Industrial Applications of Ionic Liquids
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
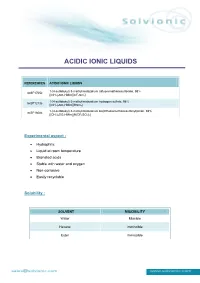
Acidic Ionic Liquids
ACIDIC IONIC LIQUIDS REFERENCES ACIDIC IONIC LIQUIDS 1-(4-sulfobutyl)-3-methylimidazolium trifluoromethanesulfonate, 98% ImSF1705c [(CH2)4SO3HMlm][CF3SO3] 1-(4-sulfobutyl)-3-methylimidazolium hydrogen sulfate, 98% ImSF1213c [(CH2)4SO3HMlm][HSO4] 1-(4-sulfobutyl)-3-methylimidazolium bis(trifluoromethanesulfonyl)imide, 98% ImSF1808c [(CH2)4SO3HMlm][N(CF3SO2)2] Experimental aspect : Hydrophilic Liquid at room temperature Brønsted acids Stable with water and oxygen Non-corrosive Easily recyclable Solubility : SOLVENT MISCIBILITY Water Miscible Hexane immiscible Ester immiscible Applications : These ionic liquids are used as acid catalysts in the following reactions : Esterification, Oxidation, Alkylation, Beckmann Rearrangement, Cyclotrimerisation… Esterification of ethanol by acetic acid1: Catalyzed by a Brønsted acidic ionic liquid CH3COOC2H5 + OH 2 Ethyl acetate H SO 2 4 Conversion = 60.3% Selectivity = 98.2% CH 3COOH + C 2H5OH 60°C, 4 h Acetic acid Ethanol [(CH2)H4SO3HMIm] [HSO4] CH3COOC2H5 + OH 2 Ethyl acetate Conversion = 92.8% Selectivity = 100% The 1-(4-sulfobutyl)-3-methylimidazoliumhydrogensulfate is a more effective catalyst than a conventional catalyst (sulphuric acid H2SO4). The ester formed is extracted by a simple separation and the acidic ionic liquid may then be recycled without any loss of activity (at the 5th recycling, Conversion=88.5% and Selectivity=100%). Cyclotrimerization of aldehydes2: Catalyzed by an acidic ionic liquid with no addition of any organic solvent [(CH2)4SO3HMIm] [CF3SO3] O O 3 O 25°C, 1 h O 2, 4, 6-triisopropyl-1, 3, 5-trioxane Isobutyraldehyde Conversion = 93% Selectivity = 100% The Isobutyraldehyde (60 mol) is catalyzed by the 1-(4-sulfobutyl)-3-methylimidazolium trifluoromethanesulfonate (1 mol) in only one hour at room temperature. The product from the reaction is isolated by liquid-liquid extraction with hexane ant the acidic ionic liquid is easily recycled without any loss of activity (at the 5th recycling, Conversion=93% and Selectivity=100%). -

Protonation of Citraconic and Glutaconic Acid In
M. Jankulovska-Petkovska, M. S. Jankulovska, V. Dimova, “Protonation of citraconic and glutaconic acid…”, Technologica Acta , vol. 12, no. 1, pp. 1–8, 2019. 1 PROTONATION OF CITRAC ONIC AND GLUTACONIC ACID IN PERCHLORIC ACID MEDIA ORIGINAL SCIENTIFIC PAPER Milena Jankulovska-Petkovska 1, Mirjana S. 2 3 Jankulovska *, Vesna Dimova DOI: 10.5281/zenodo.3267263 RECEIVED ACCEPTED 1 Ss Kliment Ohridski University, Faculty of Veterinary Medicine in Bitola, Macedonia 2019-01-22 2019-04-05 2 Ss. Cyril and Methodius University, Faculty of Agricultural Sciences and Food in Skopje, Macedonia 3 Ss Cyril and Methodius University, Faculty of Technology and Metallurgy in Skopje, Macedonia * [email protected] ABSTRACT: The protonation process of citraconic and glutaconic acid in perchloric acid media was followed us- ing the method of UV spectroscopy. The observed changes in the UV spectra of investigated acids confirmed that the protonation process in perchloric acid with concentration from 5 to 10 mol/dm 3 occurred. Glutaconic acid be- haved as weak organic base in perchloric acid media and existed in its monoprotonated form. On the other hand, citraconic acid existed in its protonated form and as protonated anhydride at higher perchloric acid concentra- tion. Using the absorbance data the thermodynamic dissociation constants were calculated applying the methods of Yates and McClelland, Bunnett and Olsen, and the “excess acidity” function method. The solvatation parame- ters m, m* and φφφ were evaluated, as well. In order to correct the medium effect the method of characteristic vector analysis was applied. The possible site where the protonation may take place was discussed using the partial atomic charge values determined according to AM1 and PM3 semiempirical methods. -

Laboratory Analysis of Organic Acids, 2018 Update: a Technical Standard of the American College of Medical Genetics and Genomics (ACMG)
© American College of Medical Genetics and Genomics ACMG TECHNICAL STANDARD Laboratory analysis of organic acids, 2018 update: a technical standard of the American College of Medical Genetics and Genomics (ACMG) Renata C. Gallagher MD, PhD1, Laura Pollard, PhD2, Anna I. Scott, PhD3,4, Suzette Huguenin, PhD5, Stephen Goodman, MD6, Qin Sun, PhD7; on behalf of the ACMG Biochemical Genetics Subcommittee of the Laboratory Quality Assurance Committee Disclaimer: This laboratory standard is designed primarily as an educational resource for clinical laboratory geneticists to help them provide quality clinical laboratory genetic services. Adherence to this standard is voluntary and does not necessarily assure a successful medical outcome. This standard should not be considered inclusive of all proper procedures and tests or exclusive of other procedures and tests that are reasonably directed to obtaining the same results. In determining the propriety of any specific procedure or test, the clinical laboratory geneticist should apply his or her own professional judgment to the specific circumstances presented by the individual patient or specimen. Clinical laboratory geneticists are encouraged to document in the patient’s record the rationale for the use of a particular procedure or test, whether or not it is in conformance with this standard. They also are advised to take notice of the date any articular standard was adopted, and to consider other relevant medical and scientific information that becomes available after that date. It also would be prudent to consider whether intellectual property interests may restrict the performance of certain tests and other procedures. Organic acid analysis detects accumulation of organic acids in urine guidance for laboratory practices in organic acid analysis, and other body fluids and is a crucial first-tier laboratory test for a interpretation, and reporting. -

Superhalogen and Superacid. Superalkali and Superbase
Superhalogen and Superacid. Superalkali and Superbase Andrey V. Kulsha,1 Dmitry I. Sharapa2,3 Correspondence to: Andrey V. Kulsha [email protected]; Dmitry I. Sharapa [email protected] 1 Andrey V. Kulsha Lyceum of Belarusian State University, 8 Ulijanauskaja str., Minsk, Belarus, 220030 2 Dmitry I. Sharapa Chair of Theoretical Chemistry and Interdisciplinary Center for Molecular Materials, Friedrich-Alexander-Universitat Erlangen-Nürnberg, Egerlandstraße 3, 91058 Erlangen, Germany 3 Institute of Catalysis Research and Technology (IKFT), Hermann-von-Helmholtz-Platz 1, Eggenstein-Leopoldshafen, Germany, D-76344 ABSTRACT A superhalogen F@C20(CN)20 and a superalkali NC30H36 together with corresponding Brønsted superacid and superbase were designed and investigated on DFT and DLPNO-CCSD(T) levels of theory. Calculated compounds have outstanding properties (electron affinity, ionization energy, deprotonation energy, and proton affinity, respectively). We consider superacid H[F@C20(CN)20] to be able to protonate molecular nitrogen, while NC30H35 superbase should easily deprotonate SiH4. Neutral NC30H36 should form a metallic metamaterial with extreme properties like remarkable transparency to visible light due to infrared plasmonic wavelength. The stability of these structures is discussed, while some of the previous predictions concerning Brønsted superacids and superbases of record strength are doubted. The proton affinity limit was suggested for stable neutral Brønsted superbases. Introduction Traditionally, a superhalogen is a molecule with However, few of the known superhalogen and high electron affinity, which forms a stable superalkali neutral molecules are stable in 5-7 anion. A good example is AuF6 with electron condensed phase. For example, some anions affinity of about 8.2 eV.1 Just in the same way a were predicted to have vertical electron superalkali is a molecule with low ionization detachment energies above 13 eV,8,9 but the energy, which forms a stable cation. -
Organic Acids and Bases
H O H C C C C O = C C H = H C O H C O H3C aspirin CHEMISTRY 2000 Topic #3: Organic Chemistry Fall 2020 Dr. Susan Findlay See Exercises in Topic 12 Measuring Strength of Acids When you hear the term “organic acid”, it usually refers to a carboxylic acid. Carboxylic acids are readily deprotonated by strong bases: .O. .O. -... H .. H C .. H + .O H C .. + O H C O .. H C O.- .. 3 .. 3 ... acid base conjugate base conjugate acid This reaction is favoured in the forward direction because the products are lower in energy than the reactants. In particular, the conjugate base (acetate; ) is much more stable than the original base (hydroxide, ). − 32 Therefore, acetate is a weaker base than hydroxide.− Therefore, acetic acid is a stronger acid than water. 2 Measuring Strength of Acids An acid’s strength depends on the stability of its conjugate base: The conjugate base of (a strong acid; = 7) is (a very weak base) − − The conjugate base of (a weak acid; = 14) is (a relatively strong base) − 2 The strength of an acid can therefore be said to be inversely related to the strength of its conjugate base (and vice versa). Why is more stable than ? − − 32 3 Measuring Strength of Acids- Consider the reaction below. Identify the acid, base, conjugate acid and conjugate base. Is this reaction product-favoured or reactant-favoured? The of is 5. The of is 14. 32 The of 2 is 0. + 3 .O. .O. H .. H H ..+ H C .. H + O C . -

The Effect of Organic Acids on Base Cation Leaching from the Forest ¯Oor Under Six North American Tree Species
European Journal of Soil Science, June 2001, 52, 205±214 The effect of organic acids on base cation leaching from the forest ¯oor under six North American tree species a,c b b b a F. A. DIJKSTRA ,C.GEIBE ,S.HOLMSTROÈ M ,U.S.LUNDSTROÈ M &N.VAN BREEMEN aLaboratory of Soil Science and Geology, PO Box 37, 6700 AA Wageningen, The Netherlands, bDepartment of Chemistry and Process Technology, Mid Sweden University, 85170 Sundsvall, Sweden, and cInstitute of Ecosystem Studies, Box AB, Route 44A, Millbrook, NY 12545, USA Summary Organic acidity and its degree of neutralization in the forest ¯oor can have large consequences for base cation leaching under different tree species. We investigated the effect of organic acids on base cation leaching from the forest ¯oor under six common North American tree species. Forest ¯oor samples were analysed for exchangeable cations and forest ¯oor solutions for cations, anions, simple organic acids and acidic properties. Citric and lactic acid were the most common of the acids under all species. Malonic acid was found mainly under Tsuga canadensis (hemlock) and Fagus grandifolia (beech). The organic acids were positively correlated with dissolved organic carbon and contributed signi®cantly to the organic acidity of the solution (up to 26%). Forest ¯oor solutions under Tsuga canadensis contained the most dissolved C and the most weak acidity among the six tree species. Under Tsuga canadensis we also found signi®cant amounts of strong acidity caused by deposition of sulphuric acid from the atmosphere and by strong organic acids. Base cation exchange was the most important mechanism by which acidity was neutralized. -

Ionic Liquids
Vol. 5 No. 6 Enabling Technologies Ionic Liquids BASIL™ BASIONICS™ Ionic Liquids for Catalysis Ionic Liquids for Electrochemical Applications Enzymatic Reactions in Ionic Liquids Task-Specific Ionic Liquids CYPHOS® Phosphonium Ionic Liquids Imidazolium-Based Ionic Liquids Pyridinium-Based Ionic Liquids Pyrrolidinium-Based Ionic Liquids Ammonium-Based Ionic Liquids Phosphonium-Based Ionic Liquids sigma-aldrich.com/chemicalsynthesis 2 Introduction Sigma-Aldrich is proud to offer a new series of ChemFiles—called The strong ionic (Coulomb-) interaction within these substances results Enabling Technologies—to our Chemistry customers. Each piece will in a negligible vapor pressure (unless decomposition occurs), a non- highlight enabling products or technologies for chemical synthesis, drug flammable substance, and in a high thermally, mechanically as well discovery, and other areas of chemistry. as electrochemically stable product. In addition to this very interesting Ionic Liquids have experienced a comet-like boost in the last few years. combination of properties, they offer other favorable properties: for In this edition of ChemFiles, we highlight some current applications example, very appealing solvent properties and immiscibility with water of this fascinating class of new materials. We present over 50 new or organic solvents that result in biphasic systems. additions to our portfolio of 130+ Ionic Liquids, ranging from well- The choice of the cation has a strong impact on the properties of known imidazolium and pyridinium derivatives to ammonium, the Ionic Liquid and will often define the stability. The chemistry and pyrrolidinium, phosphonium, and sulfonium derivatives. At Sigma- functionality of the Ionic Liquid is, in general, controlled by the choice Aldrich, we are committed to being your preferred supplier for Ionic of the anion. -

Laboratory Manual
International Program UAM-Boston University Laboratory Manual Organic Chemistry I 2013-2014 Departamento de Química Orgánica Ernesto Brunet Romero Ana María Martín Castro Ramón Gómez Arrayás Laboratory Manual Table of Contents ............................................................................... 1 Introduction ............................................................................... 2 Prelab preparation ............................................................................... 2 Notebook ............................................................................. 3 Safety .............................................................................. 3 Laboratory Practices and Safety Rules ............................................................. 4 Accidents and injuries ........................................................................... 5 Fires ............................................................................. 5 Chemical Wastes ............................................................................. 6 Cleaning Responsibilities ............................................................................. 6 Lab cleanliness ............................................................................. 6 Laboratory Equipment ............................................................................. 7 Proper use of glassware ............................................................................. 8 Some techniques in lab experiments Heating, cooling and stirring ............................................................................ -

Role of Organic Acids in the Mechanisms of Biological Soil Disinfestation (BSD)
J Gen Plant Pathol (2006) 72:247–252 © The Phytopathological Society of Japan DOI 10.1007/s10327-006-0274-z and Springer-Verlag Tokyo 2006 FUNGAL DISEASES Short communication Noriaki Momma · Kazuhiro Yamamoto · Peter Simandi Masahiro Shishido Role of organic acids in the mechanisms of biological soil disinfestation (BSD) Received: May 18, 2005 / Accepted: December 9, 2005 Abstract Biological soil disinfestation (BSD), or reductive Although other chemical disinfestants for soil treatment soil disinfestation, achieved by amendment with organic such as chloropicrin, 1,3-dichloropropene, and methyl materials such as wheat bran followed by flooding and isothiocyanate, are still available, soil disinfestation using covering the soil surface, has been used to control some these chemicals has become widely recognized as measures soilborne diseases including Fusarium wilt and bacterial incompatible with sustainable agriculture. Therefore, it is wilt of tomato. During a BSD treatment, accumulation of imperative to find alternatives to chemical fumigation for acetic acid and/or butyric acid was detected with high- disinfesting soils. performance liquid chromatography. Survival of Fusarium A number of soilborne pathogens can be suppressed oxysporum f. sp. lycopersici or Ralstonia solanacearum was under anaerobic conditions (Cook and Baker 1983; Blok suppressed by these organic acids. Amendment of these et al. 2000). For example, populations of soilborne pa- organic acids into soil suppressed the survival of R. thogens in rice paddies can decrease during the flooding solanacearum at lower concentrations than the maximum period, and this suppression is often enhanced by the detected in BSD treatment, indicating that production of incorporation of readily decomposable organic matter such these organic acids is one of the mechanisms of control. -

Study of Superbase-Based Deep Eutectic Solvents As the Catalyst in the Chemical Fixation of CO2 Into Cyclic Carbonates Under Mild Conditions
materials Article Study of Superbase-Based Deep Eutectic Solvents as the Catalyst in the Chemical Fixation of CO2 into Cyclic Carbonates under Mild Conditions Sara García-Argüelles 1,2, Maria Luisa Ferrer 1,* , Marta Iglesias 1, Francisco Del Monte 1 and María Concepción Gutiérrez 1,* 1 Materials Science Factory, Instituto de Ciencia de Materiales de Madrid (ICMM), Consejo Superior de Investigaciones Científicas (CSIC), Campus de Cantoblanco, C/Sor Juana Inés de la Cruz 3, 28049 Madrid, Spain; [email protected] (S.G.-A.); [email protected] (M.I.); [email protected] (F.D.M.) 2 Departamento de Tecnología Química y Energética, Tecnologia Química y Ambiental y Tecnología Mecánica y Química Analítica, Universidad Rey Juan Carlos, 28933 Madrid, Spain * Correspondence: [email protected] (M.L.F.); [email protected] (M.C.G.); Tel.: +34-913349059 (M.L.F.); +34-913349056 (M.C.G.) Received: 8 June 2017; Accepted: 29 June 2017; Published: 7 July 2017 Abstract: Superbases have shown high performance as catalysts in the chemical fixation of CO2 to epoxides. The proposed reaction mechanism typically assumes the formation of a superbase, the CO2 adduct as the intermediate, most likely because of the well-known affinity between superbases and CO2, i.e., superbases have actually proven quite effective for CO2 absorption. In this latter use, concerns about the chemical stability upon successive absorption-desorption cycles also merits attention when using superbases as catalysts. In this work, 1H NMR spectroscopy was used to get further insights about (1) whether a superbase, the CO2 adduct, is formed as an intermediate and (2) the chemical stability of the catalyst after reaction. -

Ionic Liquids for CO2 Capture and Reduction
Journal of C Carbon Research Editorial Ionic Liquids for CO2 Capture and Reduction Małgorzata E. Zakrzewska 1,2 1 Centro de Química Estrutural, Instituto Superior Técnico, Universidade de Lisboa, Av. Rovisco Pais, 1049-001 Lisbon, Portugal; [email protected] 2 LAQV, REQUIMTE, Departamento de Química, Faculdade de Ciências e Tecnologia, Universidade Nova de Lisboa, 2829-516 Caparica, Portugal; [email protected] As pointed out in the description of this thematic issue of C, with the current at- mospheric levels of carbon dioxide being above 400 ppm, there is a growing interest in recycling this greenhouse gas in the form of valuable compounds. The abundance of carbon dioxide is undoubtedly one of the biggest issues of our times, but it can also be a remarkable opportunity for the production of carbon-based fuels, materials and chemicals. Many efforts are being made globally, in both academia and industry, to increase the small contribution of Carbon Capture and Utilization (CCU) technologies to long-term climate mitigation. The reduction of CO2 to energetic compounds, such as carbon monoxide, formic acid, methanol, methane and other hydrocarbons, is of key importance for decreasing our dependency on fossil fuels. Ionic liquids consist of ionic species, a bulky organic cation weakly coordinated to either an organic or an inorganic anion. It is this weak coordination and asymmetry of ions that results in a reduction in the lattice energy and crystalline structure of ionic liquid, lowering its melting point. What makes these innovative fluids even more special, is that their structure can be easily tailored by changing cation/anion combinations and/or by attaching functional groups. -

The Pennsylvania State University
The Pennsylvania State University The Graduate School Department of Chemical Engineering A SOLID CATALYST METHOD FOR BIODIESEL PRODUCTION A Dissertation in Chemical Engineering by Dheeban Chakravarthi Kannan Submitted in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy August 2009 The dissertation of Dheeban Chakravarthi Kannan was reviewed and approved* by the following: Jack V. Matson Professor of Environmental Engineering Dissertation Adviser Themis Matsoukas Associate Professor of Chemical Engineering Chair of Committee Joseph M. Perez Senior Research Scientist, Department of Chemical Engineering Wallis A. Lloyd Adjunct Professor of Chemical Engineering Brian A. Dempsey Professor of Environmental Engineering Thomas P. Hettmansperger Professor of Statistics Andrew Zydney Professor of Chemical Engineering Head of the Department of Chemical Engineering *Signatures are on file in the Graduate School ABSTRACT Biodiesel has considerable production potential as a renewable source of energy. The conventional processes use soluble alkali catalysts that contaminate the biodiesel and glycerol products, and present separation problems. An efficient and clean process is crucial for large scale commercial production. Solid catalysts have the potential to eliminate these problems. A method has been developed to produce biodiesel using a solid catalyst. The reaction is carried out at high temperature and pressure conditions (260 °C, 70 atm). The high temperature is not a problem since the solid catalyst is part of a continuous process in which heat energy can be recovered. The reaction time is short (15 minutes) compared to that of the conventional processes (~ 100 minutes). Promising catalysts were identified from batch tests; and MnO was found to be the most effective catalyst from the lab-scale packed-bed reactor tests.