering company • Aerospace, • Established in 1996 and located in Lebanon, Indiana • Oil and Gas, • Automotive, • 90+ employees and 100,000+ sq. feet • Metal Forming, • Development of surface treatments to improve wear, corrosion, fatigue • Die Casting, and lubricity properties • Forging, • and many more • Industrial-scale application of PVD, CVD, TD, and other coating processes IBC Provides The Following Services • Thin Film Coating • Plasma Electrolytic treatments and – CeraTough-D™ Diamond Like Carbon (DLC) coatings coatings – PEO – plasma electrolytic coatings of Al, Mg, Ti – High Energy PVD coatings (TiN, TiALN, CRN, alloys CRC, TIC, VC, Al O , SiO , ZrO , SiN) – PED – plasma electrolytic diffusion coatings 2 3 2 2 – PEP- plasma electrolytic polishing • Nitriding • Heat treating – Ion Plasma Nitriding (DHIN) – Vacuum Heat Treat with up to 12 Bar Gas Quench – Ion Plasma Ferritic Nitrocarburizing (DH-FNC) – Vacuum Carburizing – Post-DHIN and FNC Oxidation (equivalent to – Solution Nitriding Plasox) • Thermal Diffusion Surface treatments – Salt Bath Nitriding (DHN) (equivalent to QPQ, – Boriding (DHB) Melonite, Tufftride, etc.) – Tantalizing (DHTa) • Laser Cladding – Chromizing (DHC) – Aluminizing (DHA) • Micro-laser welding and repair – Vanadium Carbide (TDH) • CVD Coatings • Electro-spark deposition – Amorphous Chrome Carbide • HVOF/HVAF Coating Services 3 IBC Equipment Size Capabilities • Ion Plasma Nitriding & FNC with post oxidation (Dia 60” • CeraTough™ Ceramic Diffusion Wear Coatings for lightweight ” alloys including Al, Ti, and Mg can fit component up to 48” x 83 tall) x48”x 120 “ and 2,000 LB weight limit. -

MG22488 Tenifer QPQ Eng.Qxd
TUFFTRIDE®-QPQ-PROCESS Dr. Joachim Boßlet / Michael Kreutz Technical Information TUFFTRIDE® -QPQ - Process Salt bath nitrocarburizing by the TUFFTRIDE process has been applied in a wide range of industries throughout the world for many decades. It is used to improve the wear resistance, the fatigue strength and – in particular when combined with the oxidative cooling – the corrosion resistance of components made from steel, cast iron and sintered iron materials. In many cases the TUFFTRIDE process is used as an alternative to other surface engineering processes such as case hardening, galvanic (e.g. hard chrome plating), and other coating processes (plastic coating, painting, laser coating etc.), also plasma or gas nitrocarburizing with equally good or improved quality and greater economy. Carrying out the process Compared with other nitrocarburizing processes, the TUFFTRIDE Q, QP and QPQ processes are very easy to Basic Reaction in the Salt Melt carry out. As is usual when treating components in salt baths, the parts are first preheated to about 350°C in + REG1 air. Nitrocarburizing takes place in a so-called TF 1 bath at 480 - 630°C, the standard temperature is usually 580°C. Cyanate Nitrogen + Carbonate + Iron The salt melt mainly consists of alkali cyanate and alkali carbonate. Iron Nitride It is operated in a pot made from special material, and the pot is fit- ted with an aeration device. The active constituent in the TF 1 bath is the alkali cyanate. During the nitrocarburizing process a reaction Fig. 1 takes place between the surface of the components and the alkali cyanate, resulting in the formation of alkali carbonate. -

Century-Sun.Com
Welcome to Century Sun Our Commitment Service & Reliability Our fleet of trucks assures customers of consistent turn-around and delivery time. Located next to a full-service, commercial airport, we can easily serve customer needs around the country. Our mission is to be “dedicated to customer satisfaction through continuous improvement, integrity, and teamwork.” Quality Detailed hardness inspections, special blasting, and protective packaging of finished parts are among the final steps taken before shipments leave our facility. We are always ready to provide the highest quality, fast and convenient service, and competitive prices. ISO 9001 : 2008 Certificate No. FS 34865 Services Overview • Hardening • Quenching • Tempering • Normalizing • Aging & Annealing • Precipitation Hardening • Martempering • Austempering • Precision Straightening • Stress Relieving • Ion Nitriding • Carburizing • Carbonitriding • Induction Hardening • Cryogenic Treating • Blasting & Cleaning Company History For over 30 years, Century Sun Metal Treating has been servicing the metal working industry with high quality heat treating services. Producing the optimum metallurgical properties including excellent distortion control and uniformity of hardness have been our goal. Century Sun now offers a wide range of thermal processes to assist customers throughout the world. Many OEMs and steel suppliers to the industry now specify Century Sun Metal Treating as the vendor of choice. Integrated Supply Chain Daily pick-up and delivery is available using Century Sun’s fleet of custom trucks. Service is available Monday through Friday and is based out of our plant or one of our many distribution centers. Common carrier is utilized for ground and air transportation. Expediting services available upon request. Most Diversified Heat Treating Facility in the Industry Century Sun offers a variety of hardening and surface treatments, so the best process can be selected for the customer’s tooling and specifications. -

The Effect of Cooling Rate on the Microstructure
THE EFFECT OF COOLING RATE ON THE MICROSTRUCTURE CONFIGURATION OF CONTINUOUSLY CAST STEEL SLABS by Mohammad Reza Allazadeh B.S. in Mechanical Engineering, Miskolc University, Miskolc, Hungary, 1997 M.S. in Computer Aided Technology Planning, Miskolc University, Miskolc, Hungary, 1999 M. S. in Solid Mechanic Engineering, Brown University, Providence RI, 2004 Submitted to the Graduate Faculty of Swanson School of Engineering in partial fulfillment of the requirements for the degree of Doctor of Philosophy in Mechanical Engineering University of Pittsburgh 2009 UNIVERSITY OF PITTSBURGH SWANSON SCHOOL OF ENGINEERING This dissertation was presented by Mohammad Reza Allazadeh It was defended on January 12, 2009 and approved by Dr. Issac C. Garcia, Research Professor, Mechanical Engineering and Materials Science Dr. Anthony J DeArdo, Professor, Mechanical Engineering and Materials Science Dr. Roy D. Marangoni, Emeritus Professor, Mechanical Engineering and Materials Science Dissertation Director: Dr. Michael R. Lovell, Dean of the College of Engineering & Applied Science, University of Wisconsin-Milwaukee ii Copyright © by Mohammad Reza Allazadeh 2009 iii THE EFFECT OF COOLING RATE ON THE MICROSTRUCTURAL CONFIGURATION OF CONTINUOUSLY CAST STEEL SLABS Mohammad Reza Allazadeh, PhD University of Pittsburgh, 2009 This research work is another step for increasing the efficiency and productivity of the steel making process by enhancing both quality and quantity of the steel produced by the Continuous Casting process. When steels cool from a high temperature, austenite transforms into other phase configurations according to the austenite composition and cooling rate. As result of phase transformation, the steel crystal structure and, consequently, both the shape and the lattice parameter of the unit cell, change. -
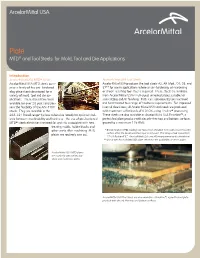
Plate MTD® and Tool Steels: for Mold, Tool and Die Applications
ArcelorMittal USA Plate MTD® and Tool Steels: for Mold, Tool and Die Applications Introduction ArcelorMittal USA MTD® Steels ArcelorMittal USA Tool Steels ArcelorMittal USA MTD steels com- ArcelorMittal USA produces the tool steels A2, A8 Mod., O1, S5, and prise a family of five pre-hardened S7** for use in applications where an air-hardening, oil-hardening alloy plate steels developed for a or shock-resisting tool steel is required. These steels are available variety of mold, tool and die ap- from ArcelorMittal USA in full-sized, annealed plates suitable for plications. These steels have been saw cutting and/or finishing. Parts can subsequently be machined available for over 20 years and pos- and heat treated to a range of hardness requirements. For improved sess the flexibility of the AISI 41XX internal cleanliness, all ArcelorMittal USA tool steels are produced steels. They are available in the with maximum sulfur levels of 0.010%, using Fineline® processing. 262-321 Brinell range* (unless otherwise noted) for optimum bal- These steels are also available as ArcelorMittal USA Finishline™, a ance between machinability and hardness. The use of pre-hardened prefinished plate product with decarb-free top and bottom surfaces MTD® steels eliminates the need for and risk associated with heat ground to a maximum 125 RMS. treating molds, holder blocks and other parts after machining. MTD * Brinell hardness (HB) readings are taken from standard test locations on the plate plates are routinely saw cut. surface after the decarburization layer is removed. This range of HB converts to 27-34 Rockwell “C”. ArcelorMittal USA uses HB measurement as its official test. -

Flow Conditioning in Heat Treatment by Gas and Spray Quenching
Flow Conditioning in Heat Treatment by Gas and Spray Quenching Strömungsanpassung in der Wärmebehandlung mittels Gas- und Sprayabschreckung Dem Fachbereich Produktionstechnik der Universität Bremen zur Erlangung des Grades Doktor-Ingenieur vorgelegte Dissertation von M.Eng. Thibaud Bucquet Gutachter: Prof. Dr.-Ing. habil. Udo Fritsching Univ.-Prof. Dr.-Ing. habil. Olaf Keßler, Universität Rostock Tag der mündlichen Prüfung: 12.05.2017 2 “Il semble que la perfection soit atteinte non quand il n'y a plus rien à ajouter, mais quand il n'y a plus rien à retrancher.” - Antoine de Saint-Exupéry 3 Acknowledgments First of all, I would like to express my profound gratitude to Prof. Udo Fritsching for believing in my capacity to complete this work and for the continuous support that truly embodied the definition of a Doktorvater. I am grateful for the trust and responsibility he invested in me, and for the more informal moments spent outside of work or during conferences. I am also grateful to Prof. Olaf Keßler and Prof. Carsten Heinzel for supervising my work and defense, and for the editorial advices and the collaborative research works done together. I have countless great memories from my time at IWT Bremen, and especially thank my colleagues from the VT department for the (working) days and (dancing) nights spent altogether. I am very glad I could count anytime on my Wohngemeinschaft during its various occupancy, as a lively place to meet friends and colleagues. Same goes for Lift, which, besides being an Internet Café, is still like my second living room. Finally, I am thankful I could continue developing my passion for music, along my colleagues, friends, and family, who have constantly been supporting my choices, with all the ups and downs.