1.1 What Is Concrete Masonry?
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Module 6. Hov Treatments
Manual TABLE OF CONTENTS Module 6. TABLE OF CONTENTS MODULE 6. HOV TREATMENTS TABLE OF CONTENTS 6.1 INTRODUCTION ............................................ 6-5 TREATMENTS ..................................................... 6-6 MODULE OBJECTIVES ............................................. 6-6 MODULE SCOPE ................................................... 6-7 6.2 DESIGN PROCESS .......................................... 6-7 IDENTIFY PROBLEMS/NEEDS ....................................... 6-7 IDENTIFICATION OF PARTNERS .................................... 6-8 CONSENSUS BUILDING ........................................... 6-10 ESTABLISH GOALS AND OBJECTIVES ............................... 6-10 ESTABLISH PERFORMANCE CRITERIA / MOES ....................... 6-10 DEFINE FUNCTIONAL REQUIREMENTS ............................. 6-11 IDENTIFY AND SCREEN TECHNOLOGY ............................. 6-11 System Planning ................................................. 6-13 IMPLEMENTATION ............................................... 6-15 EVALUATION .................................................... 6-16 6.3 TECHNIQUES AND TECHNOLOGIES .................. 6-18 HOV FACILITIES ................................................. 6-18 Operational Considerations ......................................... 6-18 HOV Roadway Operations ...................................... 6-20 Operating Efficiency .......................................... 6-20 Considerations for 2+ Versus 3+ Occupancy Requirement ............. 6-20 Hours of Operations .......................................... -

CPCCST3003A Split Stone Manually
CPCCST3003A Split stone manually Release: 1 CPCCST3003A Split stone manually Date this document was generated: 26 May 2012 CPCCST3003A Split stone manually Modification History Not Applicable Unit Descriptor Unit descriptor This unit specifies the outcomes required to split stone using a range of methods for both hard and soft stone. Application of the Unit Application of the unit This unit of competency supports the achievement of skills and knowledge to split stone manually, which may include working with others and as a member of a team. Licensing/Regulatory Information Not Applicable Pre-Requisites Prerequisite units CPCCOHS2001A Apply OHS requirements, policies and procedures in the construction industry Approved Page 2 of 11 © Commonwealth of Australia, 2012 Construction & Property Services Industry Skills Council CPCCST3003A Split stone manually Date this document was generated: 26 May 2012 Employability Skills Information Employability skills This unit contains employability skills. Elements and Performance Criteria Pre-Content Elements describe the Performance criteria describe the performance needed to essential outcomes of a demonstrate achievement of the element. Where bold unit of competency. italicised text is used, further information is detailed in the required skills and knowledge section and the range statement. Assessment of performance is to be consistent with the evidence guide. Approved Page 3 of 11 © Commonwealth of Australia, 2012 Construction & Property Services Industry Skills Council CPCCST3003A Split stone manually Date this document was generated: 26 May 2012 Elements and Performance Criteria ELEMENT PERFORMANCE CRITERIA 1. Plan and prepare. 1.1. Work instructions and operational details are obtained using relevant information, confirmed and applied for planning and preparation purposes. -

Strength Properties of Meta Kaolin & Fly Ash Plane
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 02 Issue: 09 | Dec-2015 www.irjet.net p-ISSN: 2395-0072 STRENGTH PROPERTIES OF META KAOLIN & FLY ASH PLANE CEMENT CONCRETE Dr. Rajamanya V. S.1, Kulkarni N. K.2 1 Professor & HOD, Department of Civil Engineering, MBES College of Engineering, Ambajogai, Maharashtra,India 2 Asst. Professor, Department of Civil Engineering, MBES College of Engineering, Ambajogai, Maharashtra,India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - The present report deals with the effects of the use of Natural Pozzolans like Meta kaolin as a possible mineral admixtures, by partial replacement of cement, partial replacement for cement. Amongst the various in terms of improved performance on compressive and methods used to improve the durability of concrete, and to flexural strengths.Experimental work was carried out achieve high performance concrete, the use of Meta kaolin to investigate the effect of Meta kaolin and Fly ash by is a relatively new approach. Meta kaolin, or heat-treated partial replacing cement and keeping same water clay, may be used as a Supplementary Cementations cement ratio to ordinary concrete & meta kaolin and fly Material in concrete to reduce cement consumption, to ash. In this program we are going to construct 48 cube increase strength. Meta kaolin reduces the porosity of samples of size 150mmx150mmx150mm for different concrete. Plain concrete possesses a very low tensile percentages of Meta kaolin and Fly ash with partial strength, limited ductility and little resistance to cracking. replacement of cement will casted and tested. The Concrete is one of the most common materials used in the concrete mixes had 0%,5%,10%,15% of Fly ash and construction industry. -

Replacement of Davis Avenue Bridge Over Indian Harbor Bridge No
REPLACEMENT OF DAVIS AVENUE BRIDGE OVER INDIAN HARBOR BRIDGE NO. 05012 November 19, 2019 1 MEETING AGENDA • Project Team • Project Overview • Existing Conditions • Alternatives Considered • Traffic Impacts • Proposed Alternative • Railing Options • Construction Cost / Schedule • Contact Information • Questions 2 PROJECT TEAM Town of Greenwich Owner Alfred Benesch & Company Prime Consultant, Structural, Highway, Hydraulic, Drainage Design GZA GeoEnvironmantal Inc. Environmental Permitting Didona Associates Landscape Architects, LLC Landscaping Services, Planning 3 LOCATION MAP EXIT 4 EXIT 3 BRIDGE LOCATION 4 AERIAL VIEW BRIDGE LOCATION 5 PROJECT TIMELINE CURRENT PROJECT STATUS INVESTIGATION ALTERNATIVES PRELIMINARY FINAL CONSTRUCTION PHASE ASSESSMENT DESIGN DESIGN Spring to Fall 2020 February 2018 to June 2018 to January 2019 to May 2019 to May 2018 January 2019 April 2019 December 2019 6 PROJECT GOALS • Correct Existing Deficiencies of the Bridge (Structural and Functional) • Improve Multimodal Traffic Flow at Bridge Crossing (Vehicles / Bicycles / Pedestrians) • Maintain / Enhance Safety at Bridge Crossing • Meet Local, State, and Federal Requirements 7 EXISTING BRIDGE – BRIDGE PLAN 8 EXISTING BRIDGE – CURRENT PLAN VIEW 9 EXISTING BRIDGE Existing Bridge Data • Construction Year: 1934 • Structure Type: Concrete Slab Supported on Stone Masonry Abutments and Pier • Structure Length: 37’‐3” (17’‐1” Span Lengths) • Bridge Width: 43’+ (Outside to Outside) • Lane Configuration: Two Lanes, Two 4’ Sidewalks • Existing Utilities: Water, Gas (Supported -

A Masonry Wall and Slide Repair Using Soil Nails and Rock Dowels Drew Gelfenbein, Christopher Benda, PE and Peter Ingraham, PE 1.0 Background
A Masonry Wall and Slide Repair Using Soil Nails and Rock Dowels Drew Gelfenbein, Christopher Benda, PE and Peter Ingraham, PE 1.0 Background In the middle of August 2003, Vermont experienced several days of very heavy rains which precipitated a slide failure on Vermont Route 73 in Forest Dale at approximately mile marker 6.36. A blocked culvert on the south side of VT 73 caused an overflow of water across the road surface and over an asphalt and wood curb down an embankment. This resulted in a significant amount of erosion, undermining of the road surface (Figure 1) and a washout of a timber cribbing retaining structure Figure 1: Undermining of north side of VT 73 located on the top of a mortared masonry wall (Figure 2). in Forest Dale. In the project area, VT 73 is constructed on a retained embankment in steep terrain formed in sub-vertically dipping schistose meta-greywacke. The embankment along a valley sidewall was originally built by constructing masonry retaining structures to span between a series of rock knobs. Soils mantling the rock in the valley consist of dense glacial till. The natural terrain was incised by the Neshobe River, which occupies the valley floor approximately 80 feet below and 100 feet north of the project retaining walls. After site visits by Vermont Agency of Transportation (VTrans) staff, it was decided that the laid up masonry wall immediately west of the slide area was also in desperate need of repair. The laid up masonry wall (Figure 3) was observed to have broken and missing blocks. -

CONCRETE Pavingtechnology Concrete Intersections a Guide for Design and Construction
CONCRETE PAVINGTechnology Concrete Intersections A Guide for Design and Construction Introduction Traffic causes damage to pavement of at-grade street and road intersections perhaps more than any other location. Heavy vehicle stopping and turning can stress the pavement surface severely along the approaches to an intersection. The pavement within the junction (physical area) of an intersection also may receive nearly twice the traffic as the pavement on the approaching roadways. At busy intersections, the added load and stress from heavy vehicles often cause asphalt pavements to deteriorate prematurely. Asphalt surfaces tend to rut and shove under the strain of busses and trucks stopping and turning. These deformed surfaces become a safety concern for drivers and a costly maintenance problem for the roadway agency. Concrete pavements better withstand the loading and turning movements of heavy vehicles. As a result, city, county and state roadway agencies have begun rebuilding deteriorated asphalt intersections with con- crete pavement. These agencies are extending road and street system maintenance funds by eliminating the expense of intersections that require frequent maintenance. At-grade intersections along business, industrial and arterial corridor routes are some of the busiest and most vital pavements in an urban road network. Closing these roads and intersections for pavement repair creates costly traffic delays and disruption to local businesses. Concrete pavements provide a long service life for these major corridors and intersections. Concrete pavements also offer other advantages for As a rule, it is important to evaluate the existing pave- intersections: ment condition before choosing limits for the new concrete pavement. On busy routes, it may be desir- 1. -

Concrete Sidewalk Specifications
CONCRETE SIDEWALK SPECIFICATIONS GENERAL Concrete sidewalks shall be constructed in accordance with these specifications and the requirements of the State of Wisconsin, Department of Transportation, Standard Specifications for Road and Bridge Construction, Current Edition (hereafter “Standard Specifications”). Concrete sidewalks shall conform to the lines and grades established by the City Engineer. All removal and replacements will be made as ordered by the City Engineer. The Contractor shall construct one-course sidewalks of a minimum thickness of four (4) inches in accordance with the plans and specifications. Sidewalk through a driveway section shall be a minimum thickness of six (6) inches. Concrete driveway approaches shall be a minimum thickness of six (6) inches. SUBGRADE A new sub-base may be required by the Engineer if, in his opinion, the soil in the subgrade is soft or spongy in places and will swell or shrink with changes in its moisture content. If a new sub- base is required, it shall consist of granular material and shall be spread to a depth of at least three (3) inches and thoroughly compacted. While compacting the sub-base the material shall be thoroughly wet and shall be wet when the concrete is deposited but shall not show any pools of water. If the Contractor undercuts the subgrade two (2) inches or more, he shall, at his expense, bring the subgrade to grade by using gravel fill and it shall be thoroughly compacted. Where sidewalk is placed over excavations such as tree roots or sewer laterals, four (4) one-half (1/2) inch reinforcing bars shall be placed to prevent settling or cracking of the sidewalk. -

Concrete Pavementspavements N a a T T I I O O N N a a L L
N N a a t t i i o o n n a a Technical Services l l , R R o o u u n n d d a a b b o o Vail, Colorado u u t t May 22-25, 2005 Steve Waalkes, P.E. C C o o n n f f e e r r e e Managing Director n n c American Concrete Pavement Association c e e 2 2 0 0 0 0 5 5 TRB National Roundabouts Conference D D Concrete Roundabouts R R Concrete Roundabouts A A F F T T N N a a Flexible Uses liquid asphalt as binder Pro: usually lower cost Con: requires frequent maintenance & rehabilitation t t i i Asphalt o o n n a a l l R R o o u u n n d d a a b b o o u u t t C C Terminology Terminology o o n n f f e e r r e e n n c c e e 2 2 0 0 0 0 5 5 D D R R A A Rigid Uses cement as binder Pro: longer lasting Con: higher cost Concrete F F T T N N a a t t i i o o n n a a l l R R o o u u n n d d a a b b o o u u t t C C o o s n n c f f e i e r r t e e n n e y c c t e h e t 2 2 e 0 0 f s 0 0 aterials onstructability a e conomics 5 erformance (future maintenance) 5 Why Concrete Roundabouts? Why Concrete Roundabouts? D D E C P M R R • • • • •S •A A A F F T T Realize there is a choice N N a a t t i i o o n n a a l l R R o o u u n n d d a a b b o o u u t t C C o o n n f f e e r r e e n n c c e e 2 2 0 0 0 0 What performance characteristics of Where do we typically use concrete pavement? (situations, traffic conditions, applications, etc.) concrete pavement make it the best choice for roundabouts? 5 5 Why Concrete Roundabouts? Why Concrete Roundabouts? D D R R 1. -

The Art of Stone Masonry in the Rockbridge County Area (1700 to Present)
The Art of Stone Masonry In the Rockbridge County Area (1700 to present) Steven Connett Archaeology 377 5/25/83 Dr. McDaniel The art of stone masonry in the Shenandoah valley seems to be somewhat of a mystery prior to the nineteenth century. However, as some of us have learned from the anthropology 101 course: The absence of artifacts (documents in this case) is just as important as the presence of artifacts. In order to make sure that the lack of information was not due to my possible incompetence in research, I spoke with a current day stone masoner named Alvis Reynolds. Mr. Reynolds relayed t o me that when he was trying to learn the skills of stone masonry he, too, had great difficulty in obtaining information and thus decided to teach himself this art through the process of trial and error. Although this information did not directly aid me in my research, Mr. Reynolds did provide me with a bit of information that allowed me to derive a hypothesis on why there is this unusual lack of information in this line of study. I will state my hypothesis in this paper, however, I will not be able to prove it or disprove it due to the deficiency in available information. Mr. Reynolds explained to me that in the eighteenth century there were nomadic stone masoners. These nomadic workers went from valley to valley in search of people who needed help with building their houses. Since these people did not know how to cut stone themselves (after all, stone cutting is not the type of thing that is innate to most people) they had no choice but to p~y these men for their services or go unsheltered. -
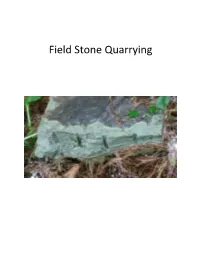
Field Stone Quarrying
Field Stone Quarrying The depression in front of you contains the remains of a field stone quarrying site. The early settlers of this area typically used existing field stones to build rock walls, dry laid foundations for buildings, and small mill dams. When the rocks were too large to move, or for their intended use, they were split using hand tools. The usual splitting process used a series of wedges along the intended crack direction. The wedges were typically fashioned of steel by a blacksmith who then hardened them through quenching and tempering. Steel was expensive at the time but the typical wrought iron that a blacksmith used was much too soft to serve as a rock splitting wedge. The wedges were of two types, those to be used in rectangular holes and those for round holes. Rectangular holes were made in the rock using a cape chisel and cylindrical holes made with a plug or a star drill. The cape chisel was pounded with a hammer to create a rectangular hole. The plug drill (2 cutting edges) or star drill (4 cutting edges) were rotated slightly between each hammer blow to break up a new surface at the bottom of the hole. During the process, the drill was pulled out and the hole was cleared of rock Top to bottom: Cape chisel, plug drill, star drill. dust, typically by blowing through a small tube inserted in the hole. In the case of the round hole, the wedge was inserted between two semi-cylindrical tapered inverted wedges (“feathers”) in a hole drilled by hand in the rock. -

TIPS for MIXING MORTAR for MASONRY Masonry Cement Is Basically Normal Portland Cement with Ingredients to Provide the Plasticity Required for Masonry Work
TIPS FOR MIXING MORTAR FOR MASONRY Masonry Cement is basically normal Portland cement with ingredients to provide the plasticity required for masonry work. Masonry cements are pre-packaged as either Type N Masonry Cement or Type S Masonry Cement. Type N Masonry mortar is recommended for general use in non-load bearing walls as well as in exterior veneer walls not requiring high strength. Type S Masonry mortar is recommended for use in all masonry be- low grade as well as in exterior load bearing walls requiring high strength. Type N Masonry Cement or Type S Masonry Cement can also be used in parging and stucco work. DO NOT use masonry cements for concrete jobs. Masonry cements are mixed with sand in the following proportions (by volume).: 1 part Type N or Type S Masonry Cement 3 parts damp, loose brick sand Mix the cement and sand. Add water until the mortar is of suit- able “buttery” consistency. One bag of masonry cement is required to lay 35-40 blocks or 135 bricks. Caution: Freshly mixed cement, mortar, concrete, or grout may cause skin injury. Avoid contact with skin whenever possible and wash ex- posed skin areas promptly with water. If any cement or cement mix- tures get into the eyes, rinse immediately and repeatedly with water and get prompt medical attention. Keep children away from cement powder and all freshly mixed cement products. This publication is intended for general information purposes only. St. Marys Cement Inc. disclaim any and all responsibility and liability for the application of the informa- tion contained in this publication to the full extent permitted by law. -

Problem Statement 1-4-1. Portland Cement Concrete Pavement Mix Design System Integration Stage 1: Volumetrics-Based Mix Design (Mix Proportioning)
Long-Term Plan for Concrete Pavement Research and Technology—The Concrete Pavement Road Map (Second Generation): Volume II, Tracks PUBLICATION NO. FHWA-HRT-11-070 JULY 2012 Research, Development, and Technology Turner-Fairbank Highway Research Center 6300 Georgetown Pike McLean, VA 22101-2296 FOREWORD The concrete paving industry has experienced many changes in the last 15 years. In order for concrete pavement to achieve its full potential in the 21st century, the industry has identified trends that call for dramatic, even revolutionary, improvements. Aiming for a holistic approach, the improvements can best be implemented through a carefully developed and aggressively implemented strategic plan for research and technology transfer known as the Long-Term Plan for Concrete Pavement Research and Technology (CP Road Map). This is volume II of two volumes. It provides the background and summary information on the effort that led to the CP Road Map. Jorge E. Pagán-Ortiz Director, Office of Infrastructure Research and Development Notice This document is disseminated under the sponsorship of the U.S. Department of Transportation in the interest of information exchange. The U.S. Government assumes no liability for the use of the information contained in this document. This report does not constitute a standard, specification, or regulation. The U.S. Government does not endorse products or manufacturers. Trademarks or manufacturers’ names appear in this report because they are considered essential to the objective of the document. Quality Assurance Statement The Federal Highway Administration (FHWA) provides high-quality information to serve the Government, industry, and the public in a manner that promotes public understanding.