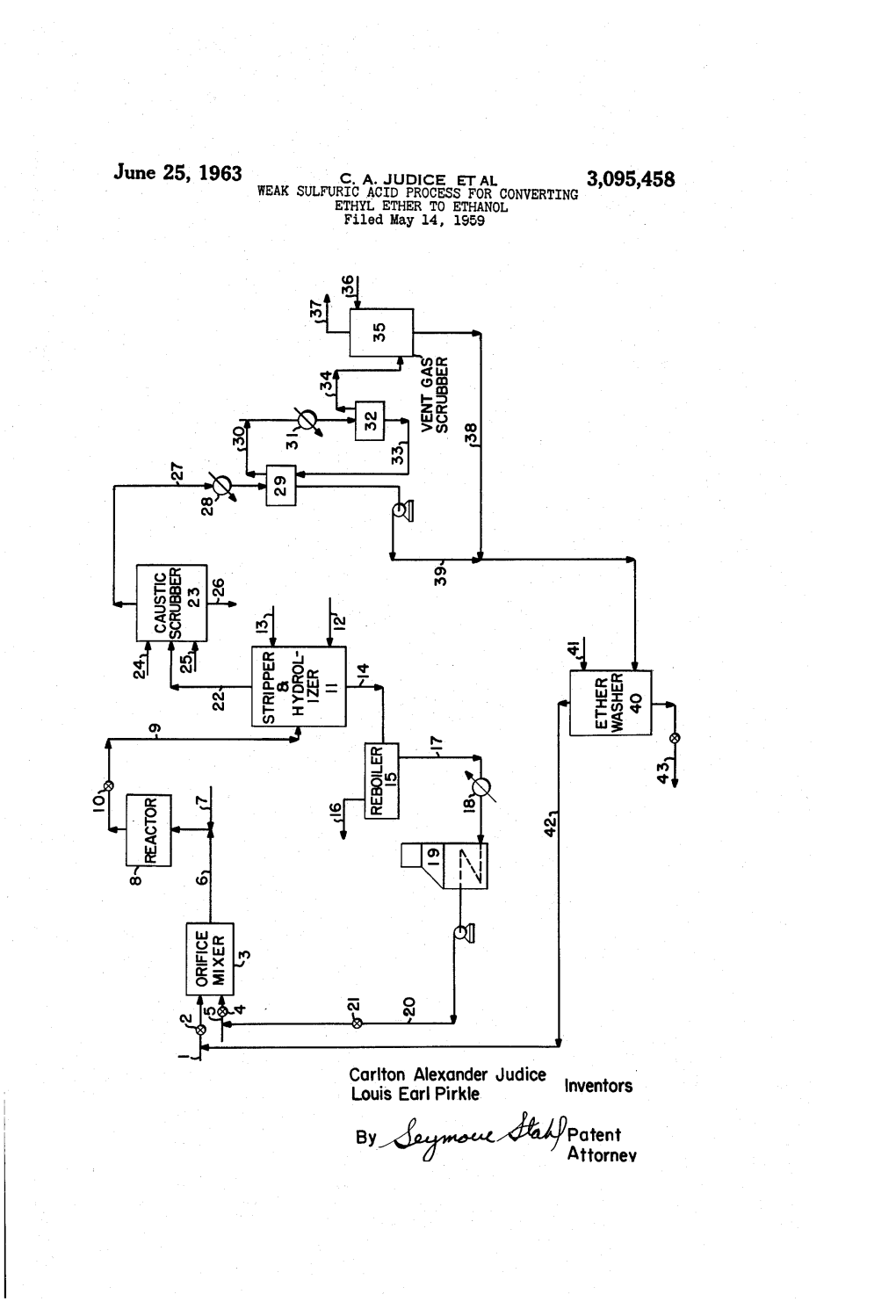
B Drov-1/ Potent
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Ethyl Glucuronide III Enzyme Immunoassay Is Intended for the • This Test Is for in Vitro Diagnostic Use Only
LZI Ethyl Glucuronide III (200) Enzyme Immunoassay – EU Only For In Vitro Diagnostic Use Only 8ºC 0530c (100/37.5 mL R1/R2 Kit) 0531c (1000/375 mL R /R Kit) 1 2 2ºC Lin-Zhi International, Inc. Intended Use Precautions and Warning The LZI Ethyl Glucuronide III Enzyme Immunoassay is intended for the • This test is for in vitro diagnostic use only. Harmful if swallowed. qualitative and semi-quantitative determination of ethyl glucuronide in human • Reagent contains sodium azide as a preservative, which may form explosive urine at the cutoff value of 200 ng/mL when calibrated against ethyl compounds in metal drain lines. When disposing such reagents or wastes, glucuronide. The assay is designed for use with a number of automated clinical always flush with a large volume of water to prevent azide build-up. See chemistry analyzers. National Institute for Occupational Safety and Health Bulletin: Explosive Azide The semi-quantitative mode is for purposes of (1) enabling laboratories to Hazards (20). determine an appropriate dilution of the specimen for confirmation by a • Do not use the reagents beyond their expiration dates. confirmatory method such as gas or liquid chromatography/mass spectrometry (GC/MS or LC/MS) or (2) permitting laboratories to establish quality control Reagent Preparation and Storage procedures. The reagents are ready-to-use. No reagent preparation is required. All assay components should be refrigerated at 2-8ºC when not in use. The assay provides only a preliminary analytical result. A more specific alternative analytical chemistry method must be used in order to obtain a Specimen Collection and Handling confirmed analytical result. -

Background Material:1997-11-12 Diethyl Sulfate As a Federal
DIETHYL SULFATE Diethyl sulfate is a federal hazardous air pollutant and was identified as a toxic air contaminant in April 1993 under AB 2728. CAS Registry Number: 64-67-5 (C2H5)2SO4 Molecular Formula: C4H10O4S Diethyl sulfate is a colorless, moderately viscous, oily liquid with a peppermint odor. It is miscible with alcohol and ether. Diethyl sulfate decomposes into ethyl hydrogen sulfate and alcohol upon heating or in hot water (NTP, 1991). Physical Properties of Diethyl Sulfate Synonyms: sulfuric acid diethyl ester; ethyl sulfate; diethyl sulphate Molecular Weight: 154.19 Boiling Point: 209.5 oC Melting Point: -25 oC Flash Point: 104 oC Vapor Density: 5.31 (air = 1) Density/Specific Gravity: 1.1774 at 20/4 oC (water = 1) Vapor Pressure: 1 mm Hg at 47 oC Conversion Factor: 1 ppm = 6.31 mg/m3 (HSDB, 1991; Merck, 1983; U.S. EPA, 1994a) SOURCES AND EMISSIONS A. Sources Diethyl sulfate is used as an alkylating agent, and to convert hydrogen compounds such as phenols, amines, and thiols to their corresponding ethyl derivatives. Diethyl sulfate can also be used in the preparation of intermediates and products in surfactants, dyes, agricultural chemicals, pharmaceuticals, and other specialty products (NTP, 1991). It has also been detected as a contaminant in thiophosphate insecticides (HSDB, 1991). B. Emissions No emissions of diethyl sulfate from stationary sources in California were reported, based on data obtained from the Air Toxics “Hot Spots” Program (AB 2588) (ARB, 1997b). Toxic Air Contaminant Identification List Summaries - ARB/SSD/SES September 1997 389 Diethyl Sulfate C. Natural Occurrence No information about the natural occurrence of diethyl sulfate was found in the readily- available literature. -
The Application of Ethyl Glucuronide and Ethyl Sulphate
The Application of Ethyl Glucuronide and Ethyl Sulphate in a Forensic Setting Jennifer Button Forensic Specialist (Toxicology) Thermofisher UK Summer Symposium 2011 London - QEIICC - Tuesday 7th June © Jenny Button Overview • Alcohol biomarkers • Application in forensic settings – Post mortem – Investigation of DFSA • Limitations of EtG & EtS – False positives – Synthesis & degradation • Alternative Matrices – Serum, vitreous, oral fluid, hair © Jenny Button Ethanol Analysis • The detection period is very short • BAC reduces by 10-25mg% per hour • A BAC of 80mg% can be 0 within a few hours **Low sensitivity for recent drinking!** • Patients in detox could drink at times when testing was unlikely, due to the rapid excretion of alcohol © Jenny Button Alcohol Biomarkers “Alcohol biomarkers are physiological indicators of alcohol exposure or ingestion and may reflect the presence of an alcohol use disorder” Substance Abuse Treatment Advisory. Sept 2006, Vol 5, Issue 4. © Jenny Button Alcohol Biomarkers 2 Types: • Indirect – Detect toxic effect of heavy alcohol use on organ systems & body chemistry GGT, AST, ASL, MCV, CDT, 5HTOL • Direct – Measure alcohol exposure or use (Analytes of alcohol metabolism) PEth, FAEEs, EtG, EtS © Jenny Button Use of Biomarkers Clinical Settings: • Screening for alcohol problems • Documenting abstinence • Identifying relapse to drinking • Motivating change in drinking behavior • Evaluating interventions for alcohol problems • Conditional liver transplantation Forensic Settings: • Differentiation of anti-mortem -

A Wearable Biochemical Sensor for Monitoring Alcohol Consumption
www.nature.com/scientificreports OPEN A wearable biochemical sensor for monitoring alcohol consumption lifestyle through Ethyl glucuronide Received: 01 December 2015 Accepted: 29 February 2016 (EtG) detection in human sweat Published: 21 March 2016 Anjan Panneer Selvam1,2, Sriram Muthukumar2, Vikramshankar Kamakoti1 & Shalini Prasad1 We demonstrate for the first time a wearable biochemical sensor for monitoring alcohol consumption through the detection and quantification of a metabolite of ethanol, ethyl glucuronide (EtG). We designed and fabricated two co-planar sensors with gold and zinc oxide as sensing electrodes. We also designed a LED based reporting for the presence of EtG in the human sweat samples. The sensor functions on affinity based immunoassay principles whereby monoclonal antibodies for EtG were immobilized on the electrodes using thiol based chemistry. Detection of EtG from human sweat was achieved through chemiresistive sensing mechanism. In this method, an AC voltage was applied across the two coplanar electrodes and the impedance across the sensor electrodes was measured and calibrated for physiologically relevant doses of EtG in human sweat. EtG detection over a dose concentration of 0.001–100 μg/L was demonstrated on both glass and polyimide substrates. Detection sensitivity was lower at 1 μg/L with gold electrodes as compared to ZnO, which had detection sensitivity of 0.001 μg/L. Based on the detection range the wearable sensor has the ability to detect alcohol consumption of up to 11 standard drinks in the US over a period of 4 to 9 hours. Alcohol (ethanol) is the most abused drug worldwide. Alcohol abuse affects over 18.5 million adults in the U.S., costing society over $200 billion annually in lost productivity, health care expenditures, motor vehicle accidents, crime and other related costs1. -

PDF Hosted at the Radboud Repository of the Radboud University Nijmegen
PDF hosted at the Radboud Repository of the Radboud University Nijmegen The following full text is a publisher's version. For additional information about this publication click this link. http://hdl.handle.net/2066/75818 Please be advised that this information was generated on 2018-07-08 and may be subject to change. SULFATION VIA SULFITE AND SULFATE DIESTERS AND SYNTHESIS OF BIOLOGICALLY RELEVANT ORGANOSULFATES Een wetenschappelijke proeve op het gebied van de Natuurwetenschappen, Wiskunde en Informatica Proefschrift ter verkrijging van de graad van doctor aan de Radboud Universiteit Nijmegen op gezag van de rector magnificus prof. mr. S. C. J. J. Kortmann, volgens besluit van het college van decanen in het openbaar te verdedigen op vrijdag 9 oktober 2009 om 13:00 uur precies door Martijn Huibers geboren op 21 november 1978 te Arnhem Promotor: Prof. dr. Floris P. J. T. Rutjes Copromotor: Dr. Floris L. van Delft Manuscriptcommissie: Prof. dr. ir. Jan C. M. van Hest Prof. dr. Binne Zwanenburg Dr. Martin Ostendorf (Schering‐Plough) Paranimfen: Laurens Mellaard Eline van Roest Het in dit proefschrift beschreven onderzoek is uitgevoerd in het kader van het project “Use of sulfatases in the production of sulfatated carbohydrates and steroids”. Dit project is onderdeel van het Integration of Biosynthesis and Organic Synthesis (IBOS) programma, wat deel uitmaakt van het Advanced Chemical Technologies for Sustainability (ACTS) platform van de Nederlandse Organisatie voor Wetenschappelijk Onderzoek (NWO). Cofinancierders zijn Schering‐Plough en Syncom. ISBN/EAN: 978‐94‐90122‐51‐5 Drukkerij: Gildeprint Drukkerijen, Enschede Omslagfoto: Martijn Huibers i.s.m. Maarten van Roest Omslagontwerp: Martijn Huibers en Gildeprint Drukkerijen Vermelding van een citaat (onderaan kernpagina's 1 tot en met 112) betekent niet per se dat de auteur van dit proefschrift zich daarbij aansluit, maar dat de uitspraak interessant is, prikkelend is, en/of betrekking heeft op de wetenschap in het algemeen of dit promotieonderzoek in het bijzonder. -

Diethyl Sulfate
Right to Know Hazardous Substance Fact Sheet Common Name: DIETHYL SULFATE Synonyms: Ethyl Sulfate CAS Number: 64-67-5 Chemical Name: Sulfuric Acid, Diethyl Ester RTK Substance Number: 0710 Date: July 2001 Revision: November 2010 DOT Number: UN 1594 Description and Use EMERGENCY RESPONDERS >>>> SEE LAST PAGE Diethyl Sulfate is a clear, colorless, oily liquid with a mint or Hazard Summary Ether-like odor. It is used as an intermediate in making dyes, Hazard Rating NJDOH NFPA pigments and textile chemicals, and as a textile finishing agent. HEALTH - 3 FLAMMABILITY - 1 REACTIVITY - 1 CARCINOGEN COMBUSTIBLE POISONOUS GASES ARE PRODUCED IN FIRE Hazard Rating Key: 0=minimal; 1=slight; 2=moderate; 3=serious; Reasons for Citation 4=severe f Diethyl Sulfate is on the Right to Know Hazardous Substance List because it is cited by DOT, NTP, DEP, IARC, f Diethyl Sulfate can affect you when inhaled and by passing IRIS, NFPA and EPA. through the skin. f This chemical is on the Special Health Hazard Substance f Diethyl Sulfate is a CARCINOGEN and MUTAGEN. List. HANDLE WITH EXTREME CAUTION. f Contact can severely irritate and burn the skin and eyes. f Inhaling Diethyl Sulfate can irritate the nose, throat and lungs. f Diethyl Sulfate can cause nausea, vomiting, diarrhea and abdominal pain. SEE GLOSSARY ON PAGE 5. FIRST AID Workplace Exposure Limits Eye Contact No occupational exposure limits have been established for f Immediately flush with large amounts of water for at least 15 minutes, lifting upper and lower lids. Remove contact Diethyl Sulfate. However, it may pose a health risk. -

Chem Chart2.Indd
These recommendations are based upon information from material suppliers and careful examination of available published information and are believed to be accurate. However since the resistance of metals, plastics and elastomers of other chemicals can be affected by concentration, temperature, presence of other chemicals and other factors, this information should be considered as a general guide rather than an unqualifi ed guarantee. Ultimately, the customer must determine the suitability of the material used with various solutions and environments. All recommendations assume ambient temperatures unless otherwise noted. CHEMICAL RESISTANCE DATA CHEMICAL RESISTANCE DATA Ratings Excellent Good - Minor Effect, slight corrosion or discoloration Fair - Moderate Effect, not recommended for continuous use Severe Effect, not recommended for ANY use Information not available at time of Publishing CONDUIT ALLOY COMPATABILITY 304 316 GALV- Chemical Stainless Stainless Chemical Aluminum PVC ZINC Steel Steel STEEL Acetaldehyde Acetaldehyde Acetamide Acetamide Acetate Solvent Acetate Solvent Acetic Acid 20% Acetic Acid 20% Acetic Acid 80% Acetic Acid 80% Acetic Acid, Glacial Acetic Acid, Glacial Acetic Anhydride Acetic Anhydride Acetone Acetone Acetyle Bromide Acetyle Bromide Acetyle Chloride (dry) Acetyle Chloride (dry) Acetylene Acetylene Acrylonitrile Acrylonitrile Adipic Acid Adipic Acid Alcohols: Amyl Alcohols: Amyl Alcohols: Benzyl Alcohols: Benzyl Alcohols: Butyl Alcohols: Butyl Alcohols: Diacetone Alcohols: Diacetone Alcohols: Ethyl Alcohols: -

ARK™ Ethyl Glucuronide Assay
1 NAME ARK™ Ethyl Glucuronide Assay 2 INTENDED USE The ARK Ethyl Glucuronide Assay is intended for the qualitative and semiquantitative For Export Only – Not For Sale in USA determination of ethyl glucuronide in human urine at cutoff concentrations of 500 ng/mL and 1000 ng/mL. The assay provides a simple and rapid analytical screening procedure for detecting ethyl glucuronide in urine and is designated for professional use on automated ™ clinical chemistry analyzers. ARK Ethyl Glucuronide Assay The semiquantitative mode is for the purpose of (1) enabling laboratories to determine an This ARK Diagnostics, Inc. package insert for the ARK Ethyl Glucuronide Assay must be read appropriate dilution for the specimen for confirmation by a confirmatory method, or (2) prior to use. Package insert instructions must be followed accordingly. The assay provides permitting laboratories to establish quality control procedures. a simple and rapid analytical screening procedure for detecting ethyl glucuronide in urine. The ARK Ethyl Glucuronide Assay provides only a preliminary analytical result. A more specific Reliability of the assay results cannot be guaranteed if there are any deviations from the alternative chemical method must be used in order to obtain a confirmed positive analytical instructions in this package insert. result. Gas Chromatography/Mass Spectrometry (GC/MS) or Liquid Chromatography/tandem Mass Spectrometry (LC-MS/MS) is the preferred confirmatory method. Clinical consideration and professional judgment should be exercised with any drug test result, particularly when the preliminary test result is positive. CUSTOMER SERVICE C 3 SUMMARY AND EXPLANATION OF THE TEST ARK Diagnostics, Inc. Assessment of ethanol consumption is important for medical treatment of persons addicted 48089 Fremont Blvd Emergo Europe to alcohol. -

Breath and Urine Alcohol Testing: Relationship to BAC and Use Patterns
Breath and Urine Alcohol Testing: Relationship to BAC and Use Patterns ACMT ASM Huntington Beach, CA March 17, 2016 Michael G. Holland, MD, FAACT, FACMT, FACOEM, FACEP Associate Professor, SUNY Upstate Medical University & Consulting Medical Toxicologist, Upstate New York Poison Center, Syracuse, NY Occupational Medicine Director, Glens Falls Hospital Center for Occupational Health; Glens Falls, NY Senior Medical Toxicologist, Center for Toxicology and Environmental Health; North Little Rock, AR Disclosures No financial relationships to disclose I perform medical-legal consulting regarding drug and alcohol impairment My practice of Occupational Medicine uses BAT devices and I am a BAT trainer Alcohol Biomarkers Objective measures that are helpful as: 1. Outcome measures in studies 2. Screens for possible alcohol problems in individuals with unreliable drinking histories 3. Evidence of abstinence in individuals prohibited from drinking alcohol These tests are complimentary to self- report assessments Categories of Alcohol Biomarkers Indirect Biomarkers Direct Biomarkers Indirect Biomarkers Assesses alcohol effects on body systems Non-specific, insensitive AST, ALT, GGT, MCV – Things other than EtOH abuse cause elevations – Some abusers do not have elevations Indirect Biomarkers Newest: CDT- Carbohydrate-deficient transferrin – Elevated after > 2 weeks of heavy EtOH abuse (>5 drinks/day) – Few other things cause elevations – Insensitive to bingeing Direct Alcohol Biomarkers Analytes of alcohol or its metabolites – Measures alcohol directly in body matrices – Or alcohol adducts in body matrices Most common is BAC, BrAC Direct Alcohol Biomarkers Alcohol Metabolites: – Most alcohol is oxidized by ADH and AlDH – A very small amount is broken down non- oxidatively, creating analytes that can be measured for a longer period than alcohol itself – Analytes are measured in the blood or urine. -
Quantitative Determination of Ethyl Glucuronide and Ethyl Sulfate In
ACKNOWLEDGEMENTS This work has been performed at the Norwegian Institute of Public Health, Department of Drug Analysis at the Division of Forensic Sciences, in cooperation with the Norwegian University of Life Sciences, Faculty of Veterinary Medicine and Biosciences, Department of chemistry from Mars 2014 to august 2015. I would like to take this opportunity to express my gratitude to my university supervisor, Professor Dag Ekeberg for excellent guidance, support and insightful suggestions about improving the structure of the thesis. I offer my sincerest gratitude to my two supervisors Lena Kristoffersen and Veronica Horpestad Liane for their continued and valuable input and support throughout my thesis with patience and knowledge, professional guidance, and constructive feedback about improving the quality of the final thesis paper. I dedicate the level of master degree to your encouragement. Many thanks for all you have taught me. One simply could not wish for better or friendlier supervisors. I would especially like to thank Lena Kristoffersen for giving me the opportunity to fulfill my thesis beside my daily work, for providing me with the working facilities and the research implements, and for allowing me to work as full time graduate student during the most critical period of this research. You have given me the confidence to succeed in this research. Above all, thank you to be a great and friendly mentor. I also want to thank Thomas Berg for his expert assistance in the many practical concerns, Ingeborg Amundsen for her advice and insight throughout my thesis, Marit Langødegård, Kjersti Wennberg, Kristin Opsal Svendsen for their big help and technical support and all my colleagues at the Department of Drug Analysis (REAL) for giving me this possibility. -

(CDR) by CASRN Or Accession Number
List of Chemicals Reported for the 2012 Chemical Data Reporting (CDR) by CASRN or Accession Number For the 2012 CDR, 7,674 unique chemicals were reported by manufacturers (including importers). Chemicals are listed by CAS Registry Number (for non-confidential chemicals) or by TSCA Accession Number (for chemicals listed on the confidential portion of the TSCA Inventory). CASRN or CASRN or ACCESSION ACCESSION NUMBER CA INDEX NAME or GENERIC NAME NUMBER CA INDEX NAME or GENERIC NAME 100016 Benzenamine, 4-nitro- 10042769 Nitric acid, strontium salt (2:1) 10006287 Silicic acid (H2SiO3), potassium salt (1:2) 10043013 Sulfuric acid, aluminum salt (3:2) 1000824 Urea, N-(hydroxymethyl)- 10043115 Boron nitride (BN) 100107 Benzaldehyde, 4-(dimethylamino)- 10043353 Boric acid (H3BO3) 1001354728 4-Octanol, 3-amino- 10043524 Calcium chloride (CaCl2) 100174 Benzene, 1-methoxy-4-nitro- 100436 Pyridine, 4-ethenyl- 10017568 Ethanol, 2,2',2''-nitrilotris-, phosphate (1:?) 10043842 Phosphinic acid, manganese(2+) salt (2:1) 2,7-Anthracenedisulfonic acid, 9,10-dihydro- 100447 Benzene, (chloromethyl)- 10017591 9,10-dioxo-, sodium salt (1:?) 10045951 Nitric acid, neodymium(3+) salt (3:1) 100185 Benzene, 1,4-bis(1-methylethyl)- 100469 Benzenemethanamine 100209 1,4-Benzenedicarbonyl dichloride 100470 Benzonitrile 100210 1,4-Benzenedicarboxylic acid 100481 4-Pyridinecarbonitrile 10022318 Nitric acid, barium salt (2:1) 10048983 Phosphoric acid, barium salt (1:1) 9-Octadecenoic acid (9Z)-, 2-methylpropyl 10049044 Chlorine oxide (ClO2) 10024472 ester Phosphoric acid, -

Chemical Compatibility Guide
20887Cvr:Layout 1 5/13/08 7:39 AM Page 2 Chemical Compatibility Guide Aro is pleased to present this selection guide to provide a convenient and informative reference point for pump selection. This information was compiled from information provided by material suppliers and manufacturers. The compatibility listings are intended as a guide only. We assume no liability for their accuracy on their use. The user should test under their own operating conditions to determine the suitability of any compound and material in a particular application. 20887Txt:43077 5/12/08 8:36 AM Page 1 20887Txt:43077 5/12/08 8:36 AM Page 1 THERMOPLASTIC ELASTOMERS (TPE’s) verses THERMOSETTING RUBBER DIAPHRAGMS Aro’s direction has been to move toward replacement of traditional thermoset rubber diaphragms with thermoplastic elastomers (TPE). Examples of TPE’s include: Santoprene, Nitrile (TPE) and Hytrel. TPE’s are manufactured using a plastic injection molding process where the resin, or diaphragm material, is melted and injected into a mold to produce the diaphragm. The advantages of this process includes: Features Benefits Diaphragm is molded to optimum shape Excellent flex life Homogenous part No delamination failures High performance resins Chemical, abrasion and flex life Injection molded/tight process control Low cost/consistent performance Laboratory testing has shown: Injection Mold Process Santoprene outperformed all rubber diaphragms except Buna in the mild abrasive fluids. Molded Diaphragm The Geolast diaphragm had equivalent life to the Buna diaphragms and was superior to the other rubbers compounds. 1 Teflon with the Santoprene backer exhibited the best flex life of all diaphragms during the test series.