Reduction of Chromium Plating Wastes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

FINAL DRAFT CAAPP PERMIT Horween Leather Company I.D
FINAL DRAFT CAAPP PERMIT Horween Leather Company I.D. No.: 031600EET Application No.: 95120131 February 3, 2005 217/782-2113 “RENEWAL” TITLE V - CLEAN AIR ACT PERMIT PROGRAM (CAAPP) PERMIT and TITLE I PERMIT1 PERMITTEE Horween Leather Company Attn: Arnold Horween, III 2015 North Elston Avenue Chicago, Illinois 60614 Application No.: 95120131 I.D. No.: 031600EET Applicant’s Designation: Date Received: February 20, 2004 Operation of: Leather Tanning and Finishing Date Issued: TO BE DETERMINED Expiration Date2: DATE Source Location: 2015 North Elston Avenue, Chicago, Cook County Responsible Official: Arnold Horween, III, President This permit is hereby granted to the above-designated Permittee to OPERATE a leather tanning and finishing plant, pursuant to the above referenced permit application. This permit is subject to the conditions contained herein. If you have any questions concerning this permit, please contact Dan Punzak at 217/782-2113. Donald E. Sutton, P.E. Manager, Permit Section Division of Air Pollution Control DES:DGP:psj cc: Illinois EPA, FOS, Region 1 USEPA 1 This permit may contain terms and conditions which address the applicability, and compliance if determined applicable, of Title I of the Clean Air Act and regulations promulgated thereunder, including 40 CFR 52.21 - federal Prevention of Significant Deterioration (PSD) and 35 IAC Part 203 - Major Stationary Sources Construction and Modification. Any such terms and conditions are identified within the permit. 2 Except as provided in condition 8.7 of this permit. FINAL -
Seasons Change. Quality Endures
SEASONS CHANGE. QUALITY ENDURES. SPRING STYLES 2015 WARWICK AND ROGUE IN WALNUT (PAGE 8) HANDCRAFTED SPRING HAS SPRUNG A LEGACY WORTH CARRYING ON Artic blast. Polar vortex. Snowmageddon—winter these days feels more like a horror movie or disaster flick than a season. But your reward for the cold temps, icy winds and record snowfall is here: our Spring catalog featuring our latest designs perfect for the new year and the new you. With the weather transitioning from cold to warm you need to be prepared for anything. That means having a pair of our shoes with an all-weather Dainite sole. Made of rubber and studded for extra grip without the extra grime that comes with ridging, these soles let you navigate April showers without breaking your stride. Speaking of breaks, spring is a great time for one. If you are out on the open road or hopping on a plane, the styles in our Drivers Collection are comfortable and convenient travel footwear. Available in a variety of designs and colors, there is one For nearly a century we have (or more) to match your destination as well as your personality. PAGE 33 PAGE 14 continued to adhere to our 212-step manufacturing process Enjoy the Spring catalog and the sunnier days ahead. because great craftsmanship cannot and should not be Warm regards, rushed. To that end, during upper sewing, our skilled cutters and sewers still create the upper portion of each shoe by hand using time-tested methods, hand-cut pieces of leather PAUL GRANGAARD and dependable, decades-old President and CEO sewing machines. -

Inside Chicago's Horween Leather Company — the Fifth-Generation Family-Run Tannery Turning One of the World's Oldest Materials Into a Global Brand
LEATHERBOUNDBY STINSON C A RTER | PHOTOS BY NICK H ORWEEN F OR G E A R PATROL Inside Chicago's Horween Leather Company — the fifth-generation family-run tannery turning one of the world's oldest materials into a global brand. "Gregorio completes the final shaving on shell cordovan." — NICK H ORWEEN 190 ISSUE SEVEN 191 or all of the influence the building has had cessfully launched on the recognition of his father's and his grandfather's before Fon major league sports, the military and the Horween name alone, and its leather him. There are black-and-white cutouts of the makers of some of the most stylish remains a staple ingredient for longtime both Horween forebears on the wood-ve- shoes and accessories on the market, Hor- sporting goods clients like Wilson, Spald- neer walls of the ofce –– his grandfather ween Leather Company's headquarters is ing and Rawlings; there is also the handful in boots and spurs, his father bare-chested easy to miss. of shoemakers, such as Wolverine, Quoddy, in boxing gloves. His great-grandfather, Isa- Wedged between train tracks and the Crockett & Jones, Timberland and Nike. dore, looks on from a family portrait across North Branch of the Chicago River, a for- The luck of a trend colliding with the tried the room. On another wall is a framed 1920 merly industrial area now encroached and true has extended Horween's populari- Rose Bowl poster, a game Skip's grandfather upon by the likes of Best Buy, sits the ty from manufacturer to consumer, but the and great-uncle both played in. -
A L D E N N E W E N G L a N D E S T a B L I S H E D 1 8
Alden New England Established 1884 The Alden Shoe Company has manufactured quality shoes for men since 1884. With over 125 years of unwavering dedication to the highest standards of shoe-making, we proudly offer our collection of American handcrafted footwear. Not redone yearly at the drawing board, but reaffirmed continuously in the shop, heavy with the scent of rich leathers carefully worked to offer the best. Standards of Quality 1. Genuine Goodyear welt construction. 5. Every Alden New England shoe Top quality leather welting is securely carries a tempered steel shank, precisely stitched through the upper to the insole contoured and triple ribbed for extra rib. On models requiring the clean strength. Truly the backbone of a fine appearance of a close heel trim the welt shoe, the shank provides the welt runs from the heel forward. For proper support and shape so necessary other styles, such as brogues, where when your day involves walking and the solid look of an extended heel trim 1 time on your feet. is appropriate the welt is stitched all 6 around the shoe. 5 2 6. Oak tanned leather bends are cut 7 into outsoles at our factory for maximum 2. Long wearing rubber dovetail control of quality. heels with leather inserts. Solid brass 8 slugging gives secure attachment yet allows for easy rebuilding. 7. Every Alden New England shoe has a leather lining chosen from our special stock of supple glove linings and 3. Upper leather selected from the smooth, glazed linings. top grades of the finest tanneries in the world. Rich, aniline calfskins, luxurious 3 calf and kid suedes, and genuine shell cordovan. -

Clarks Tannery List
LEATHER SUPPLIERS (TANNERIES) SS21 COUNTRY SUPPLIER GROUP FACTORY NAME ADDRESS Argentina Hispano S.A. La Hispano Argentina Curtiembre y charoleria WORKERS <500 Av. Juan B Alberdi 5045/49 FEMALE MALE Buenos Aires OAR ID AR2020028Y07RTR Argentina GEOLOCATION C1440AAB -34.6458547 -58.4964907 Argentina Sadesa Sadesa S.A. WORKERS 501 - 1,000 DE LA RIBERA SUR 664 FEMALE <25% MALE >75% LOMAS DE ZAMORA OAR ID AR20200284WGEGF PCIA DE BS.AIRES REP. ARGENTINA GEOLOCATION -34.7081658 -58.4536824 Brazil CBC Couros e acabamentos Ltda. WORKERS <500 Estrada Leopoldo Petry FEMALE MALE 255 OAR ID BR2020028AGT1C3 Novo Hamburgo RS. Brazil GEOLOCATION -29.716984 -51.1090575 China Nedlink Resources Ltd WORKERS <500 Fu Ze 2nd Street, Fu Ze Road FEMALE <25% MALE >75% Gao Ping Industrial Zone OAR ID CN2020028QXMCE1 San Jiao Zhongshan GEOLOCATION Guangdong, China 528445 22.677198 113.46188 Page 1 of 14 LEATHER SUPPLIERS (TANNERIES) SS21 COUNTRY SUPPLIER GROUP FACTORY NAME ADDRESS China DongGuan JingHong Shoe Material CO.LTD WORKERS <500 South Industrial Zone FEMALE >25% MALE >50% LiuChongWei OAR ID CN20200282REYPV WanJiang District DongGuan City GEOLOCATION GuangDong province 23.047104 113.738543 China Heng Tong Guangzhou Xuna Leather Co.,Ltd. WORKERS <500 2/F,B/D 4 Yili Industrial Park FEMALE >50% MALE >25% Longtang OAR ID CN2020028VNGX95 Qingcheng District Qingyuan GEOLOCATION Guangdong 23.471394 113.0038866 China Heng Tong Anhui Hengtong Leather Co., Ltd. WORKERS <500 Linjiang Industrial Park FEMALE >50% MALE >25% Fuxing Town OAR ID CN2020028TZ7TPF Susong County Anqing GEOLOCATION Anhui 41.811979 126.918087 China Hispano Huizhou Modapelle Leathers Ltd. WORKERS <500 Shang Sha Road, Sha Tou Industrial District, FEMALE >50% MALE >25% Yuan Zhou Town OAR ID CN2020028R1GM62 Boluo County Huizhou GEOLOCATION Guangdong, PRC 23.075215 114.100057 Page 2 of 14 LEATHER SUPPLIERS (TANNERIES) SS21 COUNTRY SUPPLIER GROUP FACTORY NAME ADDRESS China ISA ISA Heshan Trading Limited WORKERS <500 No. -
Range Plan SS11 Range Plan SS11
Range Plan AW10 Range Plan SS11 Range Plan SS11 Range Plan SS11 Brand Introduction Range Plan SS11 dunhill today dunhill is one of the most recognised luxury brands in the world, respected for its quality, consistency and heritage. The company today is focused on providing superior luxury accessories, designed in an English style, for sophisticated, affluent men all over the world. We believe our focus on English accessories for men clearly differentiates us from the competition while being true to the history of the company. Indeed, embracing the idea of the new modish British gentleman, Alfred Dunhill has built a distinguished reputation based on the values of style, innovation, quality and wit. Jude’s masculine style and unparalleled status as a modern male icon - as well as being a considered and highly accomplished actor - perfectly complements the spirit of dunhill. dunhill is delighted to introduce the Homes of Alfred Dunhill in London, Shanghai and Tokyo. Committed to advancing the pursuit of male indulgence, this British luxury menswear and accessories brand has developed a unique global concept which embraces the male luxury and retail lifestyle. Reflecting its pillars of masculinity, functionality, quality and Britishness, the Homes of Alfred Dunhill will represent the third dimension of luxury – The Experience, allowing the customer to truly live the brand. dunhill markets its luxury products through over 200 stores worldwide. Currently there are approx. 2,500 wholesale points of sale globally. Range Plan SS11 History In the 1890s, London was filled with the noise and bustle of the greatest city in the world – horse-drawn carriages, the clatter of horses’ hooves and the crack of whips. -
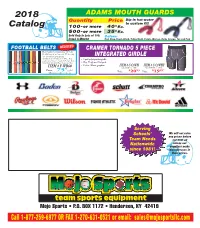
2018 Catalog INDEX
2018 ADAMS MOUTH GUARDS Quantity Price Dip in hot water to custom fit! Catalog 100- or more 40 ¢Ea. 500- or more 35 ¢Ea. Sold Only In Lots of 100. Colors: Item# A-MG302 Red, Navy, Royal, Black, Yellow/Gold, Purple, Maroon, Kelly, Orange, Tan and Pink FOOTBALL BELTS REDUCED CRAMER TORNADO 5 PIECE Heavyweight 1” polypropylene web belts. Double loops & no fray ends. XL Size only (46-48) cut & sear to shorten. INTEGRATED GIRDLE Available in the following colors: White, Black, • 5 pad poly/spandex girdle Scarlet, Royal, Maroon, Purple, Kelly, Dark Green, Gold, Navy, Columbia Blue, Orange, and Gray. • Hip, Thigh and Tail pads ITEM # F-WB60 • Colors: White, graphite ITEM # C-C3WH ITEM # C-C3WHY ¢ ADULT S-4XL YOUTH S-2XL Price . .75 each* $ 95 $ 95* *Minimum order is 1 dozen. Price . 20 Price . 19 Serving Schools’ We will not raise any prices before Team Needs our next ad Nationwide unless our suppliers make since 1981! big increases in their prices. Mojo Sports • P.O. BOX 1172 • Henderson, KY 42419 Call 1-877-259-6977 OR FAX 1-270-631-0521 or email: [email protected] Page 2 Mojo Sports 2018 Catalog INDEX AGILITY LADDER, HOOP . .17, 25 MOUTHGUARDS . .1 ATHLETIC TAPE . .22 NEEDLES . .19 BLASTER . .24 OLYMPIC BARS . .29 BOULDER BALLS AND RACKS . .30 OLYMPIC PLATES . .29 CHIN STRAPS . .6 ORDERING INFORMATION . .31 CLEANER AND DISINFECTANT . .20, 30 PLYOMETRIC BOXES . .29 CLEATS . .18 POWER SLED TRAINER . .27 CLEAT CLEANER . .18 PYLONS . .28 COACH'S BACKPACKS . .20 QB TRAINER . .27 COACH'SS GLOVES . .10 QUICK BALL INFLATOR . -
RAWLINGS.COM Ers Corporation Company, Inc
RAWLINGS.COM AAU® is a registered trademark of Amateur Athletic Union® PORON® XRD™ is a registered trademark of the Rogersers CoCorporationrporation C3 ™ is a trademark of Rawlings Sporting Goods Company, Inc. Pro5™ is a trademark of Rawlings Sporting Goods Company, Inc. C2D™ is a trademark of Rawlings Sporting Goods Company, Inc. Pro Dri® is a registered trademark of Rawlings Sportingorting Goods Company, Inc. C3D™ is a trademark of Rawlings Sporting Goods Company, Inc. Pro Dri Plus™ is a trademark of Rawlings Sporting Goods CompCompany,any, Inc. CIF™ is a trademark of the California Interscholastic Federation Pro Preferred® is a registered trademark of Rawlingsngs Sporting Goods CompanyCompany,, Inc. Contour™ is a trademark of Rawlings Sporting Goods Company, Inc. Pro Twill™ is a trademark of Rawlings Sporting Goodsds CompCompany,any, Inc. Crossover™ is a trademark of Rawlings Sporting Goods Company, Inc. Pulse™ is a trademark of Rawlings Sporting Goods Company, Inc. EDGE™ is a trademark of Rawlings Sporting Goods Company, Inc. R2™ is a trademark of Rawlings Sporting Goods Company,mpany, InInc.c. EDGE Comp™ is a trademark of Rawlings Sporting Goods Company, Inc. R-Grip™ is a trademark of Rawlings Sporting Goods Company, Inc. Force™ is a trademark of Rawlings Sporting Goods Company, Inc. Rawlings® and the Oval R are registered trademarksks of Horween® is a registered trademark of Horween Leather Company® Rawlings Sporting Goods Company, Inc. IESA™ is a trademark of the Illinois Elementary School Association Reign™ is a trademark of Rawlings Sporting Goods CoCompany,mpany, Inc. IsoFit™ is a trademark of Rawlings Sporting Goods Company, Inc. SCHSL™ is a trademark of the South Carolina Hish SchooSchooll LeagLeagueue IsoFlex™ is a trademark of Rawlings Sporting Goods Company, Inc. -

Leather Tanning and Finishing Effluent Guidelines
SUPPLEMENTAL FINAL DEVELOPMENT DOCUMENT FOR EFFLUENT LIMITATIONS GUIDELINES NEW SOURCE PERFORMANCE STANDARDS AND PRETREATMENT STANDARDS FOR THE LEATHER TANNING AND FINISHING POINT SOURCE CATEGORY Lee M. Thomas Administrator William A. Whittington Director Office of Water Regul~tions and Standards Devereaux Barnes, Director Industrial Technology Division Thomas P. O'Farrell, Chief Consumer Commodities Branch Rexford R. Gile, Jr. Project Officer February 1988 Industrial Technology Division Office of Water U.S. Environmental Protection Agency Washington, D.C. 20460 TABLE OF CONTENTS SECT!ON TITLE PAGE I Summary 1 II Introduction 3 III Sulfide Analytical Methods 7 IV Subcategory Water Use Ratio Determinations 25 V Best Practicable Control Technology Currently Available (BPT) Limitations 39 VI New Source Performance Standards (NSPS) 45 VII Pretreatment Standards for New and Existing Sources 51 VIII Remaining Issues 53 APPENDIX A - Potassium Ferricyanide Titration Method A-1 APPENDIX B - Modified Monier-Williams Method B-1 APPENDii C - Definition and Procedure for the Determination of the Method Detection Limit C-1 APPENDIX D - Tanners' Council of America, Inc. v. U.S. Environmental ProtectionAgency, Settlement Agreement D-1 i TABLES NUMBER TITLE PAGE III-1 Clear Water Precision and Accuracy Results 12 III-2 Comparison of Analytical Results - Herman Oak Leather Co. 15 III-3 Comparison of Analytical Results - Irving Tanning Co. 16 III-4 Comparison of Analytical Results - A.C. Lawrence Leather Co. 17 III-5 Comparison of Analytical Results - Midwest Tanning Co. 18 III-6 Comparison of Analytical Results - Gutman and Co. 19 III-7 Comparison of Analytical Results - Scholze Tannery 20 III-8 Comparison of Analytical Results - Coey Tanning Company, Inc. -

Safety Bulletin U.S
Safety Bulletin U.S. Chemical Safety and Hazard Investigation Board No. 2003-03-B Reprinted SODIUM HYDROSULFIDE: PREVENTING H ARM November 2004 Introduction Sodium Hydrosulfide ince 1971, reported incidents involving liquid solutions of sodium Common synonyms: S hydrosulfide (NaHS) have resulted in 32 deaths and 176 injuries, most NaHS (NaSH) notably in the leather tanning and pulp and paper industries. The most Sodium bisulfide serious safety concern associated with NaHS is its capacity to produce Sodium sulfhydrate large amounts of deadly hydrogen sulfide gas (H2S) when it reacts with an Sodium hydrogen sulfide acid or is exposed to high heat. Sodium mercaptan Despite its pungent rotten egg odor, H2S can deaden the nerves that detect CAS No.: 16721-80-5 odors, thereby preventing those exposed from being able to smell life- UN No. (solution): 2922 threatening airborne concentrations. This condition is referred to as (Figure 2) “olfactory fatigue” and must be considered when designing NaHS safety systems. DOT Hazard Class: 8 (Figure 2) This Safety Bulletin is published to increase awareness of the hazards EPA Hazardous Waste No.: associated with NaHS and to outline safety practices to minimize the D003 potential for harm to workers and the public. with an acidic solution to Defining the Figure 1. Emergency produce H2S. responder in NaHS and H2S Problem Absent or inadequate protective gear. engineering controls, such as NaHS releases highly toxic H S if 2 ventilation or H2S detection mixed with an acid or if exposed to devices, coupled with excessive heat. Because it is inadequate PPE. corrosive, it is also potentially harmful to the skin and eyes.1 Inappropriate emergency response actions by workers and NaHS incidents typically involve emergency responders (Figure 1). -

Issue 38 September 20, 2002 Pages 13,732 – 13,900
Volume 26, Issue 38 September 20, 2002 Pages 13,732 – 13,900 TABLE OF CONTENTS September 20, 2002 Volume 26, Issue 38 PROPOSED RULES BANKS AND REAL ESTATE, OFFICE OF Calculation, Assessment and Collection of Periodic Fees 38 Ill. Adm. Code 375 ......................................................13732 CENTRAL MANAGEMENT SERVICES, DEPARTMENT OF Pay Plan 80 Ill. Adm. Code 310 ......................................................13739 NATURAL RESOURCES, DEPARTMENT OF Nuisance Wildlife Control Permits 17 Ill. Adm. Code 525 ......................................................13750 Land and Water Conservation Fund (LWCF) Grant Program 17 Ill. Adm. Code 3030 ....................................................13764 POLLUTION CONTROL BOARD Organic Material Emission Standards and Limitations for the Chicago Area 35 Ill. Adm. Code 218 ......................................................13772 REVENUE, DEPARTMENT OF Income Tax 86 Ill. Adm. Code 100 ......................................................13790 ADOPTED RULES NATURAL RESOURCES, DEPARTMENT OF Freedom of Information Rules 2 Ill. Adm. Code 1051 Repealer........................................13805 Public Information, Rulemaking and Organization 2 Ill. Adm. Code 1500 Repealer........................................13807 Muskrat, Mink, Raccoon, Opossum, Striped Skunk, Weasel, Red Fox, Gray Fox, Coyote, Badger, Beaver and Woodchuck (Groundhog) Trapping 17 Ill. Adm. Code 570 ......................................................13809 White-Tailed Deer Hunting by Use of Handguns 17 Ill. -
120 Chicago Production Essay by Nina Rappaport Raw Quality Iker Gil and Andrew Clark Talk to Arnold Horween III
16 | PRODUCTION RODUCTION Issue 16 / Winter 12 Issue 16 / Winter P MAS CONTEXT ARTICLE NAME HERE ARTICLE 3 2 James Black | Anthony Burrill | Edward Burtynsky | Andrew Clark | Jason Fried | Iker Gil | Jonn Herschend | Glenn Hinman | Arnold Horween III | Cody Hudson | Rod Hunting | Chad Kouri | Andreas E.G. Larsson | Julia Luke | MCA’s Teen Creative Agency | Jake Nickell | Prelinger Archives | Nina Rappaport | Deborah Richmond | Michael Salvatore | David Sieren 2 3 MAS CONTEXT 16 | PRODUCTION Issue 16 / Winter 12 Our Production issue, a collaboration with the PRODUCTION Chicago-based collective The Post Family, explores the impact of production in our cities and built environment, and shines light onto several companies we love, with a specific emphasis on those operating in Chicago. In each, we explore the larger implication of our need for production and consumption, as well as the celebration of craft, tradition, excellence and invention. Guest Cover Designer David Sieren www.davidsieren.com MAS Context is a quarterly journal that addresses issues that affect the urban context. Each issue delivers a comprehensive view of a single topic through the active participation of people from different fields and different perspectives who, together, instigate the debate. MAS Context is a 501(c)(3) not for profit organization based in Chicago, Illinois. It is partially supported by a grant from the Richard H. Driehaus Foundation. 4 5 MAS CONTEXT 16 | PRODUCTION We finally narrowed our approach to Production to two specific areas: the impact of production in our cities A Production of and built environment, and a focus on several companies we love, with a specific emphasis in those operating in Production Chicago.