Lumber and Related Products; a Base Syllabus on Wood Technology. Eastern Kentucky Univ., Richmond
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Use of Wood Residue in Making Reconstituted Board Products
University of Montana ScholarWorks at University of Montana Graduate Student Theses, Dissertations, & Professional Papers Graduate School 1959 Use of wood residue in making reconstituted board products Suthi Harnsongkram The University of Montana Follow this and additional works at: https://scholarworks.umt.edu/etd Let us know how access to this document benefits ou.y Recommended Citation Harnsongkram, Suthi, "Use of wood residue in making reconstituted board products" (1959). Graduate Student Theses, Dissertations, & Professional Papers. 3981. https://scholarworks.umt.edu/etd/3981 This Thesis is brought to you for free and open access by the Graduate School at ScholarWorks at University of Montana. It has been accepted for inclusion in Graduate Student Theses, Dissertations, & Professional Papers by an authorized administrator of ScholarWorks at University of Montana. For more information, please contact [email protected]. THE USE OF WOOD RESIDUE IN MAKING RECONSTITUTED BOMD HiODUCTS SUTHI HARNSOMJKRAM B.S.F., Unlveinsity of the Philippines, 1952 Presented in partial fulfillment of the requirements for the degree of Master of Forestry MONTANA STATE UNIVERSITY 1959 Approved Dean, Graduate School I 3 I960 Date UMI Number: EP34193 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent on the quality of the copy submitted. In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. UMT " DlM«litionP«ibWfca ^ UMI EP34193 Copyright 2012 by ProQuest LLC. All rights reserved. This edition of the work is protected against unauthorized copying under Title 17, United States Code. -

Coco Lumber Sawdust
MushroomPart II. Oyster Growers Mushrooms’ Handbook 1 Chapter 5. Substrate 91 Oyster Mushroom Cultivation Part II. Oyster Mushrooms Chapter 5 Substrate COCO LUMBER SAWDUST J. Christopher D. Custodio Bataan State College, the Philippines Oyster Mushrooms (Pleurotus spp.) are saprophytic as they obtain there nutrients by decomposing various agricultural by-products. This mushroom has been cultivated worldwide because of its taste and low maintenance technology. There are different substrates that have already been identified that can be utilized for the cultivation of oyster mushroom. The possible substrates include rice straw, coffee pulps, sawdust, and even paper. Most of these are types of low-value lignocellulosic wastes that are primarily derived from agricultural practices or the agro-industry. (J.A. Buswell et. al., 1996) The bioconversion of these wastes is one reason why the cultivation of edible mushrooms is an appropriate practice for a society that depends on its agriculture. In the early 1990s, ‘coco lumber’ was given a great attention in the province as a substitute for hardwood. Sawmills producing lumber from coconut trees bloomed in reaction to the increasing demand for this low cost constructional material. Though beginners in mushroom cultivation are usually persuaded not to use sawdust from softwoods, sawdust from coco lumber (Fig. 1) is another possible substrate for P. ostreatus and has shown great results. Growers living near a coco lumber sawmill can make use of this waste product in order to start their own cultivation of oyster mushroom species. Figure 1. Coco lumber sawdust Coco Lumber Sawdust as a Substrate of Oyster Mushroom Oyster mushroom is one example of edible mushrooms that can utilize lignocellulosic materials as a substrate. -

Section 061053 - Miscellaneous Rough Carpentry
SECTION 061053 - MISCELLANEOUS ROUGH CARPENTRY PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification Sections, apply to this Section. 1.2 SUMMARY A. This Section includes the following: 1. Wood framing, blocking, and nailers 2. Wood battens, shims, and furring (for wall panel attachment). 3. Plywood sheathing for miscellaneous structures and replacement of deteriorated roof sheathing. B. Related Sections include the following: 1. Section 075216 "SBS Modified Bituminous Membrane Roofing" for adhesively applied 2-ply, SBS bituminous membrane roofing, with self-adhered base ply sheet. 2. Section 076200 "Sheet Metal Flashing and Trim" for installing sheet metal flashing and trim integral with roofing. 1.3 DEFINITIONS A. Dimension Lumber: Lumber of 2-inches nominal or greater but less than 5-inches nominal in least dimension. B. Lumber grading agencies, and the abbreviations used to reference them, include the following: 1. NLGA: National Lumber Grades Authority. 2. WCLIB: West Coast Lumber Inspection Bureau. 3. WWPA: Western Wood Products Association. 1.4 QUALITY ASSURANCE A. Testing Agency Qualifications: For testing agency providing classification marking for fire- retardant treated material, an inspection agency acceptable to authorities having jurisdiction that periodically performs inspections to verify that the material bearing the classification marking is representative of the material tested. PRSD – Thompson Elementary School Roof Replacement 061053 – MISCELLANEOUS ROUGH CARPENTRY July, 2012 Page 1 of 7 B. Forest Certification: For the following wood products, provide materials produced from wood obtained from forests certified by an FSC-accredited certification body to comply with FSC 1.2, "Principles and Criteria": 1. -

Builders Choice Moulding & Millwork Profile Guide
Moulding & Millwork profile guide OUR HISTORY OrePac is a family-owned and operated business, founded by the Hart family in 1976. Through strong leadership and a commitment to success, the company has grown into one of the premier distributors in the building industry. Trust, integrity and a dedication to excellence are the values most important to OrePac. That commitment can be found in the services we offer, the quality of the products we provide, and the way we treat our employees and customers. This dedication to our markets has enabled us to make a positive impact on the shelter industry and the communities we serve. DOMESTIC SOLUTIONS Located in the heart of Oregon’s Willamette Valley, OrePac Manufacturing (previously known as Dallas Planing Mill, Inc.) has been in operation since 1883. OrePac produces millwork products including Hemlock, Ponderosa Pine, Knotty Alder and many other hardwoods. CUSTOM PRODUCTS With the ability to produce custom patterns through CAD drawings, templates, and knives, we can meet all of your moulding needs in one facility. This makes OrePac Manufacturing a valuable resource to OrePac and its customers. DISTRIBUTION CENTERS Boise, ID Bozeman, MT CORPORATE Denver, CO Wilsonville, OR Ontario, CA MANUFACTURING Phoenix, AZ Dallas, OR Sacramento, CA DISTRIBUTION CENTERS Salt Lake City, UT Spokane, WA Tacoma, WA Wilsonville, OR TABLE OF CONTENTS MOULDING 101 5 Handling of Millwork 6 Common Moulding Applications 8 Species Types PROFILES 10 Base 18 Casing 26 Crown 30 Chair Rail, Hand Rail 32 Rounds 33 Stop 34 Stop, Square, Parting Strip, Screen Mould, Brickmould 35 Outside Corner, Lattice 36 Cove 37 Miscellaneous 40 Boards 45 Jambs, Frames 46 Mullion, Astragal 47 Particle Board Shelving, MDF Sheet Stock Moulding images5500 are S Federal not to scale Way | Boise, ID 83716 | T: 208-345-0562 | F: 208-343-4808 | www.orepac.comwww.orepac.com 3 4 Moulding images are not to scale HANDLING OF MILLWORK Unfinished Woodwork is Vulnerable! • Apply finish as soon as possible following the manufacturer’s finishing instructions. -

Environmental Considerations of Treated Wood National Park Service – Pacific West Region
Environmental Considerations of Treated Wood National Park Service – Pacific West Region Overview In support of the mission of the National Park Service, making wise decisions about using wood treatments will help protect the natural areas and biodiversity of our parks, and the health of our employees. Preservative-treated wood’s most important benefit is its resistance to water, fungal, and insect damage. Extending the life of wood products reduces the demands on forests for replacement lumber and reduces maintenance and replacement costs. Historic wooden structures that must be repaired with compatible materials or replaced with in-kind materials make durability even more important. Treated woods are nearly impervious to rot and insects, making them good for outdoor use. Wood treated with chromated copper arsenate (CCA) poses certain environmental and health risks, including the leaching of chemicals such as arsenic and chromium into the environment and workers’ risk of exposure to hazardous chemicals. Disposal of treated wood also proves to be an issue, particularly disposal by incineration. Due to these concerns, manufacturers of treated wood and the EPA reached an agreement to end the sale of CCA-treated wood for most lumber products, effective January 1, 2004. The following offers less-toxic alternatives to CCA, handling and use precautions, and other recommendations when considering using treated wood. Due to the toxicity and potential effects on health and the environment, the Presidio Trust implemented a policy on the use of pressure treated lumber. Standard operating procedure now prohibits the use of CCA, ACZA, CZC, ACC, and Pentachlorophenol. All dimensional lumber is now treated with ACQ as an alternative. -

Inspection Checklist
Residential Re-Roof INSPECTION CHECKLIST This checklist is intended for use to prepare for an inspection. References are to the 2015 International Residential Code as amended by the City of Amarillo Please verify the following before calling for the re-roof inspection. Inspections Access to interior of structure, attic area and roof. Inspector may perform as many as 2-3 site inspections for re-roofs; it may include decking inspection, nailing or progress inspection and final. (R109.1.5) Deck-inspection After the removal of all existing roofing material and underlayment & prior to re-covering. Prior to installing roof coverings on all roofs having a slope of 2:12 or less. Prior to the installation of an separate roofing system over an existing roofing. Nailing or Progress Inspection Where the existing roofing material is being completely removed and replaced, and the underlying sheathing is being replaced or added over existing 1x material, a nailing inspection may be required prior to any roofing materials being installed. Final Inspection Final inspection when all work is complete; CO alarms installed as required access to attic to verify fuel fired appliance vent is intact. Permits and Plans Permits required for residential re-roofing. (overlays are prohibited R908.3 as amended) Permits and approved plans required for residential re-roof involving structural elements including but not limited to, additions or modifications, roof sheathing, skylights, change of roof pitch, addition or relocation of mechanical units or installation of heavier materials than were previously installed. Job address is posted in a visible location. (R319) Permit and approved plans (when required) are on site and accessible to the inspector. -

Evaluation of Fire-Retardant Treatments for Wood Shingles
EVALUATION OF FIRE-RETARDANT TREATMENTS FOR WOOD SHINGLES U.S.D.A. FOREST SERVICE RESEARCH PAPER FPL 158-1971 U.S. Department of Agriculture • Forest Service • Forest Products Laboratory • Madison, Wis. SUMMARY Wood shingles and shakes are esthetically de sirable and durable, but have been restricted for some uses because of their performance under fire conditions. Suitable fire-retardant systems would further improve the utility of shingles and shakes and insure consumer confidence. For this reason, numerous fire-retardant treatment systems were evaluated for their fire performance and durability. The evaluation used western redcedar shingles in two phases of the study. In the first phase, the fire- retardant treatments were evaluated for method of application and general fire performance under three fire test methods. In the second phase of the study, the more promising treatment systems were evaluated for durability by weathering exposure under two con ditions, and then fire tested. Four treatment systems promised the most fire- retardant effectiveness following weather and leach ing exposures. Three were impregnationtreatments in which the chemical fire retardants were heat cured in the shingles to reduce their water solubility: (1) Tris (1-aziridinyl) phosphine oxide, (2) tetrakis (hydroxy methyl) phosphonium chloride with urea and a mel amine, and (3) dicyandiamide and phosphoric acid. The fourth treatment was an impregnation with for mulation AWPA Type D, followed by coating with a sealer solution containing tricresyl phosphate added as a fire-retardant. A coating of an epoxy paint also gave satisfactory performance, except for resistance to severe flaming ignition. All four treatment systems need further work to develop optimum treatment levels which give suffi cient fire-retardant effectiveness, durability, and ac ceptable treated-wood properties and yet are econom ically feasible for the product. -

UFGS 06 10 00 Rough Carpentry
************************************************************************** USACE / NAVFAC / AFCEC / NASA UFGS-06 10 00 (August 2016) Change 2 - 11/18 ------------------------------------ Preparing Activity: NAVFAC Superseding UFGS-06 10 00 (February 2012) UNIFIED FACILITIES GUIDE SPECIFICATIONS References are in agreement with UMRL dated July 2021 ************************************************************************** SECTION TABLE OF CONTENTS DIVISION 06 - WOOD, PLASTICS, AND COMPOSITES SECTION 06 10 00 ROUGH CARPENTRY 08/16, CHG 2: 11/18 PART 1 GENERAL 1.1 REFERENCES 1.2 SUBMITTALS 1.3 DELIVERY AND STORAGE 1.4 GRADING AND MARKING 1.4.1 Lumber 1.4.2 Structural Glued Laminated Timber 1.4.3 Plywood 1.4.4 Structural-Use and OSB Panels 1.4.5 Preservative-Treated Lumber and Plywood 1.4.6 Fire-Retardant Treated Lumber 1.4.7 Hardboard, Gypsum Board, and Fiberboard 1.4.8 Plastic Lumber 1.5 SIZES AND SURFACING 1.6 MOISTURE CONTENT 1.7 PRESERVATIVE TREATMENT 1.7.1 Existing Structures 1.7.2 New Construction 1.8 FIRE-RETARDANT TREATMENT 1.9 QUALITY ASSURANCE 1.9.1 Drawing Requirements 1.9.2 Data Required 1.9.3 Humidity Requirements 1.9.4 Plastic Lumber Performance 1.10 ENVIRONMENTAL REQUIREMENTS 1.11 CERTIFICATIONS 1.11.1 Certified Wood Grades 1.11.2 Certified Sustainably Harvested Wood 1.11.3 Indoor Air Quality Certifications 1.11.3.1 Adhesives and Sealants 1.11.3.2 Composite Wood, Wood Structural Panel and Agrifiber Products SECTION 06 10 00 Page 1 PART 2 PRODUCTS 2.1 MATERIALS 2.1.1 Virgin Lumber 2.1.2 Salvaged Lumber 2.1.3 Recovered Lumber -
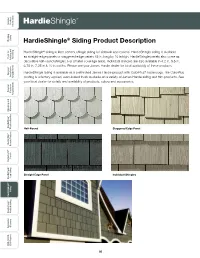
Hardieshingle® Siding Product Description
General Product Product Information Safely Working Working Tools for Tools Fastening Cutting and General Installation Requirements HardieShingle your local dealer for details and availability of products, colorsandaccessories. your localdealerfordetailsandavailabilityofproducts, See sidingandtrimproducts. coating isafactoryapplied,oven-bakedfinishavailableonvarietyofJamesHardie HardieShingle HardieShingle siding is available as a prefinished James Hardie product withColorPlus product JamesHardie sidingisavailableasaprefinished HardieShingle dealerforlocalavailabilityoftheseproducts. 6.75 in,7.25in&10widths.PleaseseeyourJamesHardie alsoavailablein4.2in,5.5 individualshinglesare shingles.Forsmallercoverageareas, decorative half-round panels alsocomeas panels48in.longby16inhigh.HardieShingle as straight-edgepanelsorstaggered-edge Straight EdgePanel Half-Round General Fastener Requirements ® siding is fiber-cement shingle siding for sidewall applications. HardieShingle sidingisavailable shinglesidingforsidewall applications.HardieShingle sidingisfiber-cement Maintenance Finishing and ® ® HardieWrap SidingProductDescription Weather Barrier Weather ® HardieTrim Boards/Battens ® 96 Panels HardieSoffit ® Individual Shingles EdgePanel Staggered Lap Siding HardiePlank ® Siding HardieShingle ® ® Technology. TheColorPlus Technology. HardiePanel Vertical Siding Vertical Glossary Appendix/ ESR-1844 & 2290 Report Information Product Product General Installation of HardieShingle® Siding Working Working Safely INDIVIDUAL SHINGLES Water resistive barrier -

Things You Should Know About Your Chainsaw
Things You Should Know About Your Chainsaw Having a sharp blade on a chainsaw the chain link. The curve of the file should not only saves effort and wear on your fit the curve of the face of the cutting tip, Tips equipment, but makes using it more safe. and the top of the file should be nearly Here are some tips for sharpening your flush with the top of the tooth. • Buy the correct size file for your saw. own saw. Hold the file at the same angle that the • It is recommended that after a chain has been hand sharpened five times, it should be 1) Determine the size or gauge of your cutter is ground or filed to begin with. The ground by a chainsaw shop to correct any saw's chain. You will need to buy either a standard angle is about 25 degrees on variations in tooth pitch that occurred during rotary grindstone or chainsaw file/rattail most saws. Special "ripping" chains may filing. file that matches your blade. Since there • Use a chainsaw file guide to maintain have a flatter angle, and it is essential to the correct angle of your file stroke when fil- are several sizes of chainsaw teeth, the match the angle the chain is originally ing your blade. grindstone or file you choose must be the machined to. • Look for wear on the drive links, the correct diameter for your saw. Typical 7) Slide the file across the face of the blade groove, and sprocket often. Chains can break and cause serious injury or death when sizes are 3/16, 5/32 and 7/32 inches in cutter, using a moderate twisting motion operated with worn or damaged parts. -

Development of Particleboard from Waste Styrofoam and Sawdust
18 ABDULKAREEM et al: DEVELOPMENT OF PARTICLEBOARD FROM WASTE STYROFOAM AND SAWDUST Development of Particleboard from Waste Styrofoam and Sawdust S. A. Abdulkareem1, S. A. Raji2, A. G. Adeniyi1* 1Chemical Engineering Department, University of Ilorin, Ilorin, Nigeria. 2 Civil Engineering Department, University of Ilorin, Ilorin, Nigeria. ABSTRACT: The use of Plastic Based Resin (PBR) synthesised from waste Styrofoam as binder in the production of particleboard was the focus of this investigation. This study explored the properties of particleboard produced from sawdust wastes and PBR resin synthesized from waste Styrofoam. Three particleboard panels namely C1, C2 and C3 were prepared with 20%, 30%, and 40%, (v/v), respectively. PBR was synthesised via solvolysis of waste Styrofoam in a chosen solvent, and properly mixed with sawdust by simple mechanical stirring, using hand lay-up process in cold pressing to obtain the desired shapes. ASTM D-1037 standard was used to evaluate the physical and mechanical properties of the manufactured particleboards. Density, moisture content (MC), water absorption (WA), thickness swelling (TS), and mechanical properties i.e. modulus of elasticity (MOE) and modulus of rupture (MOR) of C2 and C3 were better than that of C1 particleboard and met the LD-1 requirement of ANSI A208.1. PBR from Styrofoam waste is confirmed as a good substitute for Urea or formaldehyde based resin presently used industrially. The properties of C2 and C3 synthesised are in tandem with the requirements of the ANSI A208.1 standards. KEYWORDS: styrofoam waste, plastic-based resin, particleboard, sawdust waste, curing. [Received December 16 2016; Revised March 27 2017; Accepted June 1 2017] I. -

Dualmaster 3000 Manual
DUALMASTER 3000 MANUAL DUALMASTER 3000 Precision Reel/Cylinder Spin & Relief Grinder ISSUE ONE — Serial No. 22110 – on User’s Guide & Instruction Manual Please read this manual carefully before using the Dual Master. This manual should be kept in a safe place so that it can be used for future reference. DUAL MASTER 3000 NOTES ..................................................................................................................................................................................................................................................................... ..................................................................................................................................................................................................................................................................... ..................................................................................................................................................................................................................................................................... ..................................................................................................................................................................................................................................................................... ....................................................................................................................................................................................................................................................................