Craft of Whiskey Distilling
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Identification of the Enzymatic Mechanism of Nitroglycerin Bioactivation
Identification of the enzymatic mechanism of nitroglycerin bioactivation Zhiqiang Chen*†, Jian Zhang†, and Jonathan S. Stamler*†‡§ *Howard Hughes Medical Institute, Departments of †Medicine and §Biochemistry, Duke University Medical Center, Durham, NC 27710 Communicated by Irwin Fridovich, Duke University Medical Center, Durham, NC, April 15, 2002 (received for review March 26, 2002) Nitroglycerin (glyceryl trinitrate, GTN), originally manufactured by synthesized according to ref. 17 and purified by TLC. 1,2-GDN Alfred Nobel, has been used to treat angina and heart failure for and 1,3-GDN was prepared by hydrolysis of GTN and purified over 130 years. However, the molecular mechanism of GTN bio- by TLC (18). [2-14C] GTN (55 mCi͞mmol) was obtained from transformation has remained a mystery and it is not well under- American Radiolabeled Chemicals (St. Louis). Disulfiram, chlo- stood why ‘‘tolerance’’ (i.e., loss of clinical efficacy) manifests over ral hydrate, cyanamide, acetaldehyde, phenylephrine, sodium time. Here we purify a nitrate reductase that specifically catalyzes nitroprusside (SNP), Q-Sepharose, DEAE-cellulose, and butyl- the formation of 1,2-glyceryl dinitrate and nitrite from GTN, lead- Sepharose were obtained from Sigma. Hydroxyapatite and ing to production of cGMP and relaxation of vascular smooth protease inhibitor (mixture set III) were from CalBiochem. muscle both in vitro and in vivo, and we identify it as mitochondrial The cGMP assay (125I) kit was purchased from Amersham aldehyde dehydrogenase (mtALDH). We also show that mtALDH is Pharmacia. inhibited in blood vessels made tolerant by GTN. These results demonstrate that the biotransformation of GTN occurs predomi- Enzyme Purification. Mouse RAW264.7 cells (50-g pellet; Ϸ1010 nantly in mitochondria through a novel reductase action of cells) were disrupted by sonication in 30 mM phosphate buffer mtALDH and suggest that nitrite is an obligate intermediate in (KPi), pH 7.5 containing 1 mM DTT, 0.5 mM EDTA, and generation of NO bioactivity. -

The Alcohol Textbook 4Th Edition
TTHEHE AALCOHOLLCOHOL TEXTBOOKEXTBOOK T TH 44TH EEDITIONDITION A reference for the beverage, fuel and industrial alcohol industries Edited by KA Jacques, TP Lyons and DR Kelsall Foreword iii The Alcohol Textbook 4th Edition A reference for the beverage, fuel and industrial alcohol industries K.A. Jacques, PhD T.P. Lyons, PhD D.R. Kelsall iv T.P. Lyons Nottingham University Press Manor Farm, Main Street, Thrumpton Nottingham, NG11 0AX, United Kingdom NOTTINGHAM Published by Nottingham University Press (2nd Edition) 1995 Third edition published 1999 Fourth edition published 2003 © Alltech Inc 2003 All rights reserved. No part of this publication may be reproduced in any material form (including photocopying or storing in any medium by electronic means and whether or not transiently or incidentally to some other use of this publication) without the written permission of the copyright holder except in accordance with the provisions of the Copyright, Designs and Patents Act 1988. Applications for the copyright holder’s written permission to reproduce any part of this publication should be addressed to the publishers. ISBN 1-897676-13-1 Page layout and design by Nottingham University Press, Nottingham Printed and bound by Bath Press, Bath, England Foreword v Contents Foreword ix T. Pearse Lyons Presient, Alltech Inc., Nicholasville, Kentucky, USA Ethanol industry today 1 Ethanol around the world: rapid growth in policies, technology and production 1 T. Pearse Lyons Alltech Inc., Nicholasville, Kentucky, USA Raw material handling and processing 2 Grain dry milling and cooking procedures: extracting sugars in preparation for fermentation 9 Dave R. Kelsall and T. Pearse Lyons Alltech Inc., Nicholasville, Kentucky, USA 3 Enzymatic conversion of starch to fermentable sugars 23 Ronan F. -

The Evolution of the UK Wine Market: from Niche to Mass-Market Appeal
beverages Article The Evolution of the UK Wine Market: From Niche to Mass-Market Appeal Julie Bower Independent Scholar, Worcester WR1 3DG, UK; [email protected] Received: 4 October 2018; Accepted: 8 November 2018; Published: 12 November 2018 Abstract: This article is an historic narrative account of the emergence of the mass-market wine category in the UK in the post-World War II era. The role of the former vertically-integrated brewing industry in the early stages of development is described from the perspective of both their distributional effects and their new product development initiatives. Significant in the narrative is the story of Babycham, the UK’s answer to Champagne that was targeted to the new consumers of the 1950s; women. Then a specially-developed French wine, Le Piat D’Or, with its catchy advertising campaign, took the baton. These early brands were instrumental in extending the wine category, as beer continued its precipitous decline. That the UK is now one of the largest wine markets globally owes much to the success of these early brands and those that arrived later in the 1990s, with Australia displacing France as the source for mass-market appeal. Keywords: UK wine consumption; UK brewing industry; resource partitioning theory; targeted marketing 1. Introduction The evolution of wine consumption in the UK is described by important socio-economic trends in consumer behavior that emerged in the 1950s. This coincided with a growing awareness within the alcoholic beverages industry that there was the need for new product development to satisfy the increasingly sophisticated and aspirational consumer. -

Addendum CSS 2021
Addendum regarding: The 2021 Certified Specialist of Spirits Study Guide, as published by the Society of Wine Educators Note: This document outlines the substantive changes to the 2021 Study Guide as compared to the 2020 version of the CSW Study Guide. All page numbers reference the 2020 version. Please note that in addition to the information noted below, the tables concerning top-selling brands of particular types of spirits have been updated to reflect the most current statistics available. Page 10: The information regarding congeners was expanded to include the following: Congeners: The preceding explanation of distillation has been simplified by using the example of a solution made of only ethyl alcohol and water. However, many other compounds are created during fermentation and as a result, there are other compounds besides water and alcohol present in a fermented solution. Known as congeners, these compounds are responsible for much of the aroma and flavor—besides that of pure ethyl alcohol and water—of a fermented beverage or a distilled spirit. Specific congeners include the various acids, esters, aldehydes, fusel oils, and alcohols (other than ethanol) that are developed during fermentation. During distillation, congeners may vaporize and blend in with the ethanol–water vapors; however, each specific congener will react differently based on three factors: boiling point, solubility (in ethanol and water), and specific gravity. In addition, the heat of the distillation process—via a series of chemical changes known as pyrolysis—may cause some compounds to change form, creating new and different congeners that may be passed onto the finished product. -

Better Whiskey Through Science! Leveraging a Public Corn Breeding Program to Improve Regional Whiskey Flavors and Create New Industries
Better Whiskey Through Science! Leveraging a public corn breeding program to improve regional whiskey flavors and create new industries Rob Arnold, MSc Seth C. Murray, PhD Head Distiller Associate Professor and Eugene Butler Endowed Chair Firestone & Robertson Distilling Co. Dept. of Soil & Crop Sciences PhD student, Texas A&M University Texas A&M University @TXDistiller @DrSethMurray What is Whiskey? https://www.winebags.com/The-Compendium-of-Alcohol-Ingredients-and-Processes-s/2054.htm Whiskey: generic. Distilled alcohol made with grain and aged in a wood barrel Most U.S. whiskeys use a lot of corn Bourbon whiskey: US Law: 51+% corn, distilled <80% alcohol, barreled at < 62.5% alcohol, new charred oak barrel Tennessee whiskey: Usually filtered through charcoal Texas whiskey: The best whiskey! Rye whiskey: 51+% rye (grain) Scotch whisky: Usually malted barley, distilled 2 times in Scotland Irish whiskey: Usually malted barley, distilled 3 times and aged 3 years in Ireland Most corn (maize, Zea mays L.) is not sweet corn Corn - $51.5 billion, 89 million acres, 404 million tons Sweet corn - $860 million, 495,000 acres, 4 million tons Plant breeding and agronomy have increased yields Brummer, E.C., W.T. Barber, S. Collier, T.S. Cox, R. Johnson, S.C. Murray*, R.T. Olsen, R.C. Pratt, and A.M. Thro. 2011. Plant breeding for harmony between agriculture and the environment. Frontiers of Ecology and the Environment 9:561–568. Data from USDA- NASS A need to feed the growing world population Nobel Laurate Dr. 10 billion people Norman Borlaug by 2050 “Father of the Green Revolution” Former Texas A&M Faculty Member http://www.worldfoodprize.org/ http://esa.un.org/unpd/wpp/Graphs/Probabilistic/POP/TOT/ 170 U.S. -

Irish Whiskey Specification
TECHNICAL FILE SETTING OUT THE SPECIFICATIONS WITH WHICH IRISH WHISKEY/UISCE BEATHA EIREANNACH/IRISH WHISKY MUST COMPLY Food Industry Development Division Department of Agriculture, Food and the Marine October 2014 Number of pages : 17 File reference: FD/36/073 Language: English (As registered by the European Union Commission Services) Table of Contents 1. NAME AND CATEGORY OF SPIRIT DRINK INCLUDING THE GEOGRAPHICAL INDICATION: 1 1.1. Name: 1 1.2. Category of spirit drink: 1 2. DESCRIPTION OF THE SPIRIT DRINK INCLUDING PRINCIPAL PHYSICAL, CHEMICAL AND ORGANOLEPTIC CHARACTERISTICS OF THE PRODUCT: 1 2.1. Principal Physical Characteristics: 1 2.1.1. Product description 1 2.1.2. Characteristics of Irish Whiskey compared to other whiskies 2 2.2. Classifications of “Irish Whiskey/Uisce Beatha Eireannach/Irish Whisky”: 3 2.3. Principal Chemical Characteristics: 3 2.3.1. Alcoholic Content: 3 2.4. Principal Organoleptic Characteristics: 3 3. DEFINITION OF THE GEOGRAPHICAL AREA CONCERNED: 3 4. THE METHOD FOR OBTAINING THE SPIRIT DRINK: 4 4.1. Stages in the Production Process: 4 4.1.1. Stage 1: Brewing 4 4.1.2. Stage 2: Fermentation 5 4.1.3. Stage 3: Distillation 5 4.1.3.1 Distillation using Pot Stills 5 4.1.3.2 Distillation using Column Stills 6 4.1.4. Stage 4: Maturation 7 4.1.5. Stage 5: Bottling 7 4.1.5.1 Chill filtration 7 4.1.5.2 Caramel colouring E150a 8 4.2. Production Processes for the varieties of Irish Whiskey/Uisce Beatha Eireannach/Irish Whisky: 8 4.2.1. Pot Still Irish Whiskey/Irish Pot Still Whiskey 8 4.2.2. -

Articles • Distilling Tradition: the Traditionalization of Craft
PAGE 89 • Articles • Distilling Tradition: The Traditionalization of Craft Moonshine at Bear Wallow Distillery CAROLINE HUNDLEY MILLER Indiana University, Bloomington Abstract: Moonshine has traditionally been defined by the illicit nature of its production. Increasingly micro-distilleries are basing their business on the production of “legal moonshine”—legally produced un-aged whiskey labelled by the distillers as moonshine. This paper draws primarily on ethnographic work at Bear Wallow Distillery to understand how the owners create a destination distillery by connecting their legal moonshine and distillery experience to a local moonshining tradition and a broader rural American imaginary. It will also explore issues of traditionalization and commodification of heritage through examining how micro-distilleries rely on a perceived connection with an “authentic” moonshine tradition even as they seek to challenge traditional definitions of moonshine in the development of their own moonshining tradition. Bear Wallow Distillery is a family-run craft micro-distillery in Gnaw Bone, Indiana, nestled in the hills of Brown County. Brown County, situated about an hour south o f Indianapolis, is a popular tourist destination, especially for outdoor recreation. Its beautiful outdoor attractions include Hoosier National Forest, Brown County State Park, Yellowwood State Forest, Lake Monroe, and Lake Lemon. The distillery opened in 2014 and is owned and operated by Susan Spagnuolo. The distillery is truly a family-run business: Susan’s son Adam is the head of production, her son Jon is in charge of marketing and creates all the labelling and logos, and her husband Mike works at the distillery entertaining customers with highly engaging tours on the weekends. -

Brand Listing for the State of Texas
BRAND LISTING FOR THE STATE OF TEXAS © 2016 Southern Glazer’s Wine & Spirits SOUTHERNGLAZERS.COM Bourbon/Whiskey A.H. Hirsch Carpenders Hibiki Michter’s South House Alberta Rye Moonshine Hirsch Nikka Stillhouse American Born Champion Imperial Blend Old Crow Sunnybrook Moonshine Corner Creek Ironroot Republic Old Fitzgerald Sweet Carolina Angel’s Envy Dant Bourbon Moonshine Old Grand Dad Ten High Bakers Bourbon Defiant Jacob’s Ghost Old Grand Dad Bond Tom Moore Balcones Devil’s Cut by Jim James Henderson Old Parr TW Samuels Basil Haydens Beam James Oliver Old Potrero TX Whiskey Bellows Bourbon Dickel Jefferson’s Old Taylor Very Old Barton Bellows Club E.H. Taylor Jim Beam Olde Bourbon West Cork Bernheim Elijah Craig JR Ewing Ole Smoky Moonshine Westland American Blood Oath Bourbon Evan Williams JTS Brown Parker’s Heritage Westward Straight Blue Lacy Everclear Kavalan Paul Jones WhistlePig Bone Bourbon Ezra Brooks Kentucky Beau Phillips Hot Stuff Whyte & Mackay Bonnie Rose Fighting Cock Kentucky Choice Pikesville Witherspoons Bookers Fitch’s Goat Kentucky Deluxe Private Cellar Woodstock Booze Box Four Roses Kentucky Tavern Rebel Reserve Woody Creek Rye Bourbon Deluxe Georgia Moon Kessler Rebel Yell Yamazaki Bowman Hakushu Knob Creek Red River Bourbon Bulleit Bourbon Hatfield & McCoy Larceny Red Stag by Jim Beam Burnside Bourbon Heaven Hill Bourbon Lock Stock & Barrel Redemption Rye Cabin Fever Henderson Maker’s Mark Ridgemont 1792 Cabin Still Henry McKenna Mattingly & Moore Royal Bourbon Calvert Extra Herman Marshall Mellow Seagram’s 7 -

E Ven Spring 2021 Irish Whiskey Japanese Whisky Canadian
GR VEN AN SE D WHISKEY BIBLE S PRING 2021 AMERICAN WHISKEY CANADIAN WHISKY COLORADO WHISKEY INTERNATIONAL WHISKEY IRISH WHISKEY JAPANESE WHISKY KENTUCKY BOURBON RYE WHISKEY SCOTCH WHISKY SEVEN GRAND SINGLE BARREL AMERICAN WHISKEY Availability subject to change Out of stock = BALCONES | TX Baby Blue 92 PF 8 Brimstone 106 PF 9 Pot Still Bourbon 92 PF 8 Single Malt 106 PF 12 True Blue 100 PF 9 BARRELL #5 Amaro Finish 13 Armida 112.1 PF 13 Bourbon 15 Year 106.52 PF 32 Dovetail 125.24 PF 14 Infinite 118.5 PF 12 Malmsey Madeira Finish 113 PF 16 New Year 2021 113.9 PF 15 Single Barrel Rye 13 Year 124.2 PF 15 Reisling Barrel 114.34 PF 16 Vatted Malt 117.5 PF 13 Whiskey Batch #005 118.4 PF 11 BASIL HAYDEN’S | KY Caribbean Rye 80 PF 8 Dark Rye 80 PF 8 BELLE MEADE | TN Sour Mash Bourbon 90.4 PF 7 Cognac Finish 90.4 PF 9 BERNHEIM | KY Straight Wheat 90 PF 7 BERTIES BEAR GULCH | TX 87 PF 8 BIB AND TUCKER | TN 92 PF 9 BLACKENED | IN 90 PF 8 BLAUM BROTHERS | IL Bourbon 100 PF 11 Bourbon Cask Strength 18 BLUE NOTE | TN 9 Year 93 PF 12 Juke Joint Whiskey 93 PF 12 BOONDOCKS | KY American Whiskey 11 Year 95 PF 8 Cask Strength 11 Year 127 PF 10 BULLEIT | KY Bourbon 90 PF 7 Bourbon Barrel Proof 120-125 PF 10 Bourbon 10 Year 91.2 PF 9 CLYDE MAY’S | AL 85 PF 7 CUTWATER BLACK | CA Skimmer Blend 90 PF 9 DEVIL’S SHARE | CA Small Batch Bourbon 92 PF 14 DEVILS RIVER | TX Barrel Strength Bourbon 117 PF 8 Small Batch Bourbon 90 PF 7 FEW | IL Blue Corn Bourbon 101 PF 10 Bourbon 93 PF 8 Single Malt 93 PF 11 FISTFUL OF BOURBON | NJ 90 PF 6 GARRISON BROTHERS | TX Small Batch Bourbon 94 PF 12 Single Barrel Bourbon 94 PF 15 GENTLEMAN JACK | TN 80 PF 7 GEORGE DICKEL | TN Barrel Select 7 No. -
2019 Scotch Whisky
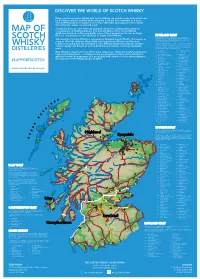
©2019 scotch whisky association DISCOVER THE WORLD OF SCOTCH WHISKY Many countries produce whisky, but Scotch Whisky can only be made in Scotland and by definition must be distilled and matured in Scotland for a minimum of 3 years. Scotch Whisky has been made for more than 500 years and uses just a few natural raw materials - water, cereals and yeast. Scotland is home to over 130 malt and grain distilleries, making it the greatest MAP OF concentration of whisky producers in the world. Many of the Scotch Whisky distilleries featured on this map bottle some of their production for sale as Single Malt (i.e. the product of one distillery) or Single Grain Whisky. HIGHLAND MALT The Highland region is geographically the largest Scotch Whisky SCOTCH producing region. The rugged landscape, changeable climate and, in The majority of Scotch Whisky is consumed as Blended Scotch Whisky. This means as some cases, coastal locations are reflected in the character of its many as 60 of the different Single Malt and Single Grain Whiskies are blended whiskies, which embrace wide variations. As a group, Highland whiskies are rounded, robust and dry in character together, ensuring that the individual Scotch Whiskies harmonise with one another with a hint of smokiness/peatiness. Those near the sea carry a salty WHISKY and the quality and flavour of each individual blend remains consistent down the tang; in the far north the whiskies are notably heathery and slightly spicy in character; while in the more sheltered east and middle of the DISTILLERIES years. region, the whiskies have a more fruity character. -

Gewinner 2009
LAND / KAT. NAME / CATEGORY AWARD BRAUEREI / BREWERY ORT / LOCATION COUNTRY BIER / BEER WEBSITE Gold Hofbräuhaus Traunstein Josef Sailer KG Traunstein Germany Fürstentrunk www.hb-ts.de Festival Beer / Festbier Silber / Silver Brauhaus Faust OHG Miltenberg Germany Faust Festbier www.faust.de Bronze Brauerei Wiethaler Lauf-Neunhof Germany Wiethaler Goldstoff Hell www.brauerei-wiethaler.de Gold Camba Bavaria GmbH Truchtlaching Germany Trucht´linger Doppelbock www.cambabavaria.de German Style Stichting Noordhollandse Alternatieve Dark Bock / Dunkler Bock Silber / Silver Bierbrouwers Purmerend Netherlands YSBOK www.snab.nl Bronze Schlossbrauerei Autenried GmbH Ichenhausen Germany Leonhardi Bock www.autenrieder.de Gold Bürgerliches Brauhaus Saalfeld GmbH Saalfeld Germany Saalfelder Bock www.brauhaus-saalfeld.de German Style Pale and Amber Bock / Heller und Bernsteinfarbener Silber / Silver Brauerei-Gasthof Kundmüller KG Viereth-Trunstadt Germany Weiherer Bock www.kundmueller.de Bock Lurago Marinone Bronze Nuovo Birrificio Italiano s.r.l. (Como) Italy Bibock www.birrificio.it Private Landbrauerei Schönram A. Gold Oberlindober jun. Petting/Schönram Germany Schönramer Pils www.brauerei-schoenram.de German Style Privatbrauerei M. C. Wieninger GmbH & Pilsner Silber / Silver Co. KG Teisendorf Teisendorf Germany Wieninger Ruperti Pils www.wieninger.de Bronze Trumer Privatbrauerei Josef Sigl Obertrum am See Austria Trumer Pils www.trumer.at Gold Cervejaria Sudbrack Ltda. Blumenau-SC Brasil Eisenbahn Dunkel www.eisenbahn.com.br German Style Scheibenberg/ Schwarzbier Silber / Silver Fiedler-Bräu Erzgebirgsbier Oberscheibe Germany Magisterbräu Schwarzbier www.brauerei-fiedler.de Bronze FX Matt Brewing Company Utica, NY USA Saranac Black Forest www.saranac.com LAND / KAT. NAME / CATEGORY AWARD BRAUEREI / BREWERY ORT / LOCATION COUNTRY BIER / BEER WEBSITE Gold Brauerei Goss Deuerling Germany Goss-Märzen Milwaukee, Bavarian Style Silber / Silver Lakefront Brewing, Inc. -

The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages
The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages © 2016 Robert A. Freitas Jr. All Rights Reserved. Abstract. Specialized nanofactories will be able to manufacture specific products or classes of products very efficiently and inexpensively. This paper is the first serious scaling study of a nanofactory designed for the manufacture of a specific food product, in this case high-value-per- liter alcoholic beverages. The analysis indicates that a 6-kg desktop appliance called the Fine Spirits Synthesizer, aka. the “Whiskey Machine,” consuming 300 W of power for all atomically precise mechanosynthesis operations, along with a commercially available 59-kg 900 W cryogenic refrigerator, could produce one 750 ml bottle per hour of any fine spirit beverage for which the molecular recipe is precisely known at a manufacturing cost of about $0.36 per bottle, assuming no reduction in the current $0.07/kWh cost for industrial electricity. The appliance’s carbon footprint is a minuscule 0.3 gm CO2 emitted per bottle, more than 1000 times smaller than the 460 gm CO2 per bottle carbon footprint of conventional distillery operations today. The same desktop appliance can intake a tiny physical sample of any fine spirit beverage and produce a complete molecular recipe for that product in ~17 minutes of run time, consuming <25 W of power, at negligible additional cost. Cite as: Robert A. Freitas Jr., “The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages,” IMM Report No. 47, May 2016; http://www.imm.org/Reports/rep047.pdf. 2 Table of Contents 1.