Title “Itaku” Automotive Production:An Aspect of The
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Annual Report 2006
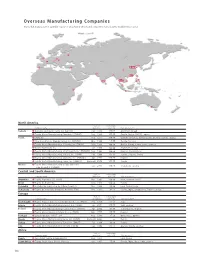
Overseas Manufacturing Companies (Plants that manufacture or assemble Toyota- or Lexus-brand vehicles and component manufacturers established by Toyota) North America Start of Voting rights Company name operations ratio* (%) Main products** Canada 1 Canadian Autoparts Toyota Inc. (CAPTIN) Feb. 1985 100.00 Aluminum wheels 2 Toyota Motor Manufacturing Canada Inc. (TMMC) Nov. 1988 100.00 Corolla, Matrix, RX330, engines U.S.A. 3 TABC, Inc. Nov. 1971 100.00 Catalytic converters, stamping parts, steering columns, engines 4 New United Motor Manufacturing, Inc. (NUMMI) Dec. 1984 50.00 Corolla, Tacoma 5 Toyota Motor Manufacturing, Kentucky, Inc. (TMMK) May 1988 100.00 Avalon, Camry, Camry Solara, engines 6 Bodine Aluminum, Inc. Jan. 1993 100.00 Aluminum castings 7 Toyota Motor Manufacturing, West Virginia, Inc. (TMMWV) Nov. 1998 100.00 Engines, transmissions 8 Toyota Motor Manufacturing, Indiana, Inc. (TMMI) Feb. 1999 100.00 Tundra, Sequoia, Sienna 9 Toyota Motor Manufacturing, Alabama, Inc. (TMMAL) Apr. 2003 100.00 Engines 0 Toyota Motor Manufacturing, Texas, Inc. (TMMTX) (planned) 2006 100.00 Tundra Mexico - Toyota Motor Manufacturing de Baja California Sep. 2004 100.00 Truck beds, Tacoma S.de R.L.de.C.V (TMMBC) Central and South America Start of Voting rights Company name operations ratio* (%) Main products** Argentina = Toyota Argentina S.A. (TASA) Mar. 1997 100.00 Hilux, Fortuner (SW4) Brazil q Toyota do Brasil Ltda. May 1959 100.00 Corolla Colombia w Sociedad de Fabricacion de Automotores S.A. Mar. 1992 28.00 Land Cruiser Prado Venezuela e Toyota de Venezuela Compania Anonima (TDV) Nov. 1981 90.00 Corolla, Dyna, Land Cruiser, Terios***, Hilux Europe Start of Voting rights Company name operations ratio* (%) Main products** Czech Republic r Toyota Peugeot Citroën Automobile Czech, s.r.o. -

Facilities Licensed by the Department of Motor Vehicles (DMV)
Facilities Licensed by the Department of Motor Vehicles (DMV) Facility # Facility Name Facility Name Overflow 7059327 ADESA BUFFALO 7104415 BVC RACING LLC 7127358 COLLAZO AUTO SALES 7121893 CROSS BRONX AUTOMOTIVE INC 7105906 ACCORD AUTO SALES 3470164 DALE PENNINGS GARAGE 7099259 DAVES TOWING SPECIALISTS INC 7126716 DERRIGO S SERVICE CENTER INC 7004571 DICKS COLLSION LLC 7105124 DREAM TECH AUTO SERVICE INC 4090002 BENEDICT CORP 7037979 EAGLE BEVERAGE CO INC 7054769 FRANKS AUTO SERVICE 7066748 ELITE AUTOMOTIVE 7070361 ELITE AUTO SALES 7112741 ELITE AUTO WORKS NY INC 7044804 ESLERS GARAGE 7126673 EVERGREEN MOTORCARS LLC 7103126 EVOLUTION AUTO 7047915 FINGER LAKES RCRTNL VEHICLES INC Page 1 of 1520 09/26/2021 Facilities Licensed by the Department of Motor Vehicles (DMV) Facility Street Facility City Facility State 12200 MAIN ST AKRON NY 4164 ROUTE 22 PLATTSBURG NY 699 PULLMAN AVE ST A ROCHESTER NY 1810 CROSS BX EXPWY BRONX NY 5185 ROUTE 209 ACCORD NY 192-194 HETCHLTWN RD SCOTIA NY 41 RT 236 CLIFTON PARK NY 14483 NYS ROUTE 193 MANNSVILLE NY 189 IRISH SETTLMNT R PLATTSBURGH NY 101-08 43RD AVENUE CORONA NY POB350 E RIVER RD NORWICH NY W 5 ST RD BX 1035 OSWEGO NY RT 374 BX 101A MERRILL NY PB39 ERNEST RD SUMMIT NY 2520 NIAGARA FLLS BL TONAWANDA NY 2050 ROUTE 17A GOSHEN NY 231 SOUTHMAIN ST NORTHVILLE NY 3199 ALBY PST 137C BUCHANAN NY POB 92 36 S WEST ST CORTLAND NY RD 9 RT 247 CANANDAIGUA NY Page 2 of 1520 09/26/2021 Facilities Licensed by the Department of Motor Vehicles (DMV) Facility Zip Code Facility County Owner Name 14001 ERIE ADESA NEW YORK -

Sustainability Data Book 2017 Sustainability Data Book 2017
Sustainability Data Book 2017 Sustainability Data Book 2017 Editorial Policy Sustainability Data Book (Former Sustainability Report) focuses on reporting the yearly activities of Toyota such as Toyota CSR management and individual initiatives. Information on CSR initiatives is divided into chapters, including Society, Environment and Governance. We have also made available the “Environmental Report 2017 - Toward Toyota Environmental Challenge 2050” excerpted from the Sustainability Data Book 2017. In the Annual Report, Toyota shares with its stakeholders the ways in which Toyota’s business is contributing to the sustainable development of society and the Earth on a comprehensive basis from a medium- to long-term perspective. Annual Report http://www.toyota-global.com/investors/ir_library/annual/ Securities Reports http://www.toyota.co.jp/jpn/investors/library/negotiable/ Sustainability Data Book 2017 http://www.toyota-global.com/sustainability/report/sr/ SEC Fillings http://www.toyota-global.com/investors/ir_library/sec/ Financial Results Environmental Report 2017 http://www.toyota-global.com/investors/financial_result/ —Toward Toyota Environmental Challenge 2050— http://www.toyota-global.com/sustainability/report/er/ Corporate Governance Reports http://www.toyota-global.com/investors/ir_library/cg/ • The Toyota website also provides information on corporate initiatives not included in the above reports. Sustainability http://www.toyota-global.com/sustainability/ Environment http://www.toyota-global.com/sustainability/environment/ Social Contribution Activities http://www.toyota-global.com/sustainability/social_contribution/ Period Covered Fiscal year 2016 (April 2016 to March 2017) Some of the initiatives in fiscal year 2017 are also included Toyota Motor Corporation (TMC)’s own initiatives and examples of those of its consolidated affiliates, etc., Scope of Report in Japan and overseas. -

Toyota's Advertising in America, 1958-1979
Georgia Southern University Digital Commons@Georgia Southern Electronic Theses and Dissertations Graduate Studies, Jack N. Averitt College of Spring 2006 Ready, Steady, Go: Toyota's Advertising in America, 1958-1979 Rebecca Hope Smith Follow this and additional works at: https://digitalcommons.georgiasouthern.edu/etd Recommended Citation Smith, Rebecca Hope, "Ready, Steady, Go: Toyota's Advertising in America, 1958-1979" (2006). Electronic Theses and Dissertations. 593. https://digitalcommons.georgiasouthern.edu/etd/593 This thesis (open access) is brought to you for free and open access by the Graduate Studies, Jack N. Averitt College of at Digital Commons@Georgia Southern. It has been accepted for inclusion in Electronic Theses and Dissertations by an authorized administrator of Digital Commons@Georgia Southern. For more information, please contact [email protected]. 1 READY, STEADY, GO: TOYOTA’S ADVERTISING IN AMERICA, 1958-1979. by REBECCA HOPE SMITH (Under the Direction of Craig Roell) ABSTRACT The objective of this thesis is to determine the marketing strategy of Toyota Motor Corporation in America and place these strategies into their historical context. The advertisements will ultimately tie in with trends inside the United States, as well as the development of the company as an international business. INDEX WORDS: Advertising, automobiles, Toyota. 2 READY, STEADY, GO: TOYOTA’S ADVERTISING IN AMERICA, 1958-1979. by REBECCA HOPE SMITH MA, Georgia Southern University, 2000 A Thesis Submitted to the Graduate Faculty of Georgia Southern University in Partial Fulfillment of the Requirements for the Degree MASTER OF HISTORY STATESBORO, GEORGIA 2006 3 © 2006 Rebecca Hope Smith All Rights Reserved 4 READY, STEADY, GO: TOYOTA’S ADVERTISING IN AMERICA, 1958-1979. -

Hybridit Toyota 2000GT
Lehti Toyota-autoilijalle 2/2014 Merkkipaaluja matkan varrelta Hybridit ihastuttavat Klassikko Toyota 2000GT TOYOTA AVENSIS. Arki ei ole koskaan näyttänyt paremmalta. Alumiininen takapuskurin suojalevy Korinväriset kylkilistat Polkupyöräteline taakse Pysäköintitutka Tavaratilan suojapohja Takaikkunoiden häikäisysuojat Koiraverkko väliseinäkkeellä Avensis tarjoaa luokassaan poikkeuksellisen korkeatasoisen suorituskyvyn ja varustelun Kuvan autossa seuraavat Toyota-lisävarusteet: jo vakiona. Eri varustetasojen lisäksi valittavissasi on laaja Toyota-lisävarusteiden valikoima, • krominen etupuskurin kehys • kromiset kylkilistat • korinväriset puskurin kulmasuojat • antrasiitin väriset 17” Pitlane-kevytmetallivanteet. ajoelektroniikasta aina nahkaverhoiluun, jolla voit milloin tahansa personoida autoasi. Kysy lisää omalta Toyota-automyyjältäsi. www.toyota. 72432_TO_Avensis_varusteet_TPlus_5_13.indd 1 6.5.2013 11.52 TOYOTA AVENSIS. Arki ei ole koskaan näyttänyt paremmalta. Alumiininen takapuskurin suojalevy Korinväriset kylkilistat Polkupyöräteline taakse Pysäköintitutka Tavaratilan suojapohja Takaikkunoiden häikäisysuojat Koiraverkko väliseinäkkeellä Avensis tarjoaa luokassaan poikkeuksellisen korkeatasoisen suorituskyvyn ja varustelun Kuvan autossa seuraavat Toyota-lisävarusteet: jo vakiona. Eri varustetasojen lisäksi valittavissasi on laaja Toyota-lisävarusteiden valikoima, • krominen etupuskurin kehys • kromiset kylkilistat • korinväriset puskurin kulmasuojat • antrasiitin väriset 17” Pitlane-kevytmetallivanteet. ajoelektroniikasta aina -

UNITED STATES SECURITIES and EXCHANGE COMMISSION Washington, D.C
As filed with the Securities and Exchange Commission on June 24, 2016 UNITED STATES SECURITIES AND EXCHANGE COMMISSION Washington, D.C. 20549 FORM 20-F (Mark One) ‘ REGISTRATION STATEMENT PURSUANT TO SECTION 12(b) OR (g) OF THE SECURITIES EXCHANGE ACT OF 1934 OR È ANNUAL REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the fiscal year ended: March 31, 2016 OR ‘ TRANSITION REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 OR ‘ SHELL COMPANY REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 Commission file number: 001-14948 TOYOTA JIDOSHA KABUSHIKI KAISHA (Exact Name of Registrant as Specified in its Charter) TOYOTA MOTOR CORPORATION (Translation of Registrant’s Name into English) Japan (Jurisdiction of Incorporation or Organization) 1 Toyota-cho, Toyota City Aichi Prefecture 471-8571 Japan +81 565 28-2121 (Address of Principal Executive Offices) Nobukazu Takano Telephone number: +81 565 28-2121 Facsimile number: +81 565 23-5800 Address: 1 Toyota-cho, Toyota City, Aichi Prefecture 471-8571, Japan (Name, telephone, e-mail and/or facsimile number and address of registrant’s contact person) Securities registered or to be registered pursuant to Section 12(b) of the Act: Title of Each Class: Name of Each Exchange on Which Registered: American Depositary Shares* The New York Stock Exchange Common Stock** * American Depositary Receipts evidence American Depositary Shares, each American Depositary Share representing two shares of the registrant’s Common Stock. ** No par value. Not for trading, but only in connection with the registration of American Depositary Shares, pursuant to the requirements of the U.S. -

Alpha ELT Listing
Lienholder Name Lienholder Address City State Zip ELT ID 1ST ADVANTAGE FCU PO BX 2116 NEWPORT NEWS VA 23609 CFW 1ST COMMAND BK PO BX 901041 FORT WORTH TX 76101 FXQ 1ST FNCL BK USA 47 SHERMAN HILL RD WOODBURY CT 06798 GVY 1ST LIBERTY FCU PO BX 5002 GREAT FALLS MT 59403 ESY 1ST NORTHERN CA CU 1111 PINE ST MARTINEZ CA 94553 EUZ 1ST NORTHERN CR U 230 W MONROE ST STE 2850 CHICAGO IL 60606 GVK 1ST RESOURCE CU 47 W OXMOOR RD BIRMINGHAM AL 35209 DYW 1ST SECURITY BK WA PO BX 97000 LYNNWOOD WA 98046 FTK 1ST UNITED SVCS CU 5901 GIBRALTAR DR PLEASANTON CA 94588 W95 1ST VALLEY CU 401 W SECOND ST SN BERNRDNO CA 92401 K31 360 EQUIP FIN LLC 300 BEARDSLEY LN STE D201 AUSTIN TX 78746 DJH 360 FCU PO BX 273 WINDSOR LOCKS CT 06096 DBG 4FRONT CU PO BX 795 TRAVERSE CITY MI 49685 FBU 777 EQUIPMENT FIN LLC 600 BRICKELL AVE FL 19 MIAMI FL 33131 FYD A C AUTOPAY PO BX 40409 DENVER CO 80204 CWX A L FNCL CORP PO BX 11907 SANTA ANA CA 92711 J68 A L FNCL CORP PO BX 51466 ONTARIO CA 91761 J90 A L FNCL CORP PO BX 255128 SACRAMENTO CA 95865 J93 A L FNCL CORP PO BX 28248 FRESNO CA 93729 J95 A PLUS FCU PO BX 14867 AUSTIN TX 78761 AYV A PLUS LOANS 500 3RD ST W SACRAMENTO CA 95605 GCC A/M FNCL PO BX 1474 CLOVIS CA 93613 A94 AAA FCU PO BX 3788 SOUTH BEND IN 46619 CSM AAC CU 177 WILSON AVE NW GRAND RAPIDS MI 49534 GET AAFCU PO BX 619001 MD2100 DFW AIRPORT TX 75261 A90 ABLE INC 503 COLORADO ST AUSTIN TX 78701 CVD ABNB FCU 830 GREENBRIER CIR CHESAPEAKE VA 23320 CXE ABOUND FCU PO BX 900 RADCLIFF KY 40159 GKB ACADEMY BANK NA PO BX 26458 KANSAS CITY MO 64196 ATF ACCENTRA CU 400 4TH -

Gt86 Dpl 2012
GT86 Content Back to the Roots p. 04 Design - Inspired by the Spirit of the 2000GT p. 08 Naturally Aspirated Sports Engine Developing 100 DIN hp per Litre p. 16 Excellent Power-to-Weight Ratio and Perfect Balance p. 20 Specifications and Equipment p. 26 Image bank p. 34 2 3 Back to the Roots Toyota’s eagerly awaited, compact 2+2 sports car, the GT86, is an entirely Conceived to focus specifically on the purity of the classic sports car driver-oriented vehicle. It gives form to the pure, intrinsic joy of driving through experience, designed by a passionate team of engineers, honed through precise, instantaneous response to even the smallest throttle or steering inputs, competition and fine-tuned to satisfy the most discerning enthusiast, the for those who regard driving as a passion rather than a necessity. GT86 inherits the spirit of former Toyota sports cars to reward drivers with pure driving involvement. Based on an entirely new platform, the GT86 has a low, highly aerodynamic bodyshell stretched tight over the engineering hard points, making it the The GT86 engineering design incorporates elements that allow easy world’s most compact four-seat sports car design. adjustment or customisation to suit user preferences. Making it as simple as possible by, for instance, minimising electronic control devices, allows Throughout thousands of man-hours spent overcoming hundreds of customers to personalise the GT86 with relative ease. development challenges, Chief Engineer Tetsuya Tada and his Subaru counterpart, Toshio Masuda, fought tooth and nail for three key elements in Even higher performance tyres have been rejected in favour of the one the new sports car: a rear-wheel drive format, no turbocharging and ordinary overriding development goal of the GT86: fun. -
Pdf: 660 Kb / 236
As filed with the Securities and Exchange Commission on June 23, 2017 UNITED STATES SECURITIES AND EXCHANGE COMMISSION Washington, D.C. 20549 FORM 20-F (Mark One) ‘ REGISTRATION STATEMENT PURSUANT TO SECTION 12(b) OR (g) OF THE SECURITIES EXCHANGE ACT OF 1934 OR È ANNUAL REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the fiscal year ended: March 31, 2017 OR ‘ TRANSITION REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 OR ‘ SHELL COMPANY REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 Commission file number: 001-14948 TOYOTA JIDOSHA KABUSHIKI KAISHA (Exact Name of Registrant as Specified in its Charter) TOYOTA MOTOR CORPORATION (Translation of Registrant’s Name into English) Japan (Jurisdiction of Incorporation or Organization) 1 Toyota-cho, Toyota City Aichi Prefecture 471-8571 Japan +81 565 28-2121 (Address of Principal Executive Offices) Nobukazu Takano Telephone number: +81 565 28-2121 Facsimile number: +81 565 23-5800 Address: 1 Toyota-cho, Toyota City, Aichi Prefecture 471-8571, Japan (Name, telephone, e-mail and/or facsimile number and address of registrant’s contact person) Securities registered or to be registered pursuant to Section 12(b) of the Act: Title of Each Class: Name of Each Exchange on Which Registered: American Depositary Shares* The New York Stock Exchange Common Stock** * American Depositary Receipts evidence American Depositary Shares, each American Depositary Share representing two shares of the registrant’s Common Stock. ** No par value. Not for trading, but only in connection with the registration of American Depositary Shares, pursuant to the requirements of the U.S. -

UNITED STATES SECURITIES and EXCHANGE COMMISSION Washington, D.C
As filed with the Securities and Exchange Commission on June 25, 2012 UNITED STATES SECURITIES AND EXCHANGE COMMISSION Washington, D.C. 20549 FORM 20-F (Mark One) ‘ REGISTRATION STATEMENT PURSUANT TO SECTION 12(b) OR (g) OF THE SECURITIES EXCHANGE ACT OF 1934 OR È ANNUAL REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the fiscal year ended: March 31, 2012 OR ‘ TRANSITION REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 OR ‘ SHELL COMPANY REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 Commission file number: 001-14948 TOYOTA JIDOSHA KABUSHIKI KAISHA (Exact Name of Registrant as Specified in its Charter) TOYOTA MOTOR CORPORATION (Translation of Registrant’s Name into English) Japan (Jurisdiction of Incorporation or Organization) 1 Toyota-cho, Toyota City Aichi Prefecture 471-8571 Japan +81 565 28-2121 (Address of Principal Executive Offices) Kenichiro Makino Telephone number: +81 565 28-2121 Facsimile number: +81 565 23-5800 Address: 1 Toyota-cho, Toyota City, Aichi Prefecture 471-8571, Japan (Name, telephone, e-mail and/or facsimile number and address of registrant’s contact person) Securities registered or to be registered pursuant to Section 12(b) of the Act: Title of Each Class: Name of Each Exchange on Which Registered: American Depositary Shares* The New York Stock Exchange Common Stock** * American Depositary Receipts evidence American Depositary Shares, each American Depositary Share representing two shares of the registrant’s Common Stock. ** No par value. Not for trading, but only in connection with the registration of American Depositary Shares, pursuant to the requirements of the U.S. -

Case Studies in Change from the Japanese Automotive Industry
UC Berkeley Working Paper Series Title Keiretsu, Governance, and Learning: Case Studies in Change from the Japanese Automotive Industry Permalink https://escholarship.org/uc/item/43q5m4r3 Authors Ahmadjian, Christina L. Lincoln, James R. Publication Date 2000-05-19 eScholarship.org Powered by the California Digital Library University of California Institute of Industrial Relations University of California, Berkeley Working Paper No. 76 May 19, 2000 Keiretsu, governance, and learning: Case studies in change from the Japanese automotive industry Christina L. Ahmadjian Graduate School of Business Columbia University New York, NY 10027 (212)854-4417 fax: (212)316-9355 [email protected] James R. Lincoln Walter A. Haas School of Business University of California at Berkeley Berkeley, CA 94720 (510) 643-7063 [email protected] We are grateful to Nick Argyres, Bob Cole, Ray Horton, Rita McGrath, Atul Nerkar, Toshi Nishiguchi, Joanne Oxley, Hugh Patrick, Eleanor Westney, and Oliver Williamson for helpful comments. We also acknowledge useful feedback from members of the Sloan Corporate Governance Project at Columbia Law School. Research grants from the Japan – U. S. Friendship Commission, the Japan Society for the Promotion of Science, and the Clausen Center for International Business and Policy of the Haas School of Business at UC Berkeley are also gratefully acknowledged. Keiretsu, governance, and learning: Case studies in change from the Japanese automotive industry ABSTRACT The “keiretsu” structuring of assembler-supplier relations historically enabled Japanese auto assemblers to remain lean and flexible while enjoying a level of control over supply akin to that of vertical integration. Yet there is much talk currently of breakdown in keiretsu networks. -

Toyota in the World 2011
"Toyota in the World 2011" is intended to provide an overview of Toyota, including a look at its latest activities relating to R&D (Research & Development), manufacturing, sales and exports from January to December 2010. It is hoped that this handbook will be useful to those seeking to gain a better understanding of Toyota's corporate activities. Research & Development Production, Sales and Exports Domestic and Overseas R&D Sites Overseas Production Companies North America/ Latin America: Market/Toyota Sales and Production Technological Development Europe/Africa: Market/Toyota Sales and Production Asia: Market/Toyota Sales and Production History of Technological Development (from 1990) Oceania & Middle East: Market/Toyota Sales and Production Operations in Japan Vehicle Production, Sales and Exports by Region Overseas Model Lineup by Country & Region Toyota Group & Supplier Organizations Japanese Production and Dealer Sites Chronology Number of Vehicles Produced in Japan by Model Product Lineup U.S.A. JAPAN Toyota Motor Engineering and Manufacturing North Head Office Toyota Technical Center America, Inc. Establishment 1954 Establishment 1977 Activities: Product planning, design, Locations: Michigan, prototype development, vehicle California, evaluation Arizona, Washington D.C. Activities: Product planning, Vehicle Engineering & Evaluation Basic Research Shibetsu Proving Ground Establishment 1984 Activities: Vehicle testing and evaluation at high speed and under cold Calty Design Research, Inc. conditions Establishment 1973 Locations: California, Michigan Activities: Exterior, Interior and Color Design Higashi-Fuji Technical Center Establishment 1966 Activities: New technology research for vehicles and engines Toyota Central Research & Development Laboratories, Inc. Establishment 1960 Activities: Fundamental research for the Toyota Group Europe Asia Pacific Toyota Motor Europe NV/SA Toyota Motor Asia Pacific Engineering and Manfacturing Co., Ltd.