Biogas Stove Design: a Short Course
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Thesis a Modeling Tool for Household Biogas Burner
THESIS A MODELING TOOL FOR HOUSEHOLD BIOGAS BURNER FLAME PORT DESIGN Submitted by Thomas J. Decker Department of Mechanical Engineering In partial fulfillment of the requirements For the Degree of Master of Science Colorado State University Fort Collins, Colorado Summer 2017 Master’s Committee: Advisor: Thomas Bradley Jason Prapas Sybil Sharvelle Copyright by Thomas J Decker 2017 All Rights Reserved ABSTRACT A MODELING TOOL FOR HOUSEHOLD BIOGAS BURNER FLAME PORT DESIGN Anaerobic digestion is a well-known and potentially beneficial process for rural communities in emerging markets, providing the opportunity to generate usable gaseous fuel from agricultural waste. With recent developments in low-cost digestion technology, communities across the world are gaining affordable access to the benefits of anaerobic digestion derived biogas. For example, biogas can displace conventional cooking fuels such as biomass (wood, charcoal, dung) and Liquefied Petroleum Gas (LPG), effectively reducing harmful emissions and fuel cost respectively. To support the ongoing scaling effort of biogas in rural communities, this study has developed and tested a design tool aimed at optimizing flame port geometry for household biogas- fired burners. The tool consists of a multi-component simulation that incorporates three- dimensional CAD designs with simulated chemical kinetics and computational fluid dynamics. An array of circular and rectangular port designs was developed for a widely available biogas stove (called the Lotus) as part of this study. These port designs were created through guidance from previous studies found in the literature. The three highest performing designs identified by the tool were manufactured and tested experimentally to validate tool output and to compare against the original port geometry. -

A Wood-Gas Stove for Developing Countries T
A WOOD-GAS STOVE FOR DEVELOPING COUNTRIES T. B. Reed and Ronal Larson The Biomass Energy Foundation, Golden, CO., USA ABSTRACT Through the millennia wood stoves for cooking have been notoriously inefficient and slow. Electricity, gas or liquid fuels are preferred for cooking - when they can be obtained. In the last few decades a number of improvements have been made in woodstoves, but still the improved wood stoves are difficult to control and manufacture and are often not accepted by the cook. Gasification of wood (or other biomass) offers the possibility of cleaner, better controlled gas cooking for developing countries. In this paper we describe a wood-gas stove based on a new, simplified wood gasifier. It offers the advantages of “cooking with gas” while using a wide variety of biomass fuels. Gas for the stove is generated using the “inverted downdraft gasifier” principle. In one mode of operation it also produces 20-25% charcoal (dry basis). The stove operates using natural convection only. It achieves clean “blue flame” combustion using an “air wick” that optimizes draft and stabilizes the flame position. The emissions from the close coupled gasifier-burner are quite low and the stove can be operated indoors. Keywords: inverted downdraft gasifier, domestic cooking stove, natural draft *Presented at the “Developments in Thermochemical Biomass Conversion” Conference, Banff, Canada, 20-24 May, 1996. 1 A WOOD-GAS STOVE FOR DEVELOPING COUNTRIES T. B. Reed and Ronal Larson The Biomass Energy Foundation, Golden, CO., USA 1. Introduction - 1.1. The Problem Since the beginning of civilization wood and biomass have been used for cooking. -

Combustion of Low-Calorific Waste Biomass Syngas
Flow Turbulence Combust (2013) 91:749–772 DOI 10.1007/s10494-013-9473-9 Combustion of Low-Calorific Waste Biomass Syngas Kamil Kwiatkowski · Marek Dudynski´ · Konrad Bajer Received: 7 March 2012 / Accepted: 31 May 2013 / Published online: 19 June 2013 © The Author(s) 2013. This article is published with open access at Springerlink.com Abstract The industrial combustion chamber designed for burning low-calorific syngas from gasification of waste biomass is presented. For two different gases derived from gasification of waste wood chips and turkey feathers the non-premixed turbulent combustion in the chamber is simulated. It follows from our computations that for stable process the initial temperature of these fuels must be at least 800 K, with comparable influx of air and fuel. The numerical simulations reveal existence of the characteristic frequency of the process which is later observed in high-speed cam- era recordings from the industrial gasification plant where the combustion chamber operates. The analysis of NO formation and emission shows a difference between wood-derived syngas combustion, where thermal path is prominent, and feathers- derived fuel. In the latter case thermal, prompt and N2O paths of nitric oxides formation are marginal and the dominant source of NO is fuel-bound nitrogen. Keywords Biomass · Waste · Gasification · Syngas · Turbulent combustion K. Kwiatkowski (B) · M. Dudynski´ · K. Bajer Faculty of Physics, University of Warsaw, Pasteura 7, 02-093 Warsaw, Poland e-mail: [email protected] K. Kwiatkowski · K. Bajer Interdisciplinary Centre for Mathematical and Computational Modelling, University of Warsaw, Pawinskiego´ 5a, 02-106 Warsaw, Poland M. Dudynski´ Modern Technologies and Filtration Sp. -

CAST IRON STOVE and DIRECT-VENT (FREESTANDING FIREPLACE HEATER) BURNER SYSTEM OWNER’S OPERATION and INSTALLATION MANUAL for More Information, Visit
CAST IRON STOVE AND DIRECT-VENT (FREESTANDING FIREPLACE HEATER) BURNER SYSTEM OWNER’S OPERATION AND INSTALLATION MANUAL For more information, visit www.desatech.com SCIVFC/PSCIVFC VCIS/PVCIS VH series Stove SERIES STOVE Series Stove "VICTOR HEARTH™" "AMITY™" "OXFORD™" NATURAL GAS BURNER SYSTEM MODEL SDVBND PROPANE/LP GAS BURNER SYSTEM MODEL SDVBPD REMOTE READY IMPORTANT: This direct-vent burner system must be installed into approved cast iron stove bodies, models SCIVFC/PSCIVFC/VCIS/PVCIS/VH series ONLY. WARNING: If the information in this manual is not followed WARNING: Improper instal- exactly, a fire or explosion may result causing property lation, adjustment, alteration, damage, personal injury, or loss of life. service, or maintenance can cause injury or property dam- FOR YOUR SAFETY age. Refer to this manual for Do not store or use gasoline or other flammable vapors and correct installation and op- liquids in the vicinity of this or any other appliance. erational procedures. For as- sistance or additional infor- mation consult a qualified in- FOR YOUR SAFETY staller, service agency, or the WHAT TO DO IF YOU SMELL GAS gas supplier. • Do not try to light any appliance. • Do not touch any electrical switch Installation and service must • Do not use any phone in your building. be performed by a qualified • Immediately call your gas supplier from a neighbor’s installer, service agency, or phone. Follow the gas supplier’s instructions. the gas supplier. • If you cannot reach your gas supplier, call the fire department. This appliance may be installed in an aftermarket*, permanently located, manufactured (mo- bile) home, where not prohibited by state or local codes. -

Micro-Gasification: Cooking with Gas from Dry Biomass
Micro-gasification: cooking with gas from dry biomass Published by: Micro-gasification: cooking with gas from dry biomass An introduction to concepts and applications of wood-gas burning technologies for cooking 2nd revised edition IV Photo 0.1 Typical fl ame pattern in a wood-gas burner, in this case a simple tin-can CONTENTS V Contents Figures & Tables........................................................................................................................................ VI Acknowledgements .............................................................................................................................VIII Abbreviations .............................................................................................................................................. X Executive summary ...........................................................................................................................XIII 1.0 Introduction ......................................................................................................................................1 1.1 Moving away from solid biomass? .................................................................................................. 2 1.2 Developing cleaner cookstoves for solid biomass? ................................................................... 5 1.3 Solid biomass fuels can be used cleanly in gasifier cookstoves! ...................................... 6 1.4 Challenges go beyond just stoves and fuels ............................................................................... -
Installation, Operation and Maintenance Manual
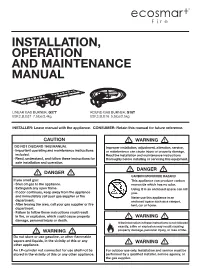
INSTALLATION, OPERATION AND MAINTENANCE MANUAL LINEAR GAS BURNER: G37T ROUND GAS BURNER: G16T ESF.2.B.G37 7.5lbs/3.4kg ESF.2.B.G16 5.5lbs/2.5kg INSTALLER: Leave manual with the appliance. CONSUMER: Retain this manual for future reference. CAUTION WARNING DO NOT DISCARD THIS MANUAL Improper installation, adjustment, alteration, service, • Important operating and maintenance instructions or maintenance can cause injury or property damage. included. Read the installation and maintenance instructions • Read, understand, and follow these instructions for thoroughly before installing or servicing this equipment. safe installation and operation. DANGER DANGER CARBON MONOXIDE HAZARD If you smell gas: This appliance can produce carbon • Shut off gas to the appliance. monoxide which has no odor. • Extinguish any open flame. Using it in an enclosed space can kill • If odor continues, keep away from the appliance you. and immediately call your gas supplier or fire Never use this appliance in an department. enclosed space such as a camper, • After leaving the area, call your gas supplier or fire tent, car or home. department. • Failure to follow these instructions could result in fire, or explosion, which could cause property WARNING damage, personal injury or death. If the information in these instructions is not followed exactly, a fire or explosion may result causing property damage, personal injury, or loss of life. WARNING Do not store or use gasoline, or other flammable vapors and liquids, in the vicinity of this or any WARNING other appliance. An LP-cylinder not connected for use shall not be For outdoor use only. Installation and service must be stored in the vicinity of this or any other appliance. -

Varec Biogas Digester Gas Safety and Handling Equipment
Understanding Design Codes and Standards for Biogas Systems Co-Authors: Shayla Allen | Water Resources Arcadis U.S., Inc. Regina Hanson | Product Marketing Manager Varec Biogas Understanding Design Codes and Standards for Biogas Systems WEF MOP 8, 2017 Edition Chapter 25 Stabilization Gas Production Volatile solids loading/destruction 1. Typical AD = 13-18 cf/lb VS destroyed 2. Fats = 20-25 cf/lb VS destroyed 3. Proteins/Carbs = 12 cf/lb VS destroyed Additional factors: 1. Temperature a. Mesophilic vs Thermophilic b. Single vs Multi-Staged Operation 2. pH/Alkalinity Optimum pH for Methane Production = 6.8 – 7.2 MOP 8 3. SRT/HRT Solids retention time SRT = M of solids/ solids removed. Hydraulic retention time HRT = volume of solids into the digester(s) / solids removed (inflow and outflow rate). 4. Mixing Efficiency 5. Organics Loading Rate and Frequency A. Typical sustained peak VS loading rate = .12 - .16 lb VS/cf/day B. Typical maximum VS loading rate = .2 lb VS/cf/day MOP 8 2017 MOP 8, Chapter 25, Fig. 25.33 Diagram of a gas control system MOP 8 Design Parameters 1. Gas Velocity = 12 fps 2. Digester Cover a. PRV Valve/Flame Arrester redundancy (fixed or floating) b. Secondary pressure relief system c. Appurtenances for access and sludge sampling 3. Gas Holder – membrane gas holder; balance system and maintains system operating pressure MOP 8 Design Parameters 4. Moisture Removal a. Sediment Traps and drip traps b. Gas Drying Systems – • Coalescing filter – remove particulates • glycol chiller - cool the gas to desired temperature • compressor - reheat gas creating a dew point barrier so that no additional moisture can form. -

Gas Lighting in the 19Th Century
Profession versus Trade? A defining episode in the development of the gas lighting industry in the late 19th century Katrina Hide Contents Page no. List of Figures ii List of Tables ii Abbreviations and Acknowledgments iii Chapter 1. Introduction 1 Chapter 2. Gas Engineers: development of professional skills and expertise 5 Chapter 3. Traders: innovation and competition in gas lighting 12 Chapter 4. Profession: a learned society 21 Chapter 5. Crystal Palace Exhibition: gas industry showcase and trade competition 26 Chapter 6. Profession versus Trade: issues of status and perceptions 36 Chapter 7. Collaboration: profession and trade working together 43 Chapter 8. Conclusion 51 Appendices 1. Brief career sketches of professionals and traders involved in this 56 episode of the gas lighting industry 2. Syllabuses for examination by the City and Guilds of London Institute 62 in Gas Engineering and Gas Supply, June 1907 3. Subscribers to The Gas Institute’s fund for the Crystal Palace Exhibition 63 4. Progressive name changes for the gas industry professional body 66 5. Exhibit listings and advertisements from the Official Catalogue of the International Electric and Gas Exhibition, 1882-83 67 6. Development from Mechanics Institute to University of Leeds 73 Bibliography 77 i Page no. List of Figures 1. Typical gasworks with horizontal retorts 7 2. Gas street lights in The Strand, London, about 1865 10 3. Gustave Dore’s drawing of a scripture reader in a night refuge, 1872 13 4. Street lamp design patented by George Bray 14 5. Advertisement for George Bray’s Shadowless Lanterns, 1881 16 6. Advertisement for William Sugg’s Christiania burner 18 7. -

Carbona Biomass Gasification Technology
CARBONA BIOMASS GASIFICATION TECHNOLOGY Jim Patel and Kari Salo Carbona Corporation [email protected] & [email protected] Presented at TAPPI 2007 International Conference on Renewable Energy May 10-11, 2007 Atlanta, GA 1 SUMMARY • Biomass Gasification for Heat & Power and Syngas Production for Liquids • Technology with Commercial Operating Plant Experiences • Something about Carbona • Carbona Biomass Gasification Technology • Plant for CHP in Denmark • Plants for Lime Kiln Gasifiers in Europe • Program for Syngas Production 2 CARBONA/ANDRITZ • Carbona is a biomass gasification technology based company supplying plants for various applications • Andritz Oy acquired minority ownership in Carbona Inc. in 8/2006 with option for full ownership in future • Andritz has biomass gasification background from 1980’s as Ahlstrom Machinery Oy • Carbona has developed biomass gasification technology since 1990 • Carbona now offering plants on combined Carbona/Andritz technology • Initial target in P&P industry Lime kiln gasifier Fuel for power boilers • Future target in P&P Biorefinery/motor fuels Biomass IGCC power plant 3 CARBONA TECHNOLOGY & APPLICATIONS Fluidized Bed Gasification for Biomass • Bubbling Fluidized Bed (BFB) & Circulating Fluidized Bed (CFB) • Low pressure and High Pressure • Air or Oxygen Applications • BFB, high pressure, oxy - Liquid Fuels, SNG, Hydrogen • BFB, high pressure, air - IGCC (gas turbine) • BFB, low pressure, air - BGGE (gas engine), small scale • CFB, low pressure, air - Boilers and Kilns, large scale 4 BFB GASIFIER HIGH PRESSURE FUEL HOT PRODUCT GAS AIR ASH 5 BFB GASIFIER LOW PRESSURE HOT PRODUCT GAS GASIFICATION REACTOR CYCLONE BIOMASS FEED HOPPER FLUIDIZED BED FEEDING SCREW GRID AIR ASH REMOVAL SCREW ASH 6 CFB GASIFIER (Former Ahlström Pyroflow) 1. -

Characterization of Laminar Premixed Flame Firing Biomass Derived Syngas with Oxygen Enriched Air
International Journal of Smart Grid and Clean Energy Characterization of laminar premixed flame firing biomass derived syngas with oxygen enriched air Poramate Sittisuna , Nakorn Tippayawongb a University of Phayao, School of Energy and Environment, Phayao 56000, Thailand b Chiang Mai University, Department of Mechanical Engineering, Chiang Mai 50200, Thailand Abstract Ceramic industries are highly energy intensive, with more than 50% of total cost from liquefied petroleum gas (LPG) used for firing process. Biomass derived syngas may be deployed to substitute LPG in this process. In this work, characterization of laminar premixed flame (laminar flame speed and flame stability) firing biomass derived syngas was carried out with varying oxygen contents in air (21-50%). From the experimental work, it was found that laminar flame speed increased with increasing oxygen concentration in enriched air. This was mainly because reduction in nitrogen dilution resulted in higher burning temperature and faster reaction rate. Increasing oxygen content in air also improved the flame stability to be available in a wider range of combustible mixture and higher blowoff limit. This way, applications with more power and higher flame temperature can be achieved from utilization of biomass derived gaseous fuels. Keywords: biomass, combustion, flame propagation, gasification, renewable energy 1. Introduction Ceramic industry is an important industrial group, producing a wide range of products such as tableware, giftware, sanitary wares, wall and floor tiles, refractories, technical sensors, prosthetics, etc. Ceramic industries are highly energy intensive. Major production cost is from firing or kilning process [1]. The industry normally uses premixed burners with liquefied petroleum gas (LPG) as fuel to generate heat at over 1,200°C in the process. -
GHG Emissions from LNG Operations, Accounting for the Diversity of Operations;
FOREWORD The American Petroleum Institute (API) has extensive experience in developing greenhouse gas (GHG) emissions estimation methodology for the Oil and Natural Gas industry. API’s Compendium of GHG Emissions Methodologies for the Oil and Gas Industry (API Compendium) is used worldwide by the industry and is referenced in numerous governmental and non-governmental protocols and procedures for calculating and reporting GHG emissions. The API Compendium includes methods that are applicable to all sectors of the Oil and Natural Gas Industry from the exploration and production at the wellhead through transmission, transportation, refining, marketing and distribution. API has developed this document in order to enable consistent and comprehensive internationally-accepted methodologies to estimate GHG emissions from the liquefied natural gas (LNG) operations segment including its specialized facilities, processing techniques, and associated infrastructure. API’s objectives in developing this guidance document are: Develop and publish technically sound and transparent methods to estimate GHG emissions from LNG operations, accounting for the diversity of operations; Align methodologies with API Compendium structure and organization; Maintain consistency with globally recognized GHG accounting systems and those in LNG importing and exporting countries. The guidance document is organized around four main chapters: 1. LNG Overview 2. LNG Sector Background 3. GHG Emissions Inventory Boundaries 4. Emission Estimation Methods Supplemental information is provided in five appendices: A - Glossary of Terms B - Unit Conversions 1 Version 1.0 May 2015 C - Acronyms D - Global Warming Potential (GWP) E - Emission Factors Tables for Common Industrial Fuels This document is released now as a “Pilot Draft” for one year to encourage broad global testing of the approach and to gather feedback from early users. -

Prospects for Biomass Gasifiers for Cooking Applications in Asia
PROSPECTS FOR BIOMASS GASIFIERS FOR COOKING APPLICATIONS IN ASIA S. C. Bhattacharya and M. Augustus Leon Energy Field of Study, Asian Institute of Technology P.O. Box 4, Klong Luang, Pathumthani 12120 Thailand. Tel: +66 2 524 5418; Fax: +66 2 524 5439 e-mail: [email protected] ABSTRACT: Biomass constitutes the biggest source of energy in rural Asia. However, its utilization in the domestic sector is mostly inefficient and polluting, resulting in resource wastage and indoor air pollution. Traditional cook stoves, predominantly used in the households for domestic cooking, have been a major contributor to these ill effects. Improved cookstove programmes implemented in the developing world attempt to address these problems. Biomass gasification appears to have a significant potential in Asia for domestic cooking applications. A number of gasification-based cooking systems, which are more efficient than traditional stoves and are almost smoke-free, have been developed and demonstrated recently to highlight the potential benefits of introducing them in developing countries. These systems are based on two broad approaches, i.e., gasifier-stoves and central gas production with producer gas supply network. Keywords: Gasifier Stove, Biomass, Cooking I. INTRODUCTION Most of the Asian developing countries depend heavily on biomass to meet their household cooking energy requirements. Fuelwood often accounts for a major fraction of the total biomass use. Fuelwood is generally preferred to non-wood biomass residues due to its higher energy density and convenience in use and transportation. Large quantities of biomass residues are available in the Asian region. These include ricehusk, rice straw, wheat straw, corncob, coconut shell, bagasse, and many other agricultural residues.