M2HB/QCB Operators Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Singapore Country Report
SALW Guide Global distribution and visual identification Singapore Country report https://salw-guide.bicc.de Weapons Distribution SALW Guide Weapons Distribution The following list shows the weapons which can be found in Singapore and whether there is data on who holds these weapons: AR 15 (M16/M4) G HK MP5 G Browning M 2 G IGLA (SA-16 / SA-18) G Carl Gustav recoilless rifle G Lee-Enfield SMLE G Daewoo K1 / K2 G M203 grenade launcher G FN FAL G Remington 870P G FN Herstal FN MAG G RPG 7 G Sterling MP L2A3 FN High Power U G FN P90 G Explanation of symbols Country of origin Licensed production Production without a licence G Government: Sources indicate that this type of weapon is held by Governmental agencies. N Non-Government: Sources indicate that this type of weapon is held by non-Governmental armed groups. U Unspecified: Sources indicate that this type of weapon is found in the country, but do not specify whether it is held by Governmental agencies or non-Governmental armed groups. It is entirely possible to have a combination of tags beside each country. For example, if country X is tagged with a G and a U, it means that at least one source of data identifies Governmental agencies as holders of weapon type Y, and at least one other source confirms the presence of the weapon in country X without specifying who holds it. Note: This application is a living, non-comprehensive database, relying to a great extent on active contributions (provision and/or validation of data and information) by either SALW experts from the military and international renowned think tanks or by national and regional focal points of small arms control entities. -

Thompson Brochure 9Th Edition.Indd
9th Edition Own A Piece Of American History Thompson Submachine Gun General John T. Thompson, a graduate of West Point, began his research in 1915 for an automatic weapon to supply the American military. World War I was dragging on and casualties were mounting. Having served in the U.S. Army’s ordnance supplies and logistics, General Thompson understood that greater fi repower was needed to end the war. Thompson was driven to create a lightweight, fully automatic fi rearm that would be effective against the contemporary machine gun. His idea was “a one-man, hand held machine gun. A trench broom!” The fi rst shipment of Thompson prototypes arrived on the dock in New York for shipment to Europe on November 11, 1918 the day that the War ended. In 1919, Thompson directed Auto-Ordnance to modify the gun for nonmilitary use. The gun, classifi ed a “submachine gun” to denote a small, hand-held, fully automatic fi rearm chambered for pistol ammunition, was offi cially named the “Thompson submachine gun” to honor the man most responsible for its creation. With military and police sales low, Auto-Ordnance sold its submachine guns through every legal outlet it could. A Thompson submachine gun could be purchased either by mail order, or from the local hardware or sporting goods store. Trusted Companion for Troops It was, also, in the mid ‘20s that the Thompson submachine gun was adopted for service by an Dillinger’s Choice offi cial military branch of the government. The U.S. Coast Guard issued Thompsons to patrol While Auto-Ordnance was selling the Thompson submachine gun in the open market in the ‘20s, boats along the eastern seaboard. -

50 CALIBER (12.7MM) HEAVY MACHINE GUN Reliable, Accurate, Effective
M2HB .50 CALIBER (12.7MM) HEAVY MACHINE GUN Reliable, accurate, effective SPECIFICATIONS s General Dynamics Ordnance and Tactical Systems produc- Caliber .50 caliber / 12.7mm (NATO) es the .50 Caliber M2 Heavy Barrel (M2HB) machine gun, Weight (complete gun) 84 pounds (38.2 kg) a belt-fed, recoil operated, air-cooled, crew-served weapon Length 65.13 inches (1,654mm) capable of right or left-hand feed. The weapon’s lethality, durability and versatility make it ideal for offensive and Width 9 inches (230mm) defensive operations. Cyclic rate of fire 450-600 rounds per minute Maximum effective The M2 machine gun is one of the world’s most reliable, 2,000 yards (1,830m) range highly accurate and effective weapons. Maximum range 7,400 yards (6,766m) The M2HB fires a variety of NATO .50 Caliber ammuni- 3,050 feet per second Muzzle velocity (M33) (930 meters per second) tion to include: ball, tracer, armor-piercing, incendiary, and Barrel weight 26 pounds (11.79 kg) saboted light armor penetrator. The M2HB will deliver lethal Barrel construction cobalt-chromium alloy liner effects against multiple target types. The maximum effec- tive range of the M2HB is 1,830 meters for area targets and 1,500 meters for point targets. M2HB .50 CALIBER (12.7MM) HEAVY MACHINE GUN KEY FEATURES - Sustained automatic or single-shot firing - Durable, rugged design - Fires from the closed bolt for single-shot accuracy - Replaceable heavy barrel assembly - Simple design for ease of maintenance - Adjustable headspace and timing - Converts from left-hand to right-hand feed - Barrel life exceeds 10,000 rounds - Variety of mounting applications - Trigger block safety 11399 16th Court North - Suite 200 - St. -
Machine Guns
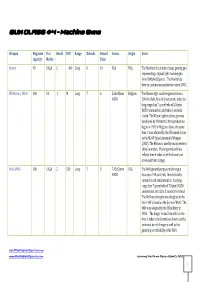
GUN CLASS #4 – Machine Guns Weapon Magazine Fire Recoil ROF Range Reloads Reload Ammo Origin Notes capacity Modes Time Morita 99 FA,SA 2 400 Long 6 10 N/A N/A The Morita is the standard issue gaming gun representing a typical light machine gun from Battlefield Sports. The Morita has been in continuous manufacture since 2002. FN Minimi / M249 200 FA 2 M Long 7 6 5.56x45mm Belgium The Minimi light machine gun features a NATO 200 shot belt, fires fully automatic only, has long range, has 7 spare belts of 5.56mm NATO ammunition, and takes 6 seconds reload. The Minimi light machine gun was developed by FN Herstal. Mass production began in 1982 in Belgium. About the same time it was adopted by the US Armed forces as the M249 Squad Automatic Weapon (SAW). The Minimi is used by many western allied countries. The longer reload time reflects time it takes to let the barrel cool down and then change. M60 GPMG 100 FA,SA 2 550 Long 7 8 7.62x51mm USA The M60 general purpose machine gun NATO features a 100 shot belt, fires both fully automatic and semiautomatic, has long range, has 7 spare belts of 7.62mm NATO ammunition and takes 8 seconds to reload. The M60 machine gun was designed in the late 1940's based on the German MG42. The M60 was adopted by the US military in 1950. .The longer reload time reflects the time it takes to let barrel cool down and the awkward barrel change as well as the general poor reliability of the M60. -

American Army
ASSAULT PLATOON AMERICAN ARMY MASSIMO TORRIANI – VALENTINO DEL CASTELLO - Copyright 2013 All rights reserved. No part of this book may be reproduced by any means, including mechanical and/or electronic methods, without the author’s prior written permission. For updates: www.torrianimassimo.it Version December 2013 1 AMERICAN ARMY (1943-1945) BASIC INFANTRY PLATOON The Platoon comprises: 0-1 Infantry HQ Squad (180 points), 2-3 Infantry Squads (370 points each) INFANTRY HQ SQUAD Infantry Unit, HQ Breakpoint: 2 TV: 3 No. Model Weapon Characteristics M1 semi-automatic carbine, Colt 1911A1 pistol, MKII 1 Lieutenant HQ leader Pineapple grenades 1 Second Lieutenant M1 semi-automatic carbine, MKII Pineapple grenades HQ leader 1 Sergeant M1 semi-automatic carbine, MKII Pineapple grenades HQ leader 2 Riflemen Garand M1 semi-automatic rifle, MKII Pineapple grenades INFANTRY SQUAD Infantry Unit Breakpoint: 5 TV: 3 No. Model Weapon Characteristics 1 Sergeant M1 semi-automatic carbine, MKII Pineapple grenades leader 1 Corporal M1 semi-automatic carbine, MKII Pineapple grenades leader 1 Machine-gunner BAR M1918A2 automatic rifle, MKII Pineapple grenades 9 Riflemen Garand M1 semi-automatic rifle, MKII Pineapple grenades SPLITTING UP AN INFANTRY SQUAD Each Infantry Squad can be split up into two Sections: the first comprising a Sergeant and 6 Riflemen (BRK 3) and the other comprising the Corporal, the Machine-gunner and 3 Riflemen (BRK 2). VARIANTS: You can add a radio to the HQ Squad for +10 points. One of the riflemen in the Squad gets the radio characteristic. Leaders can replace their M1 semi-automatic carbines with M3A1 Grease Gun sub-machine guns for free. -

Mg 34 and Mg 42 Machine Guns
MG 34 AND MG 42 MACHINE GUNS CHRIS MC NAB © Osprey Publishing • www.ospreypublishing.com MG 34 AND MG 42 MACHINE GUNS CHRIS McNAB Series Editor Martin Pegler © Osprey Publishing • www.ospreypublishing.com CONTENTS INTRODUCTION 4 DEVELOPMENT 8 The ‘universal’ machine gun USE 27 Flexible firepower IMPACT 62 ‘Hitler’s buzzsaw’ CONCLUSION 74 GLOSSARY 77 BIBLIOGRAPHY & FURTHER READING 78 INDEX 80 © Osprey Publishing • www.ospreypublishing.com INTRODUCTION Although in war all enemy weapons are potential sources of fear, some seem to have a deeper grip on the imagination than others. The AK-47, for example, is actually no more lethal than most other small arms in its class, but popular notoriety and Hollywood representations tend to credit it with superior power and lethality. Similarly, the bayonet actually killed relatively few men in World War I, but the sheer thought of an enraged foe bearing down on you with more than 30cm of sharpened steel was the stuff of nightmares to both sides. In some cases, however, fear has been perfectly justified. During both world wars, for example, artillery caused between 59 and 80 per cent of all casualties (depending on your source), and hence took a justifiable top slot in surveys of most feared tools of violence. The subjects of this book – the MG 34 and MG 42, plus derivatives – are interesting case studies within the scale of soldiers’ fears. Regarding the latter weapon, a US wartime information movie once declared that the gun’s ‘bark was worse than its bite’, no doubt a well-intentioned comment intended to reduce mounting concern among US troops about the firepower of this astonishing gun. -

Ukraine 2014
TheRaising Chinese Red Flags: QLZ87 Automatic Grenade An Examination of Arms & Munitions in the Ongoing LauncherConflict in Ukraine 2014 Jonathan Ferguson & N.R. Jenzen-Jones RESEARCH REPORT No. 3 COPYRIGHT Published in Australia by Armament Research Services (ARES) © Armament Research Services Pty. Ltd. Published in November 2014 All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, without the prior permission in writing of Armament Research Services, or as expressly permitted by law, or under terms agreed with the appropriate reprographics rights organisation. Enquiries concerning reproduction outside the scope of the above should be sent to the Publications Manager, Armament Research Services: [email protected] CREDITS Authors: Jonathan Ferguson & N.R. Jenzen-Jones Contributors: Yuri Lyamin & Michael Smallwood Technical Review: Yuri Lyamin, Ian McCollum & Hans Migielski Copy Editor: Jean Yew Layout/Design: Yianna Paris, Green Shell Media ABOUT ARMAMENT RESEARCH SERVICES Armament Research Services (ARES) is a specialist consultancy which offers technical expertise and analysis to a range of government and non-government entities in the arms and munitions field.ARES fills a critical market gap, and offers unique technical support to other actors operating in the sector. Drawing on the extensive experience and broad-ranging skillsets of our staff and contractors, ARES delivers full-spectrum research and analysis, technical review, training, and project support services, often in support of national, regional, and international initiatives. ARMAMENT RESEARCH SERVICES Pty. Ltd. t + 61 8 6365 4401 e [email protected] w www.armamentresearch.com Jonathan Ferguson & N.R. -
MOD Spend on the SA8O Assault Rifle Or Equivalent, Number
~ DE&S Secretariat Ministry Defence Equipment & Support of Defence Maple Oa, #2043 MOD Abbey Wood Bristol BS34 8JH Email: DESSEC-PoiSecLE-JSC-WPNS@ mod.uk Mr Our Reference: F012015/08992 Via: Date: 10 November 2015 Dear-. 1 Thank you for your email of 14 h October 2015 requesting the following information: I am requesting information related to MOD spending on the SABO assault rifle or equivalent rifle. I wish to know how many are annually manufactured/used. The breakdown of the costs for its life-cycle (from conceptual stage to the disposal stage, including spending on maintenance and usage). Also, if you could provide me with a component list for the rifle, I would be grateful. I am treating your correspondence as a request for information under the Freedom of Information Act 2000 (FOIA). A search for the information has now been completed within the Ministry of Defence (MOD), and I can confirm that information in scope of your request is held. The responses to your questions are as follows: a. How many are annually manufactured/used? A. The MOD .do not currently manufacture complete SA-80 weapon systems. Approximately 1792 are repaired annually. Usage data is not collected. a. The breakdown of the costs for its life-cycle (from conceptual stage to the disposal stage, including spending on maintenance and usage). A. The SA-80 family of weapons was developed and manufactured by the Royal Ordnance · Factories for the MOD from the late 1970s into the 1980s. Full cost information of that development is no longer kept by the MOD. -

Foreign Military Weapons and Equipment
DEPARTMENT OF THE ARMY PAMPHLET NO. 30-7-4 FOREIGN MILITARY WEAPONS AND EQUIPMENT Vol. III INFANTRY WEAPONS DEPARTMENT OF THE ARMY DT WASHINGTON 25, D. C. FOREWORD The object in publishing the essential recognition features of weapons of Austrian, German, and Japanese origin as advance sections of DA Pam 30-7-4 is to present technical information on these weapons as they are used or held in significant quantities by the Soviet satellite nations (see DA Pam 30-7-2). The publication is in looseleaf form to facilitate inclusion of additional material when the remaining sections of DA Pam 30-7-4 are published. Items are presented according to country of manufacture. It should be noted that, although they may be in use or held in reserve by a satellite country, they may be regarded as obsolete in the country of manufacture. DA Pam 30-7-4 PAMPHLET DEPARTMENT OF THE ARMY No. 30-7-4 WASHINGTON 25, D. C., 24 November 1954 FOREIGN MILITARY WEAPONS AND EQUIPMENT VOL. III INFANTRY WEAPONS SECTION IV. OTHER COUNTRIES AUSTRIA: Page Glossary of Austrian terms--------------------------------------------------------- 4 A. Pistols: 9-mm Pistol M12 (Steyr) ---------------------------------------------------- 5 B. Submachine Guns: 9-mm Submachine Gun MP 34 (Steyr-Solothurn) ------------------------------- .7 C. Rifles and Carbines: 8-mm M1895 Mannlicher Rifle- - ____________________________________- - - - - - -- 9 GERMANY: Glossary of German terms___________________________________---------------------------------------------------------11 A. Pistols: 9-mm Walther Pistol M1938-- _______________________-- - --- -- -- 13 9-mm Luger Pistol M1908--------------------------------------------------15 7.65-mm Sauer Pistol M1938---------------------------------_ 17 7.65-mm Walther Pistol Model PP and PPK ---------------------------------- 19 7.63-mm Mauser Pistol M1932----------------------------------------------21 7.65-mm Mauser Pistol Model HSc ------------------------------------------ 23 B. -

Long-Range Fifty Caliber Rifles: Should They Be More Strictly Regulated?
Order Code RS22151 May 20, 2005 CRS Report for Congress Received through the CRS Web Long-Range Fifty Caliber Rifles: Should They Be More Strictly Regulated? William J. Krouse Domestic Social Policy Division Summary In the 109th Congress, legislation has been introduced to more strictly regulate certain .50 caliber rifles, some of which have been adopted by the U.S. military as sniper rifles. These rifles are chambered to fire a relatively large round that was originally designed for the Browning Machine Gun (BMG). Gun control advocates have argued that these firearms have little sporting, hunting, or recreational purpose. They maintain that these rifles could be used to shoot down aircraft, rupture pressurized chemical tanks, or penetrate armored personnel carriers. Gun control opponents counter that these rifles are expensive, cumbersome and rarely, if ever, used in crime. Furthermore, they maintain that these rifles were first developed for long-range marksmanship competitions and, then adopted by the military as sniper rifles. Related amendments may be offered during Senate-consideration of the Protection of Lawful Commerce in Arms Act (S. 397).1 The issue for Congress is whether to regulate these firearms more stringently based on their destructive potential in a post-9/11 environment. And if regulation is pursued, what measures seem most effective and appropriate. This report will be updated as needed. Legislative Proposals in the 109th Congress In the 109th Congress, two proposals have been introduced to more strictly regulate certain long-range .50 caliber rifles. The Fifty Caliber Sniper Weapons Regulation Act of 2005 (S. 935), introduced by Senator Dianne Feinstein, would amend the National Firearms Act (NFA)2 to regulate “.50 caliber sniper weapons” in the same fashion as short-barreled shotguns and silencers, by levying taxes on the manufacture and transfer of such firearms and by requiring owner and firearm registration. -

HB277 Original
HLS 13RS-177 ORIGINAL Regular Session, 2013 HOUSE BILL NO. 277 BY REPRESENTATIVE LAMBERT Prefiled pursuant to Article III, Section 2(A)(4)(b)(i) of the Constitution of Louisiana. WEAPONS/FIREARMS: Repeals provisions of law regarding prior approval for the transfer of certain firearms 1 AN ACT 2 To repeal R.S. 40:1784, relative to the possession and transfer of certain firearms; to repeal 3 provisions requiring prior approval for the transfer of certain firearms. 4 Be it enacted by the Legislature of Louisiana: 5 Section 1. R.S. 40:1784 is hereby repealed in its entirety. DIGEST The digest printed below was prepared by House Legislative Services. It constitutes no part of the legislative instrument. The keyword, one-liner, abstract, and digest do not constitute part of the law or proof or indicia of legislative intent. [R.S. 1:13(B) and 24:177(E)] Lambert HB No. 277 Abstract: Repeals provisions requiring the prior approval of DPS&C for the possession and transfer of certain types of firearms. For purposes of certain provisions of law governing the transfer of weapons, present law defines "firearm" as a shotgun having a barrel of less than 18 inches in length; a rifle having a barrel of less than 16 inches in length; any weapon made from either a rifle or a shotgun if the weapon has been modified to have an overall length of less than 26 inches; any other firearm, pistol, revolver, or shotgun from which the serial number or mark of identification has been obliterated, from which a shot is discharged by an explosive, if that weapon is capable of being concealed on the person; or a machine gun, grenade launcher, flame thrower, bazooka, rocket launcher, excluding black powder weapons, or gas grenade; and includes a muffler or silencer for any firearm, whether or not the firearm is included within this definition. -

HATSAN ESCORT ARMS COMPANY Pump Action Shotgun
HATSAN ESCORT ARMS COMPANY Pump Action Shotgun Instruction Manual Read this manual before using your shotgun Congratulations and thank you for choosing Hatsan ESCORT pump action shotgun. WARNING! Read this instruction manual very carefully before handling and using this shotgun. Failure to do so may result in serious injury or death to you or bystanders. Do not attempt to load or use the shotgun until you read and understand the information contained this owner’s manual. Always keep this manual with your shotgun. Make sure you understand all the operation instructions, safety procedures and warnings in this manual before you handle the shotgun. CONTENTS If you sell, lend or give the shotgun to another person, make sure this manual goes with it. WARNING ! Always keep your finger outside the trigger guard and ensure that the safety is fully engaged until you are sure that you are ready to fire. Safety is “on” when the safety button is pushed all the way to Page the right and red ring is not visible on the left side of the trigger guard. When red ring is visible , the safety is “off” and the shotgun is ready to fire. SAFETY MEASURES ________________________________________________ 3 NOMENCLATURE __________________________________________________ 4 SAFETY MEASURES • Keep your fingers away from the muzzle. Never pull a shotgun toward you by the muzzle. PART LIST _______________________________________________________ 5 • Always point the shotgun in a safe direction even though it may be unloaded. Do not point the shotgun at anything you do not intend to shoot. Avoid all horseplay while handling a shotgun. • When handling your shotgun, never allow fingers or any object to touch the trigger until you are ready EXPLODED VIEW __________________________________________________ 6 to shoot.