Direct Etching at the Nanoscale Through Nanoparticle-Directed Capillary Condensation M
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Capillary Condensation in Confined Media
Capillary Condensation in Confined Media Elisabeth Charlaix1 and Matteo Ciccotti2,∗ Handbook of Nanophysics - Volume 1 Edited by Klaus Sattler CRC Press (To appear in June 2010) 1Laboratoire de Physique de la Mati`ere Condens´ee et Nanostructures, UMR5586, CNRS, Universit´eClaude Bernard Lyon 1, Domaine Scientifique de la Doua, Bˆatiment L´eon Bril- louin, 43 Boulevard du 11 novembre 1918, 69622, Villeurbanne, France 2Laboratoire des Collo¨ıdes, Verres et Nanomat´eriaux, UMR 5587, CNRS, Universit´e Montpellier 2, Place Bataillon, cc26, 34095, Montpellier, France Keywords : capillary condensation, confined fluids, wetting, SFA, AFM ∗ e-mail: [email protected] phone: +33-(0)4-67143529 Abstract We review here the physics of capillary condensation of liquids in confined media, with a special regard to the application in nanotechnologies. The thermodynamics of capillary condensation and thin film adsorption are first exposed along with all the relevant notions. The focus is then shifted to the modelling of capillary forces, to their measurements techniques (including SFA, AFM and crack tips) and to their influence on AFM imaging techniques as well as on the static and dynamic friction properties of solids (including granular heaps and sliding nanocontacts). A great attention is spent in investigating the delicate role of the surface roughness and all the difficulties involved in the reduction of the probe size to nanometric dimensions. Another major consequence of capillary condensation in nanosystems is the activation of several chemical and corrosive processes that can significantly alter the surface properties, such as dissolution/redeposition of solid materials and stress-corrosion arXiv:0910.4626v1 [physics.flu-dyn] 24 Oct 2009 crack propagation. -

Capillary Condensation of Colloid–Polymer Mixtures Confined
INSTITUTE OF PHYSICS PUBLISHING JOURNAL OF PHYSICS: CONDENSED MATTER J. Phys.: Condens. Matter 15 (2003) S3411–S3420 PII: S0953-8984(03)66420-9 Capillary condensation of colloid–polymer mixtures confined between parallel plates Matthias Schmidt1,Andrea Fortini and Marjolein Dijkstra Soft Condensed Matter, Debye Institute, Utrecht University, Princetonplein 5, 3584 CC Utrecht, The Netherlands Received 21 July 2003 Published 20 November 2003 Onlineatstacks.iop.org/JPhysCM/15/S3411 Abstract We investigate the fluid–fluid demixing phase transition of the Asakura–Oosawa model colloid–polymer mixture confined between two smooth parallel hard walls using density functional theory and computer simulations. Comparing fluid density profiles for statepoints away from colloidal gas–liquid coexistence yields good agreement of the theoretical results with simulation data. Theoretical and simulation results predict consistently a shift of the demixing binodal and the critical point towards higher polymer reservoir packing fraction and towards higher colloid fugacities upon decreasing the plate separation distance. This implies capillary condensation of the colloid liquid phase, which should be experimentally observable inside slitlike micropores in contact with abulkcolloidal gas. 1. Introduction Capillary condensation denotes the phenomenon that spatial confinement can stabilize a liquid phase coexisting with its vapour in bulk [1, 2]. In order for this to happen the attractive interaction between the confining walls and the fluid particles needs to be sufficiently strong. Although the main body of work on this subject has been done in the context of confined simple liquids, one might expect that capillary condensation is particularly well suited to be studied with colloidal dispersions. In these complex fluids length scales are on the micron rather than on the ångstrom¨ scale which is typical for atomicsubstances. -

Thickness and Structure of Adsorbed Water Layer and Effects on Adhesion and Friction at Nanoasperity Contact
colloids and interfaces Review Thickness and Structure of Adsorbed Water Layer and Effects on Adhesion and Friction at Nanoasperity Contact Chen Xiao 1, Pengfei Shi 1, Wenmeng Yan 1, Lei Chen 1,*, Linmao Qian 1 and Seong H. Kim 1,2 1 Tribology Research Institute, Key Laboratory of Advanced Technology of Materials, Ministry of Education, Southwest Jiaotong University, Chengdu 610031, China 2 Department of Chemical Engineering and Materials Research Institute, The Pennsylvania State University, University Park, PA 16802, USA * Correspondence: [email protected]; Tel.: +86-159-8213-9010 Received: 30 June 2019; Accepted: 2 August 2019; Published: 6 August 2019 Abstract: Most inorganic material surfaces exposed to ambient air can adsorb water, and hydrogen bonding interactions among adsorbed water molecules vary depending on, not only intrinsic properties of material surfaces, but also extrinsic working conditions. When dimensions of solid objects shrink to micro- and nano-scales, the ratio of surface area to volume increases greatly and the contribution of water condensation on interfacial forces, such as adhesion (Fa) and friction (Ft), becomes significant. This paper reviews the structural evolution of the adsorbed water layer on solid surfaces and its effect on Fa and Ft at nanoasperity contact for sphere-on-flat geometry. The details of the underlying mechanisms governing water adsorption behaviors vary depending on the atomic structure of the substrate, surface hydrophilicity and atmospheric conditions. The solid surfaces reviewed in this paper include metal/metallic oxides, silicon/silicon oxides, fluorides, and two-dimensional materials. The mechanism by which water condensation influences Fa is discussed based on the competition among capillary force, van der Waals force and the rupture force of solid-like water bridge. -

Capillary Condensation in Confined Media Elisabeth Charlaix, Matteo Ciccotti
Capillary Condensation in Confined Media Elisabeth Charlaix, Matteo Ciccotti To cite this version: Elisabeth Charlaix, Matteo Ciccotti. Capillary Condensation in Confined Media. 2009. hal-00424951 HAL Id: hal-00424951 https://hal.archives-ouvertes.fr/hal-00424951 Preprint submitted on 19 Oct 2009 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Capillary Condensation in Confined Media Elisabeth Charlaix1 and Matteo Ciccotti2,∗ Handbook of Nanophysics - Volume 1 Edited by Klaus Sattler CRC Press (To appear in June 2010) 1Laboratoire de Physique de la Mati`ere Condens´ee et Nanostructures, UMR5586, CNRS, Universit´eClaude Bernard Lyon 1, Domaine Scientifique de la Doua, Bˆatiment L´eon Bril- louin, 43 Boulevard du 11 novembre 1918, 69622, Villeurbanne, France 2Laboratoire des Collo¨ıdes, Verres et Nanomat´eriaux, UMR 5587, CNRS, Universit´e Montpellier 2, Place Bataillon, cc26, 34095, Montpellier, France Keywords : capillary condensation, confined fluids, wetting, SFA, AFM ∗ e-mail: [email protected] phone: +33-(0)4-67143529 Abstract We review here the physics of capillary condensation of liquids in confined media, with a special regard to the application in nanotechnologies. The thermodynamics of capillary condensation and thin film adsorption are first exposed along with all the relevant notions. -

Revisiting Kelvin Equation and Peng–Robinson Equation of State For
www.nature.com/scientificreports OPEN Revisiting Kelvin equation and Peng–Robinson equation of state for accurate modeling of hydrocarbon phase behavior in nano capillaries Ilyas Al‑Kindi & Tayfun Babadagli* The thermodynamics of fuids in confned (capillary) media is diferent from the bulk conditions due to the efects of the surface tension, wettability, and pore radius as described by the classical Kelvin equation. This study provides experimental data showing the deviation of propane vapour pressures in capillary media from the bulk conditions. Comparisons were also made with the vapour pressures calculated by the Peng–Robinson equation‑of‑state (PR‑EOS). While the propane vapour pressures measured using synthetic capillary medium models (Hele–Shaw cells and microfuidic chips) were comparable with those measured at bulk conditions, the measured vapour pressures in the rock samples (sandstone, limestone, tight sandstone, and shale) were 15% (on average) less than those modelled by PR‑EOS. Abbreviations SAGD Steam assisted gravity drainage C5+ Pentane and higher carbon number hydrocarbons EOR Enhanced oil recovery SOS-FR Steam-over-solvents in fractured reservoir CSS Cyclic steam stimulation EOS Equation-of-state SRP Solvent retrieval process PVT Pressure–volume-temperature CO2 Carbon dioxide PR-EOS Peng–Robinson equation-of-state K Kelvin vL Liquid molar volume r Droplet radius γ Surface tension R Universal gas constant T Temperature P∞ Vapour pressure at fat surface Pr Vapour pressure at curved interface Tr Temperature at porous medium T∞ Temperature at bulk medium Hvap Heat of vaporization Vm Molar volume ZC Critical compressibility factor Department of Civil and Environmental Engineering, School of Mining and Petroleum Engineering, University of Alberta, 7-277 Donadeo Innovation Centre for Engineering, 9211-116th Street, Edmonton, AB T6G 1H9, Canada. -

Direct Evidence for Curvature-Dependent Surface Tension in Capillary Condensation: Kelvin Equation at Molecular Scale
PHYSICAL REVIEW X 8, 041046 (2018) Direct Evidence for Curvature-Dependent Surface Tension in Capillary Condensation: Kelvin Equation at Molecular Scale † Seongsoo Kim,1, Dohyun Kim,1 Jongwoo Kim,1,2 Sangmin An,1 and Wonho Jhe1,* 1Center for 0D Nanofluidics, Institute of Applied Physics, Department of Physics and Astronomy, Seoul National University, Seoul 08826, Republic of Korea 2Center for Convergent Research of Emerging Virus Infection, Korea Research Institute of Chemical Technology, Daejeon 34114, Republic of Korea (Received 11 August 2018; revised manuscript received 20 October 2018; published 12 December 2018) Capillary condensation is the first-order vapor-to-liquid phase transition taking place in confined geometries. Such heterogeneous nucleation has been well described by thermodynamic laws such as the Kelvin equation, but the equation’s applicability at the nanoscale is still unresolved. Here, we show that the Kelvin equation is valid down to approximately 0.5 nm radius of curvature when the curvature dependence of surface tension is taken into account. By the shear-mode atomic force microscopy, we have measured directly and accurately the critical tip-surface distance (dc) at which the water meniscus is capillary condensed in ambient condition; e.g., dc ≈ 1.2 nm at 10% relative humidity. In particular, we can determine the Tolman length, the unique characteristic of the curvature-dependent surface tension, as the single fitting parameter (δ ¼ 0.21 Æ 0.05 nm). Our results that unify the validity of the Kelvin equation at molecular scale and the characterization of the curvature effect of surface tension may provide a better understanding of general nucleation phenomena in nature, including the role of nanometric aerosols in cloud formation. -

Capillary Adhesion and Friction: an Approach with the AFM Circular Mode
Capillary adhesion and friction : an approach with the AFM Circular Mode Hussein Nasrallah To cite this version: Hussein Nasrallah. Capillary adhesion and friction : an approach with the AFM Circular Mode. Other [cond-mat.other]. Université du Maine, 2011. English. NNT : 2011LEMA1011. tel-00651818 HAL Id: tel-00651818 https://tel.archives-ouvertes.fr/tel-00651818 Submitted on 14 Dec 2011 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. UNIVERSITE DU MAINE LABORATOIRE DE PHYSIQUE DE L 'E TAT CONDENSE – MOLECULAR LANDSCAPES AND BIOPHOTONIC SKYLINE GROUP -UMR CNRS 6087 PhD Thesis Specialty: Physics and Condensed Matter Capillary adhesion and friction –An approach with the AFM Circular Mode Defended on December 5 th , 2011 by Hussein NASRALLAH In front of the jury composed of: Ernst MEYER Professor - University of Basel – Switzerland President Liliane LEGER Professor Emérite - Université Paris-Sud XI Orsay - France Reviewer Denis MAZUYER Professor - Ecole Centrale de Lyon - France Reviewer Dominique AUSSERRE Director of Research - CNRS - Université du Maine - France Examinator Pierre-Emmanuel MAZERAN Associate Professor (HDR) - Université de Compiègne - France Collaborator Olivier NOEL Associate Professor - Université du Maine - France Thesis Director II Abstract The aim of this thesis is concerned with the influence of sliding velocity on capillary adhesion at the nanometer scale. -

Capillary Condensation in Cylindrical Nanopores Silvina M. Gatica† And
Capillary condensation in cylindrical nanopores Silvina M. Gatica† and Milton W. Cole Department of Physics and Materials Research Institute 104 Davey Laboratory Pennsylvania State University University Park, PA 16802 †Corresponding author. Current address: School of Computational Science, MS 5C3 George Mason University Fairfax, VA 22030 [email protected] Abstract Using grand canonical Monte Carlo simulations, we have explored the phenomenon of capillary condensation (CC) of Ar at the triple temperature inside infinitely long, cylindrical pores. Pores of radius R= 1 nm, 1.7 nm and 2.5 nm have been investigated, using a gas-surface interaction potential parameterized by the well-depth D of the gas on a planar surface made of the same material as that comprising the porous host. For strongly attractive situations, i.e., large D, one or more (depending on R) Ar layers adsorb successively before liquid fills the pore. For very small values of D, in contrast, negligible adsorption occurs at any pressure P below saturated vapor pressure P0; above saturation, there eventually occurs a threshold value of P at which the coverage jumps from empty to full, nearly discontinuously. Hysteresis is found to occur in the simulation data whenever abrupt CC occurs, i.e. for R≥ 1.7 nm, and for small D when R=1nm. Then, the pore-emptying branch of the adsorption isotherm exhibits larger N than the pore- filling branch, as is known from many experiments and simulation studies. The relation between CC and wetting on planar surfaces is discussed in terms of a threshold value of D, which is about one-half of the value found for the wetting threshold on a planar surface. -

A Review of Bulk Powder Caking
Powder Technology 313 (2017) 389–401 Contents lists available at ScienceDirect Powder Technology journal homepage: www.elsevier.com/locate/powtec Review A review of bulk powder caking U. Zafar a, V. Vivacqua a,G.Calverta,1,M.Ghadiria,⁎, J.A.S. Cleaver b a Institute of Particle Science and Engineering, School of Chemical and Process Engineering, University of Leeds, Leeds LS2 9JT, UK b Department of Chemical and Process Engineering, University of Surrey, Guildford GU2 7XH, England, UK article info abstract Article history: The handling and storage of bulk powders is common in many industries such as detergent, pharmaceutical, bulk Received 31 October 2016 chemical and food. A lot of materials are susceptible to changes with time that may lead to bulk powder caking, Received in revised form 13 February 2017 resulting in an unmanageable powder and process downtime, which impacts upon profitability. In this review Accepted 14 February 2017 the current state of the art related to powder caking is explored. The relevant interparticle interactions are Available online 21 February 2017 discussed with respect to elastic and plastic deformations and the development of liquid and solid bridges due Keywords: to capillary condensation, sintering and solvent evaporation. The environmental, i.e. temperature and humidity, fl Powder caking and the mechanical conditions can heavily in uence the transformation of a bulk powder and a number of Caking mechanism studies are available that attempt to relate these conditions to caking. A significant amount of work related to Assessing powder caking the caking behaviour of amorphous powders is available in the literature. Amorphous materials are susceptible to caking due to environmental conditions influencing the glass transition temperature. -

Direct Measurement of the Capillary Condensation Time of a Water Nanobridge Received: 9 November 2017 Miguel V
www.nature.com/scientificreports OPEN Direct measurement of the capillary condensation time of a water nanobridge Received: 9 November 2017 Miguel V. Vitorino 1,2, Arthur Vieira1,2, Carolina A. Marques 1,2 & Mario S. Rodrigues 1,2 Accepted: 30 August 2018 Water menisci wet all sorts of cavities, produce among the most intense forces at the nanoscale and Published: xx xx xxxx play a role in many physical and chemical processes. The physical properties of these menisci are therefore relevant to understand a multitude of phenomena at the nanoscale where these are involved. Here, using a force feedback microscope, we directly measured the capillary condensation time of a water meniscus, by approaching two surfaces at diferent speeds and monitoring the relative position of the surfaces at the instant the meniscus is formed. If one wants to describe the nanoscale with only a few words, one of those can be’wet’. Tis is because when water vapor is confned below critical dimensions, a water capillary bridge spontaneously condenses1–3. It is an ubiquitous phenomenon, present in all sorts of cavities4 and produces one of the most intense forces at the nano- scale. Tis phenomenon directly infuences a diversity of systems, including sand castles5,6, protein folding7,8, insect attachment mechanisms9, surface chemistry3 or friction10–12 and, due to the strong adhesion forces it pro- duces, it also has an impact on micro- and nanoelectromechanical systems3,13–15. Nanoscale probing tools such as Atomic Force Microscopy (AFM), sufer directly from the presence of capillary bridges, that ofen produce jump-to-contact of the tip towards the sample surface, preventing accurate tip-sample force characterization16. -

Capillary Condensation and Capillary Pressure of Methane in Carbon Nanopores: Molecular Dynamics Simulations of Nanoconfinement Effects
Fluid Phase Equilibria 459 (2018) 196e207 Contents lists available at ScienceDirect Fluid Phase Equilibria journal homepage: www.elsevier.com/locate/fluid Capillary condensation and capillary pressure of methane in carbon nanopores: Molecular Dynamics simulations of nanoconfinement effects * Mohammad Sedghi , Mohammad Piri Department of Petroleum Engineering, University of Wyoming, 1000 E. University Avenue, Laramie, WY 82071, United States article info abstract Article history: Two main groups of thought have emerged over the past decade to improve thermodynamic modeling of Received 20 August 2017 capillary condensation of nanoconfined fluids. One approach has been developed on the premise of using Received in revised form shifted critical parameters for the condensed phase to account for the wall-fluid interactions, while the 29 October 2017 other one considers a pressure difference across the interface between the condensed and the bulk phases. Accepted 16 December 2017 This pressure difference is the capillary pressure that exists across a curved meniscus formed in a capillary Available online 18 December 2017 pore. For nanoconfinement, a modified Laplace equation has been utilized to calculate the capillary pressure to take into account the confinement effects that become more prominent as the pore size reduces. For small Keywords: fi Capillary condensation pores of a few nanometers in size, however, the impact of structural forces known as nanocon nement fi fi Capillary pressure effects, on the pressure of the con ned phase becomes more signi cant. In this work, we studied the Modified laplace equation capillary pressure of methane at the capillary condensation point in graphite pores smaller than 7 nm, to Nanoconfinement effects verify whether the confined phase can experience a negative pressure at capillary condensation point and whether we can accurately predict this pressure from thermodynamic equations. -
Adhesion Forces Measured by Atomic Force Microscopy in Humid Air
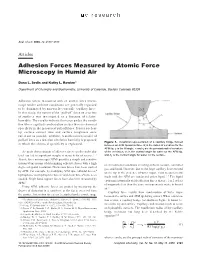
Anal. Chem. 2000, 72, 2183-2189 Articles Adhesion Forces Measured by Atomic Force Microscopy in Humid Air Dana L. Sedin and Kathy L. Rowlen* Department of Chemistry and Biochemistry, University of Colorado, Boulder Colorado 80309 Adhesive forces measured with an atomic force micro- scope under ambient conditions are generally regarded to be dominated by non-surface-specific capillary force. In this study, the nature of the ªpull-offº force on a variety of surfaces was investigated as a function of relative humidity. The results indicate that even under the condi- tion where capillary condensation occurs there is chemical specificity in the measured pull-off force. Issues such as tip-surface contact time and surface roughness were ruled out as possible artifacts. A mathematical model of pull-off force as a function of relative humidity is proposed Figure 1. Graphical representation of a capillary bridge formed in which the chemical specificity is explained. between an AFM tip and surface. Rt is the radius of curvature for the AFM tip, ψ is the fill angle, r1 and r2 are the principal radii of curvature Accurate determination of adhesive forces on the molecular of the meniscus, θ1 is the contact angle for water on the AFM tip, - level has led to significant insight in many fields of science.1 3 and θ2 is the contact angle for water on the surface. Atomic force microscopy (AFM) provides a simple and sensitive (piconewton) means of determining adhesive forces with a high of environmental conditions including ambient, vacuum, controlled degree of spatial resolution.2 Numerous forces have been studied gas, and liquid.