Giant Magnetoresistance Sensors: a Review on Structures and Non-Destructive Eddy Current Testing Applications
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Recent Developments of Magnetoresistive Sensors for Industrial Applications
Sensors 2015, 15, 28665-28689; doi:10.3390/s151128665 OPEN ACCESS sensors ISSN 1424-8220 www.mdpi.com/journal/sensors Review Recent Developments of Magnetoresistive Sensors for Industrial Applications Lisa Jogschies, Daniel Klaas, Rahel Kruppe, Johannes Rittinger, Piriya Taptimthong, Anja Wienecke, Lutz Rissing and Marc Christopher Wurz * Institute of Micro Production Technology, Centre for Production Technology, Leibniz Universitaet Hannover, Garbsen 30823, Germany; E-Mails: [email protected] (L.J.); [email protected] (D.K.); [email protected] (R.K.); [email protected] (J.R.); [email protected] (P.T.); [email protected] (A.W.); [email protected] (L.R.) * Author to whom correspondence should be addressed; E-Mail: [email protected]; Tel.: +49-511-762-7486; Fax: +49-511-762-2867. Academic Editor: Andreas Hütten Received: 31 August 2015 / Accepted: 5 November 2015 / Published: 12 November 2015 Abstract: The research and development in the field of magnetoresistive sensors has played an important role in the last few decades. Here, the authors give an introduction to the fundamentals of the anisotropic magnetoresistive (AMR) and the giant magnetoresistive (GMR) effect as well as an overview of various types of sensors in industrial applications. In addition, the authors present their recent work in this field, ranging from sensor systems fabricated on traditional substrate materials like silicon (Si), over new fabrication techniques for magnetoresistive sensors on flexible substrates for special applications, e.g., a flexible write head for component integrated data storage, micro-stamping of sensors on arbitrary surfaces or three dimensional sensing under extreme conditions (restricted mounting space in motor air gap, high temperatures during geothermal drilling). -

Perspectives of Giant Magnetoresistance
published in Solid State Physics, ed. by H. Ehrenreich and F. Spaepen, Vol. 56 (Academic Press, 2001) pp.113-237 Perspectives of Giant Magnetoresistance E.Y.Tsymbal and D.G.Pettifor Department of Materials, University of Oxford, Parks Road, Oxford OX1 3PH, UK I. Introduction II. Origin of GMR 1. Spin-dependent conductivity 2. Role of band structure 3. Resistor model III. Experimental survey 4. Composition dependence 5. Nonmagnetic layer thickness dependence 6. Magnetic layer thickness dependence 7. Roughness dependence 8. Impurity dependence 9. Outer-boundary dependence 10. Temperature dependence 11. Angular dependence IV. Free-electron and simple tight-binding models 12. Semiclassical theory 13. Quantum-mechanical theory 14. Tight-binding models V. Multiband models 15. Ballistic limit 16. Semiclassical theory 17. Tight-binding models 18. First-principle models VI. CPP GMR VII. Conclusions 1 I. INTRODUCTION the GMR effect.9 In these materials ferromagnetic precipitates are embedded in a non-magnetic host metal film. The randomly-oriented magnetic moments of the precipitates can be aligned by the Giant magnetoresistance (GMR) is one of the most fascinating discoveries in thin-film applied magnetic field which results in a resistance drop. The various types of systems in which GMR magnetism, which combines both tremendous technological potential and deep fundamental physics. is observed are shown in Fig.2. Within a decade of GMR being discovered in 1988 commercial devices based on this phenomenon, such as hard-disk read-heads, magnetic field sensors and magnetic memory chips, had become R available in the market. These achievements would not have been possible without a detailed R understanding of the physics of GMR, which requires a quantum-mechanical insight into the a AP electronic spin-dependent transport in magnetic structures. -

High Sensitivity Differential Giant Magnetoresistance (GMR) Based Sensor for Non-Contacting DC/AC Current Measurement
Article High Sensitivity Differential Giant Magnetoresistance (GMR) Based Sensor for Non-Contacting DC/AC Current Measurement Cristian Mușuroi, Mihai Oproiu, Marius Volmer * and Ioana Firastrau 1 Department of Electrical Engineering and Applied Physics, Transilvania University of Brasov, 29 Blvd. Eroilor, 500036 Brasov, Romania; [email protected] (C.M.); [email protected] (M.O.); [email protected] (I.F.) * Correspondence: [email protected] Received: 10 December 2019; Accepted: 3 January 2020; Published: 6 January 2020 Abstract: This paper presents the design and implementation of a high sensitivity giant magnetoresistance (GMR) based current sensor with a broad range of applications. The novelty of our approach consists in using a double differential measurement system, based on commercial GMR sensors, with an adjustable biasing system used to linearize the field response of the system. The work aims to act as a fully-operational proof of concept application, with an emphasis on the mode of operation and methods to improve the sensitivity and linearity of the measurement system. The implemented system has a broad current measurement range from as low as 75 mA in DC and 150 mA in AC up to 4 A by using a single setup. The sensor system is also very low power, consuming only 6.4 mW. Due to the way the sensors are polarized and positioned above the U- shaped conductive band through which the current to be measured is flowing, the differential setup offers a sensitivity of about between 0.0272 to 0.0307 V/A (signal from sensors with no amplifications), a high immunity to external magnetic fields, low hysteresis effects of 40 mA, and a temperature drift of the offset of about −2.59×10−4 A/°C. -

Harvesting Heat Through Seebeck Spin Tunneling Effect
Harvesting Heat through Seebeck Spin Tunneling Effect Costel Constantin James Madison University Science Enabled by Photon Source, May 2012 Outline 1. Spintronics vs. Spin Caloritronics. 2. Novel Spin Caloritronics Device. 3. Introduction to Seebeck Effect. 4. TiO2 Nanolayer Growth by Atomic Layer Deposition and Preliminary Results. 5. Thermoelectric and Optical Studies of PEDOT-PSS/Glass substrates. Spintronics What is spintronics? -The ability of using the electron’s spin as an information carrier. How can we do that? One needs a spin injection mechanism (a transfer of spin from one material to another). 1. By sandwiching a nonmagnetic metal between two ferromagnetic materials. This is called giant magnetoresistance system 2. By creating a so called Dilute Magnetic Semiconductors (DMS) also called ferromagnetic semiconductors. Fig. 1 Giant Magnetoresistance system Fig. 2 Dilute Magnetic Semiconductor Problems with DMS materials 1. Maintaining ferromagnetism (Tc) at or above 300K? So far manganese gallium arsenide (MnGaAs) can only reach Tc ~ 173 K [1]. Other suitable candidates need to be explored. 2. Avoiding clustering of the magnetic atoms. It is very common that manganese atoms would like to cluster together rather then be randomly distributed throughout the entire crystal structure. Muhammad B. Haider, Costel Constantin, Hamad Al-Brithen, Haiqiang Yang, Eugen Trifan, David C. Ingram, and Arthur R. Smith, C.V. Kelly and Y. Ijiri, "Ga/N flux ratio influence on Mn incorporation, surface morphology, and lattice polarity during radio frequency molecular-beam epitaxy of (Ga,Mn)N," J. Appl. Phys. 93(9), 5274, (2003). We found that either metal-rich or N-rich conditions are necessary for achieving substitutional Mn incorporation on the Ga sites. -

The Discovery of Giant Magnetoresistance
9 October 2007 Scientific Background on the Nobel Prize in Physics 2007 The Discovery of Giant Magnetoresistance compiled by the Class for Physics of the Royal Swedish Academy of Sciences ____________________________________________________________________________________________________ The Royal Swedish Academy of Sciences, Information Department, Box 50005, SE-104 05 Stockholm, Sweden Phone: +46 8 673 95 00, Fax: +46 8 15 56 70, E-mail: [email protected], Website: www.kva.se Nobel Prize® and the Nobel Prize® medal design mark are registered trademarks of the Nobel Foundation 1. Introduction The phenomenon called magnetoresistance (MR) is the change of resistance of a conductor when it is placed in an external magnetic field. For ferromagnets like iron, cobalt and nickel this property will also depend on the direction of the external field relative to the direction of the current through the magnet. Exactly 150 years ago W. Thomson (1) (Lord Kelvin) measured the behaviour of the resis- tance of iron and nickel in the presence of a magnetic field. He wrote “I found that iron, when sub- jected to a magnetic force, acquires an increase of resistance to the conduction of electricity along, and a diminution of resistance to the conduction of electricity across, the lines of magnetization”. This dif- ference in resistance between the parallel and perpendicular case is called anisotropic magnetoresis- tance (AMR) (2). It is now known that this property originates from the electron spin-orbit coupling. In general magnetoresistance effects are very small, at most of the order of a few per cent. The MR effect has been of substantial importance technologically, especially in connection with read- out heads for magnetic disks and as sensors of magnetic fields. -

A Size Threshold for Enhanced Magnetoresistance in Colloidally Prepared Cofe2o4 Nanoparticle Solids Benjamin H
This is an open access article published under an ACS AuthorChoice License, which permits copying and redistribution of the article or any adaptations for non-commercial purposes. Research Article Cite This: ACS Cent. Sci. 2018, 4, 1222−1227 http://pubs.acs.org/journal/acscii A Size Threshold for Enhanced Magnetoresistance in Colloidally Prepared CoFe2O4 Nanoparticle Solids Benjamin H. Zhou† and Jeffrey D. Rinehart*,†,‡ † ‡ Materials Science and Engineering Program and Department of Chemistry and Biochemistry, University of CaliforniaSan Diego, La Jolla, California 92093, United States *S Supporting Information ABSTRACT: The phenomenon of granular magnetoresist- ance offers the promise of rapid functional materials discovery and high-sensitivity, low-cost sensing technology. Since its discovery over 25 years ago, a major challenge has been the preparation of solids composed of well-characterized, uniform, nanoscale magnetic domains. Rapid advances in colloidal nanochemistry now facilitate the study of more complex and finely controlled materials, enabling the rigorous exploration of the fundamental nature and maximal capabilities of this intriguing class of spintronic materials. We present the first study of size-dependence in granular magnetoresistance using colloidal nanoparticles. These data demonstrate a strongly nonlinear size-dependent magnetoresistance with smaller particles having strong ΔR/R ∼ 18% at 300 K and larger particles ff showing a 3-fold decline. Importantly, this indicates that CoFe2O4 can act as an e ective room temperature granular magnetoresistor and that neither a high superparamagnetic blocking temperature nor a low overall resistance are determining factors in viable magnetoresistance values for sensing applications. These results demonstrate the promise of wider exploration of nontraditional granular structures composed of nanomaterials, molecule-based magnets, and metal-organic frameworks. -

The Discovery of Giant Magnetoresistance
The 2007 Nobel Prize in Physics The 2007 Nobel Prize in Physics The Discovery of Giant Magnetoresistance Compiled by the Class for Physics of the Royal Swedish Academy of Sciences The Royal Swedish Academy of Sciences (Kungl. Vetenskapsakademien) Information Department P. O. Box 50005 SE-104 05 Stockholm, Sweden E-mail: [email protected] Website: www.kva.se 1. INTRODUCTION fields. The most useful material has been discovered materials showing a very The phenomenon called magnetoresis- an alloy between iron and nickel, Fe20Ni80 large magnetoresistance, now known as tance (MR) is the change of resistance of (permalloy). In general, however, there giant magnetoresistance (GMR). These a conductor when it is placed in an external was hardly any improvement of the per- materials are so called magnetic multilay- magnetic field. For ferromagnets like iron, formance of magnetoresistive materials ers, where layers of ferromagnetic and cobalt and nickel this property will also since the work of Kelvin. The general non-magnetic metals are stacked on each depend on the direction of the external consensus in the 1980s was that it was not other [Fig. 1]. The widths of the individual field relative to the direction of the current possible to significantly improve on the layers are of nanometre size — i.e. only through the magnet. Exactly 150 years ago performance of magnetic sensors based a few atomic layers thick. In the original W. Thomson [1] (Lord Kelvin) measured on magnetoresistance. experiments leading to the discovery of the behaviour of the resistance of iron GMR one group, led by Peter Grünberg and nickel in the presence of a magnetic Therefore it was a great surprise when in [3], used a trilayer system Fe/Cr/Fe, field. -
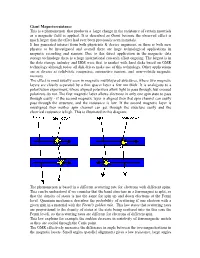
Giant Magnetoresistance This Is a Phenomenon That Produces a Large Change in the Resistance of Certain Materials As a Magnetic Field Is Applied
Giant Magnetoresistance This is a phenomenon that produces a large change in the resistance of certain materials as a magnetic field is applied. It is described as Giant because the observed effect is much larger than the effect had ever been previously seen in metals. It has generated interest from both physicists & device engineers, as there is both new physics to be investigated and overall there are huge technological applications in magnetic recording and sensors. Due to this direct application in the magnetic data storage technology there is a huge international research effort ongoing. The largest is in the data storage industry and IBM were first to market with hard disks based on GMR technology although today all disk drives make use of this technology. Other applications are as diverse as solid-state compasses, automotive sensors, and non-volatile magnetic memory. The effect is most usually seen in magnetic multilayered structures, where two magnetic layers are closely separated by a thin spacer layer a few nm thick. It is analogous to a polarization experiment, where aligned polarizers allow light to pass through, but crossed polarizers do not. The first magnetic layer allows electrons in only one spin state to pass through easily - if the second magnetic layer is aligned then that spin channel can easily pass through the structure, and the resistance is low. If the second magnetic layer is misaligned then neither spin channel can get through the structure easily and the electrical resistance is high. This is illustrated in this diagram: The phenomenon is based in a different scattering rate for electrons with different spins. -

Tunnel Magnetoresistance (TMR)
Nanotechnology and Materials (FY2016 update) Increase the capacity of hard disk Tunnel magnetoresistance (TMR) Shinji Yuasa (Director, Spintronics Research Center, The National Institute of Advanced Industrial Science and Technology) PRESTO Nanostructure and Material Property“Development of single-crystal TMR Devices for High-Density Magnetoresistive Random Access Memory” Researcher (2002-2006) SORST “Development of high-performance MgO-based magnetic tunnel junction devices and their application to next-generation MRAM” Research representative (2006) CREST Research of Innovative Material and Process for Creation of Next-generation Electronics Devices“Development of metal/oxide hybrid devices by novel deposition processes” Research Director (2009-2015) A prodigious invention with a worldwide 98.4% share! In recent years, hard disk capacity has continued to Changes in storage capacity of commercially available hard increase rapidly, with 4TB hard disks generally available disks for sale in 2012. If we consider that the largest hard disk on sale in 2000 was 75GB, we can see that storage capacity expanded nearly by a factor of 50 over this 12-year period. The (giant) tunnel magnetoresistance (TMR) element, which was developed by Mr. Shinji Yuasa and his team at PRESTO and SORST, has been playing an important role in the achievement of this dramatic progress. It is no exaggeration to state that without this research, current large-capacity hard disks would not have been possible. In fact, since around 2007, the number of commercially available large-capacity hard disks making practical use of TMR elements has skyrocketed. A trump card for increasing hard disk capacity : advanced magnetic heads One of the most significant technologies for large- magnetic heads use when reading information. -

The Nobel Prize in Physics 2007
I NFORMAT I ON FOR THE PUBL I C The Nobel Prize in Physics 2007 This year’s Nobel Prize in Physics is awarded to ALBERT FERT and PETER GRÜNBERG for their disco- very of Giant Magnetoresistance. Applications of this phenomenon have revolutionized techniques for retrieving data from hard disks. The discovery also plays a major role in various magnetic sensors as well as for the development of a new generation of electronics. The use of Giant Magnetoresistance can be regarded as one of the frst major applications of nanotechnology. Better read-out heads for pocket-size devices Constantly diminishing electronics have become a matter of course in today’s IT-world. The yearly addition to the market of ever more powerful and lighter computers is something we have all started to take for granted. In particular, hard disks have shrunk – the bulky box under your desk will soon be history when the same amount of data can just as easily be stored in a slender laptop. And with a music player in the pocket of each and everyone, few still stop to think about how many cds’ worth of music its tiny hard disk can actually hold. Recently, the maximum storage capacity of hard disks for home use has soared to a terabyte (a thousand billion bytes). Areal density (gigabits/cm 2 ) 100 10 1 0.1 0.01 0.001 MR GMR 1980 1990 2000 2010 Year Diagrams showing the accelerating pace of miniaturization might give a false impression of simplicity – as if this development followed a law of nature. -

Integrated Giant Magnetoresistance Technology for Approachable Weak Biomagnetic Signal Detections
Review Integrated Giant Magnetoresistance Technology for Approachable Weak Biomagnetic Signal Detections Hui-Min Shen 1, Liang Hu 2,* and Xin Fu 2 1 School of Mechanical Engineering, University of Shanghai for Science and Technology, Shanghai 200093, China; [email protected] 2 State Key Laboratory of Fluid Power and Mechatronic Systems, Zhejiang University, Hangzhou 310028, China; [email protected] * Correspondence: [email protected]; Tel.: +86-571-8795-3395 Received: 26 November 2017; Accepted: 5 January 2018; Published: 7 January 2018 Abstract: With the extensive applications of biomagnetic signals derived from active biological tissue in both clinical diagnoses and human-computer-interaction, there is an increasing need for approachable weak biomagnetic sensing technology. The inherent merits of giant magnetoresistance (GMR) and its high integration with multiple technologies makes it possible to detect weak biomagnetic signals with micron-sized, non-cooled and low-cost sensors, considering that the magnetic field intensity attenuates rapidly with distance. This paper focuses on the state-of-art in integrated GMR technology for approachable biomagnetic sensing from the perspective of discipline fusion between them. The progress in integrated GMR to overcome the challenges in weak biomagnetic signal detection towards high resolution portable applications is addressed. The various strategies for 1/f noise reduction and sensitivity enhancement in integrated GMR technology for sub-pT biomagnetic signal recording are discussed. In this paper, we review the developments of integrated GMR technology for in vivo/vitro biomagnetic source imaging and demonstrate how integrated GMR can be utilized for biomagnetic field detection. Since the field sensitivity of integrated GMR technology is being pushed to fT/Hz0.5 with the focused efforts, it is believed that the potential of integrated GMR technology will make it preferred choice in weak biomagnetic signal detection in the future. -

Giant Magnetoresistance (GMR) –Spin Filtering and Spin Momentum Transfer
NYU NYU Spins Dynamics in Nanomagnets Outline I. Spin-Transport and Transfer Basics Andrew D. Kent –Giant magnetoresistance (GMR) –Spin filtering and spin momentum transfer II. Spin-Transfer Induced Magnetization Dynamics Department of Physics, New York University –Landau-Lifshitz-Gilbert dynamics and spin-torque –Current threshold for excitations and stability diagrams III. Experiments Lecture 1: Magnetic Interactions and Classical Magnetization –Point contacts, nanopillars Dynamics –dc transport, noise, high frequency characteristics Lecture 2: Spin Current Induced Magnetization Dynamics IV. Spin-Transfer MRAM Lecture 3: Quantum Spin Dynamics in Molecular Nanomagnets –Ultimate miniaturization of MRAM V. Summary References !"#$%&'()#*#+,)#-)./'()-)"+/#0$#1(2"3)(&4/#&(0'5#.()#6%/57.8)6#97)$+:#+0&)+,)(#;%+,#+,0/)#0$#<)(+4/# &(0'5#9(%&,+:=#>,)#8?.@%/#."6#@?.@%/#()5()/)"+#+,)#()/%/+."A)#A,."&)#."6#)@+)(".7#-.&")+%A#$%)76B#()/5)A? 1 2009 Boulder+%C)78=# School,>,)# Lecture)@5)(%- 2 )"+/#/,0;#.#-0/+#/%&"%$%A."+#")&.+%C)#-.&")+0()/%/+."A)#$0(#+,)#+(%7.8)(#./#;)77#./# 2 2009 Boulder School, Lecture 2 Physics 2007+,)#-'7+%7.8)(/=#>,)#/8/+)-/#+0#+,)#(%&,+B#%"C07C%".(&)#/+.AD/#0$#7.8)(/B#/,0;#.#6)A()./10/15/2007)#0$#()/% 08:19/+." APM)# 38#.7-0/+#EFG#;,)"#/'3H)A+)6#+0#.#-.&")+%A#$%)76=#>,)#)$$)A+#%/#-'A,#/-.77)(#$0(#+,)#/8/+)-#+0#+,)# 7)$+B#"0+#0"78#3)A.'/)#+,)#/8/+)-#%/#-)()78#.#+(%7.8)(#3'+#.7/0#3)A.'/)#+,)#)@5)(%-)"+/#7)6#38#1(2"3)(&# ;)()#-.6)#.+#(00-#+)-5)(.+'()B#;,%7)#+,)#)@5)(%-)"+/#()50(+)6#38#<)(+#."6#A0?;0(D)(/#;)()#5)(? $0(-)6#.+#CGiant)(8#70;#+)-