Controllable Selective Exfoliation of High-Quality Graphene Nanosheets and Nanodots by Ionic Liquid Assisted Grindingw
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Acidic Ionic Liquids
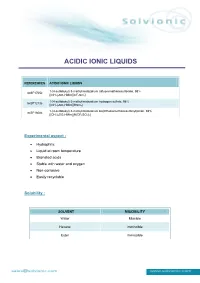
ACIDIC IONIC LIQUIDS REFERENCES ACIDIC IONIC LIQUIDS 1-(4-sulfobutyl)-3-methylimidazolium trifluoromethanesulfonate, 98% ImSF1705c [(CH2)4SO3HMlm][CF3SO3] 1-(4-sulfobutyl)-3-methylimidazolium hydrogen sulfate, 98% ImSF1213c [(CH2)4SO3HMlm][HSO4] 1-(4-sulfobutyl)-3-methylimidazolium bis(trifluoromethanesulfonyl)imide, 98% ImSF1808c [(CH2)4SO3HMlm][N(CF3SO2)2] Experimental aspect : Hydrophilic Liquid at room temperature Brønsted acids Stable with water and oxygen Non-corrosive Easily recyclable Solubility : SOLVENT MISCIBILITY Water Miscible Hexane immiscible Ester immiscible Applications : These ionic liquids are used as acid catalysts in the following reactions : Esterification, Oxidation, Alkylation, Beckmann Rearrangement, Cyclotrimerisation… Esterification of ethanol by acetic acid1: Catalyzed by a Brønsted acidic ionic liquid CH3COOC2H5 + OH 2 Ethyl acetate H SO 2 4 Conversion = 60.3% Selectivity = 98.2% CH 3COOH + C 2H5OH 60°C, 4 h Acetic acid Ethanol [(CH2)H4SO3HMIm] [HSO4] CH3COOC2H5 + OH 2 Ethyl acetate Conversion = 92.8% Selectivity = 100% The 1-(4-sulfobutyl)-3-methylimidazoliumhydrogensulfate is a more effective catalyst than a conventional catalyst (sulphuric acid H2SO4). The ester formed is extracted by a simple separation and the acidic ionic liquid may then be recycled without any loss of activity (at the 5th recycling, Conversion=88.5% and Selectivity=100%). Cyclotrimerization of aldehydes2: Catalyzed by an acidic ionic liquid with no addition of any organic solvent [(CH2)4SO3HMIm] [CF3SO3] O O 3 O 25°C, 1 h O 2, 4, 6-triisopropyl-1, 3, 5-trioxane Isobutyraldehyde Conversion = 93% Selectivity = 100% The Isobutyraldehyde (60 mol) is catalyzed by the 1-(4-sulfobutyl)-3-methylimidazolium trifluoromethanesulfonate (1 mol) in only one hour at room temperature. The product from the reaction is isolated by liquid-liquid extraction with hexane ant the acidic ionic liquid is easily recycled without any loss of activity (at the 5th recycling, Conversion=93% and Selectivity=100%). -

Ionic Liquids
Vol. 5 No. 6 Enabling Technologies Ionic Liquids BASIL™ BASIONICS™ Ionic Liquids for Catalysis Ionic Liquids for Electrochemical Applications Enzymatic Reactions in Ionic Liquids Task-Specific Ionic Liquids CYPHOS® Phosphonium Ionic Liquids Imidazolium-Based Ionic Liquids Pyridinium-Based Ionic Liquids Pyrrolidinium-Based Ionic Liquids Ammonium-Based Ionic Liquids Phosphonium-Based Ionic Liquids sigma-aldrich.com/chemicalsynthesis 2 Introduction Sigma-Aldrich is proud to offer a new series of ChemFiles—called The strong ionic (Coulomb-) interaction within these substances results Enabling Technologies—to our Chemistry customers. Each piece will in a negligible vapor pressure (unless decomposition occurs), a non- highlight enabling products or technologies for chemical synthesis, drug flammable substance, and in a high thermally, mechanically as well discovery, and other areas of chemistry. as electrochemically stable product. In addition to this very interesting Ionic Liquids have experienced a comet-like boost in the last few years. combination of properties, they offer other favorable properties: for In this edition of ChemFiles, we highlight some current applications example, very appealing solvent properties and immiscibility with water of this fascinating class of new materials. We present over 50 new or organic solvents that result in biphasic systems. additions to our portfolio of 130+ Ionic Liquids, ranging from well- The choice of the cation has a strong impact on the properties of known imidazolium and pyridinium derivatives to ammonium, the Ionic Liquid and will often define the stability. The chemistry and pyrrolidinium, phosphonium, and sulfonium derivatives. At Sigma- functionality of the Ionic Liquid is, in general, controlled by the choice Aldrich, we are committed to being your preferred supplier for Ionic of the anion. -

Ionic Liquids for CO2 Capture and Reduction
Journal of C Carbon Research Editorial Ionic Liquids for CO2 Capture and Reduction Małgorzata E. Zakrzewska 1,2 1 Centro de Química Estrutural, Instituto Superior Técnico, Universidade de Lisboa, Av. Rovisco Pais, 1049-001 Lisbon, Portugal; [email protected] 2 LAQV, REQUIMTE, Departamento de Química, Faculdade de Ciências e Tecnologia, Universidade Nova de Lisboa, 2829-516 Caparica, Portugal; [email protected] As pointed out in the description of this thematic issue of C, with the current at- mospheric levels of carbon dioxide being above 400 ppm, there is a growing interest in recycling this greenhouse gas in the form of valuable compounds. The abundance of carbon dioxide is undoubtedly one of the biggest issues of our times, but it can also be a remarkable opportunity for the production of carbon-based fuels, materials and chemicals. Many efforts are being made globally, in both academia and industry, to increase the small contribution of Carbon Capture and Utilization (CCU) technologies to long-term climate mitigation. The reduction of CO2 to energetic compounds, such as carbon monoxide, formic acid, methanol, methane and other hydrocarbons, is of key importance for decreasing our dependency on fossil fuels. Ionic liquids consist of ionic species, a bulky organic cation weakly coordinated to either an organic or an inorganic anion. It is this weak coordination and asymmetry of ions that results in a reduction in the lattice energy and crystalline structure of ionic liquid, lowering its melting point. What makes these innovative fluids even more special, is that their structure can be easily tailored by changing cation/anion combinations and/or by attaching functional groups. -

Preparation of Lactic Acid from Glucose in Ionic Liquid Solvent System
J. Cent. South Univ. Technol. (2010) 17: 45−49 DOI: 10.1007/s11771−010−0009−3 Preparation of lactic acid from glucose in ionic liquid solvent system HUANG Jia-ruo(黄嘉若), LI Wen-sheng(李文生), ZHOU Xiao-ping(周小平) College of Chemistry and Chemical Engineering, Hunan University, Changsha 410082, China © Central South University Press and Springer-Verlag Berlin Heidelberg 2010 Abstract: A new reaction system was designed to economically convert glucose to lactic acid environment-friendly. Hydrophobic ionic liquids were chosen as solvent that can promote the decomposition reaction of glucose, and the catalytic performance of the solid bases was evaluated. Both the reaction temperature and time can affect the yield of lactic acid. A high yield (97%) of lactic acid was achieved under the optimal reaction condition. The 1H NMR spectra and HPLC-MS were used to identify the formation of the lactic acid and variations of ionic liquid. It is found that ionic-liquids have a unique solvent effect for glucose and bases. Water can be used as solvent to extract calcium lactate. This shows a great potential of hydrophobic ionic liquids in the solid bases catalyzed reaction that is limited by the weak solubility of solid bases in organic and water solution. Key words: glucose; lactic acid; ionic liquid; solid base; catalysis 100 ℃. However, in order to obtain lactic acid with a 1 Introduction high yield of 57%, the excess amount of sodium hydroxide must be used. Excessive sodium hydroxide A sustainable future for the chemical industry leads to a number of problems. It is particularly difficult requires feedbacks based on the renewable rather than to separate sodium lactate from sodium hydroxide. -

Ionic Liquid Electrolytes for Electrochemical Energy Storage Devices
materials Review Ionic Liquid Electrolytes for Electrochemical Energy Storage Devices Eunhwan Kim, Juyeon Han, Seokgyu Ryu, Youngkyu Choi and Jeeyoung Yoo * School of Energy Engineering, Kyungpook National University, Daegu 41566, Korea; [email protected] (E.K.); [email protected] (J.H.); [email protected] (S.R.); [email protected] (Y.C.) * Correspondence: [email protected] Abstract: For decades, improvements in electrolytes and electrodes have driven the development of electrochemical energy storage devices. Generally, electrodes and electrolytes should not be developed separately due to the importance of the interaction at their interface. The energy storage ability and safety of energy storage devices are in fact determined by the arrangement of ions and electrons between the electrode and the electrolyte. In this paper, the physicochemical and electrochemical properties of lithium-ion batteries and supercapacitors using ionic liquids (ILs) as an electrolyte are reviewed. Additionally, the energy storage device ILs developed over the last decade are introduced. Keywords: ionic liquids; supercapacitor; lithium-ion battery; electrolyte 1. Introduction Energy storage system (ESS) and electric vehicle (EV) markets have been growing Citation: Kim, E.; Han, J.; Ryu, S.; every year, and various types of energy storage devices are struggling to enter the mar- Choi, Y.; Yoo, J. Ionic Liquid ket [1,2]. In particular, fuel cells (FCs), lithium-ion batteries (LIBs), and supercapacitors Electrolytes for Electrochemical (SCs) are competing with one another in the EV market [3]. FCs have attracted a great deal Energy Storage Devices. Materials of attention as energy conversion devices [4]. However, there remain difficulties in their 2021, 14, 4000. -

Synthesis of Graphene Nanosheets Through Spontaneous Sodiation Process
Journal of C Carbon Research Article Synthesis of Graphene Nanosheets through Spontaneous Sodiation Process Deepak-George Thomas †, Emrah Kavak †, Niloofar Hashemi, Reza Montazami ID and Nicole N. Hashemi * ID Department of Mechanical Engineering, Iowa State University, Ames, IA 50011, USA; [email protected] (D.-G.T.); [email protected] (E.K.); [email protected] (N.H.); [email protected] (R.M.) * Correspondence: [email protected] † These authors contributed equally to this work. Received: 11 June 2018; Accepted: 6 July 2018; Published: 23 July 2018 Abstract: Graphene is one of the emerging materials in the nanotechnology industry due to its potential applications in diverse areas. We report the fabrication of graphene nanosheets by spontaneous electrochemical reaction using solvated ion intercalation into graphite. The current literature focuses on the fabrication of graphene using lithium metal. Our procedure uses sodium metal, which results in a reduction of costs. Using various characterization techniques, we confirmed the fabrication of graphene nanosheets. We obtained an intensity ratio (ID/IG) of 0.32 using Raman spectroscopy, interlayer spacing of 0.39 nm and our XPS results indicate that our fabricated compound is relatively oxidation free. Keywords: graphene nanosheets; sodiation process; synthesis; Raman spectroscopy 1. Introduction Graphene nanosheets (GNS) consist of single-, bi- or, a few, but fewer than ten, sp2-hybridized layers of carbon atoms that are in the form of six-membered rings [1–4]. Graphitic forms such as 0D fullerene, 1D CNT (Carbon Nano Tubes) and 3D graphite originate from graphene nanosheets [4]. Graphene is made up of hexagonal networks composed of sp2 carbon atoms and the adjoining carbon atoms are bonded using strong covalent bonds [5]. -

Graphene Based Room Temperature Flexible Nanocomposites From
www.nature.com/scientificreports OPEN Graphene based room temperature fexible nanocomposites from permanently cross-linked networks Received: 2 November 2017 Nishar Hameed1, Ludovic F. Dumée2, Francois-Marie Allioux2, Mojdeh Reghat1, Jefrey S. Accepted: 25 January 2018 Church3, Minoo Naebe2, Kevin Magniez2, Jyotishkumar Parameswaranpillai4 & Bronwyn L. Fox1 Published: xx xx xxxx Graphene based room temperature fexible nanocomposites were prepared using epoxy thermosets for the frst time. Flexible behavior was induced into the epoxy thermosets by introducing charge transfer complexes between functional groups within cross linked epoxy and room temperature ionic liquid ions. The graphene nanoplatelets were found to be highly dispersed in the epoxy matrix due to ionic liquid cation–π interactions. It was observed that incorporation of small amounts of graphene into the epoxy matrix signifcantly enhanced the mechanical properties of the epoxy. In particular, a 0.6 wt% addition increased the tensile strength and Young’s modulus by 125% and 21% respectively. The electrical resistance of nanocomposites was found to be increased with graphene loading indicating the level of self-organization between the ILs and the graphene sheets in the matrix of the composite. The graphene nanocomposites were fexible and behave like ductile thermoplastics at room temperature. This study demonstrates the use of ionic liquid as a compatible agent to induce fexibility in inherently brittle thermoset materials and improve the dispersion of graphene to create high performance nanocomposite materials. Tere has recently been great interest in making fexible/bendable electronics such as rollup displays and wearable devices with graphene based polymer composites typically being used as a fexible substrate1,2. -

Ionic Liquids-Designer Solvents for Green Chemistry
International Journal of Basic Sciences and Applied Computing (IJBSAC) ISSN: 2394-367X, Volume-1 Issue-1, August 2014 Ionic Liquids-Designer Solvents for Green Chemistry Sadhana Vishwakarma Abstract - Ionic liquids, as green solvents have been studied widely Many solvents used in large volumes for many decades have now a days due to their appealing properties such as negligible been found to create serious toxic or otherwise hazardous vapour pressure, large liquid range, high thermal stability, high properties. Halogenated solvents such as carbon tetrachloride, ionic conductivity, large electrochemical window, and ability to perchloroethylene, and chloroform, for example, have been solvate compounds of widely varying polarity. Utilizing ionic liquids is one of the goals of green chemistry because they create a implicated as probable and/or suspect carcinogens, while cleaner and more sustainable chemistry and are receiving other classes of solvents have demonstrated increasing interest as environmental friendly solvents for many neurotoxicological effects. The search for an unconventional synthetic and catalytic processes. Ionic liquids have been solvent is an important step in making an analysis and investigated for a wide range of synthetic applications, they have separation process “greener” and environmentally friendlier. fascinated considerable interest for used as non-volatile solvent It appears that alternative solvents like ionic liquids (ILs) and based electrolytes in the field of organic synthesis, catalysis, supercritical fluids have one extra aspect which makes them electrochemistry, solar cells, fuel cells, etc., as they possess many even more attractive for researchers—tunability. The ability benefits than volatile organic solvents. to fine-tune the properties of the solvent medium will allow Index Terms— Green chemistry, applications, classification, this to be chosen to replace specific solvents in a variety of ionic liquids, properties. -

Recent Advances and Thermophysical Properties Of
ienc Sc es al J c o i u m r e n a h l Losetty et al., Chem Sci J 2016, 7:2 C Chemical Sciences Journal DOI: 10.4172/2150-3494.1000128 ISSN: 2150-3494 Research Article Article OpenOpen Access Access Recent Advances and Thermophysical Properties of Acetate-based Protic Ionic Liquids Venkatramana Losetty1, Magaret Sivapragasam1 and Cecilia Devi AP Wilfred1,2* 1Center of Research in Ionic Liquids (CORIL), Universiti Teknologi PETRONAS, Bandar Seri Iskandar, Perak 32610, Malaysia 2Faculty of Fundamental and Applied Science, Universiti Teknologi PETRONAS, 32610, Tronoh, Perak, Malaysia Abstract Protic Ionic Liquids (PILs), a substantial branch of the infamous Ionic Liquids (ILs) have gained much attention in recent years. They have been the “go-to” solvent of choice in many areas such as chromatography, catalysis, fuel cells, biological applications etc., due to their thermophysical properties and their ability to be tunable based on task specificity. This review covers two parts, namely; a brief description on the thermophysical properties of acetate PILs (density, speed of sound, viscosity and decomposition temperature) and its current applications in the industry. The collation of the physicochemical data consents structure-property trends would be discussed, and these can be used as a foundation for the development of new PILs to achieve specific properties. Economically, PILs have been suggested as “greener” alternatives to conventional solvents in various industrial applications hence, in order to assess their suitability for such purposes, a thorough evaluation of their mutagenicity, toxicity and carcinogenicity is crucial. Keywords: Protic ionic liquid; Thermophysical property; Acetate cells [15] and biocatalysts [16]. -

Poly(Ionic Liquid)S: Synthesis and the Unique Behavior in Loading Metal Ions
DOI: 10.1002/marc.201600001 Communication Poly(1-vinyl-1,2,4-triazolium) poly(ionic liquid)s: synthesis and the unique behavior in loading metal ions Weiyi Zhang, Jiayin Yuan* Max-Planck-Institute of Colloids and Interfaces, D-14476 Potsdam, Germany E-mail: [email protected] Herein we report the synthesis of a series of poly(4-alkyl-1-vinyl-1,2,4-triazolium) poly(ionic liquid)s either via straightforward free radical polymerization of their corresponding ionic liquid monomers, or via anion metathesis of the polymer precursors bearing halide as counter anion. The ionic liquid monomers were first prepared via N-alkylation reaction of commercially available 1-vinyl-1,2,4-triazole with alkyl iodides, followed by anion metathesis with targeted fluorinated anions. The thermal properties and solubilities of these poly(ionic liquid)s have been systematically investigated. Interestingly, it was found that the poly(4-ethyl-1-vinyl-1,2,4-triazolium) poly(ionic liquid) exhibited an improved loading capacity of transition metal ions in comparison with its imidazolium counterpart. Graphic table of content - 1 - 1. Introduction Poly(ionic liquid)s (PILs) are an innovative class of polyelectrolytes prepared via polymerization of ionic liquids, or sometimes via chemical modification of existent polymers through ion exchange, N-alkylation and ligation of ILs onto functional neutral polymers. In spite of countless structure possibilities up to date, the most common ones originate from the combination of the cations selected from N,N’-dialkylimidazolium, N-alklypyridinium, tetraalkylammonium, tetraalkylphosphonium, N,N’-dialkylpyrrolidinium or 1,2,3-triazolium, - - - - - with anions chosen from halides (Cl , Br , I ), inorganic fluorides (BF4 , PF6 ), or hydrophobic - - 1 organics ((CF3SO2)2N , CF3SO3 ) . -

SYNTHESIS. PROPERTIES, and APPLICATIONS of IONIC LIQUIDS SERGEI V. DZYUBA. M.S. a DISSERTATION in CHEMISTRY Submitted to The
SYNTHESIS. PROPERTIES, AND APPLICATIONS OF IONIC LIQUIDS by SERGEI V. DZYUBA. M.S. A DISSERTATION IN CHEMISTRY Submitted to the Graduate Faculty of Texas Tech University in Partial Fulfillment of the Requirements for the Degree of DOCTOR OF PHILOSOPHY Approved Chairperson of the Committee Accepted Dean of the Graduate School May, 2002 ACKNOWLEDGEMENTS Looking at all the things I have had a chance to do thus far, I realize that many of those things (or maybe all of them) might never have happened if for not the people who have been involved in my life. I feel privileged to acknowledge these individuals for what I am and have right now. Professor Richard A. Bartsch, my Ph.D. advisor, introduced me to the field of ionic liquids and made it a very challenging and enjoyable experience. I am in debt to him for his encouragement and guidance throughout my stay at Texas Tech University. It has been an honor of being mentored by Professor Bartsch. Professors David M. Bimey and Guigen Li, my Ph.D. committee members, have provided invaluable help in teaching and research. It has been a real pleasure of being taught and guided by them. Due to the interdisciplinary nature of my dissertation research, I was very fortunate to learn from and collaborate with members of various research groups. Professor Sindee L. Simon (Department of Chemical Engineering, TTU) was invaluable in introducing the principles of differential scanning calorimetry. I thank Professor Dominick J. Casadonte, Jr. (Department of Chemistry and Biochemistry, TTU) for sharing the DSC equipment. I would like to thank Dr. -

HR2-214 Ionic Liquid Screen Documents
Ionic Liquid Screen Solutions for Crystal Growth User Guide HR2-214 (pg 1) Application Ionic Liquid Screen is a kit designed to allow the rapid and convenient eval- liquid additive screen for use in improving the crystallization behavior and uation of 24 unique ionic liquids and their ability to influence the crystal- X-ray diffraction resolution of proteins. lization of the sample. The screen is designed to be compatible with most crystallization reagents including all reagents utilized in all of the Hampton Features Research screens. Each of the additives are preformulated in deionized water The Ionic Liquid Screen kit is designed to provide a rapid screening method and sterile filtered using a 0.2 micron filter. Recommended storage for the for the manipulation of sample-sample and sample solvent interactions to Ionic Liquid Screen is room temperature. enhance or alter sample solubility. Discussion The Ionic Liquid Screen evaluates the manipulation factors of imidazolium Ionic liquids have been found effective as additives in protein crystallization, tetrafluoroborate, imidazolium chloride, imidazolium based triflates, phos- with different ionic liquids used to increase crystallization rates and crystal phonium, ammonium, pyridinium, imidazolium based sulfate, imidazlo- size.1,2,3,4 The inclusion of ionic liquids in crystallization experiments has lium based trifluoroacetate, imidazolium based dicyanamide, imidazolium been reported to lead to less crystal polymorphism as well as less precipita- based acetate, imidazolium phosphate, cholin, and imidazolium based thio- tion at higher precipitant concentrations.2 Ionic liquids have been used as cyanate ionic liquids. additives to produce crystals in reagents that had previously not resulted in crystallization and results suggest ionic liquids may be applicable for the The Ionic Liquid Screen kit is to be used before and during the optimization solubilization and crystallization of membrane proteins.2 of preliminary crystalliztion conditions.