Review on Production of Benzene from Petroleum Associated Gas by Dehydro- Aromatization, Partial Oxidation of Methane and Methanol-To-Aromatics Processes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

By Exemestane, a Novel Irreversible Aromatase Inhibitor, in Postmenopausal Breast Cancer Patients1
Vol. 4, 2089-2093, September 1998 Clinical Cancer Research 2089 In Vivo Inhibition of Aromatization by Exemestane, a Novel Irreversible Aromatase Inhibitor, in Postmenopausal Breast Cancer Patients1 Jfirgen Geisler, Nick King, Gun Anker, ation aromatase inhibitor AG3 has been used for breast cancer Giorgio Ornati, Enrico Di Salle, treatment for more than two decades (1). Because of substantial side effects associated with AG treatment, several new aro- Per Eystein L#{248}nning,2 and Mitch Dowsett matase inhibitors have been introduced in clinical trials. Department of Oncology, Haukeland University Hospital, N-502l Aromatase inhibitors can be divided into two major classes Bergen, Norway [J. G., G. A., P. E. L.]; Academic Department of Biochemistry, Royal Marsden Hospital, London, SW3 6JJ, United of compounds, steroidal and nonsteroidal drugs. Nonsteroidal Kingdom [N. K., M. D.]; and Department of Experimental aromatase inhibitors include AG and the imidazole/triazole Endocrinology, Pharmacia and Upjohn, 20014 Nerviano, Italy [G. 0., compounds. With the exception of testololactone, a testosterone E. D. S.] derivative (2), steroidal aromatase inhibitors are all derivatives of A, the natural substrate for the aromatase enzyme (3). The second generation steroidal aromatase inhibitor, 4- ABSTRACT hydroxyandrostenedione (4-OHA, formestane), was found to The effect of exemestane (6-methylenandrosta-1,4- inhibit peripheral aromatization by -85% when administered diene-3,17-dione) 25 mg p.o. once daily on in vivo aromati- by the i.m. route at a dosage of 250 mg every 2 weeks as zation was studied in 10 postmenopausal women with ad- recommended (4) but only by 50-70% (5) when administered vanced breast cancer. -

Hydrogen Transfer and Activation of Propane and Methane on ZSM5-Based Catalysts
Catalysis Letters 21 (1993) 55-70 55 Hydrogen transfer and activation of propane and methane on ZSM5-based catalysts Enrique Iglesia 1 and Joseph E. Baumgartner Corporate Research Laboratories, Exxon Research and Engineering, Route 22 East, Annandale, NJ08801, USA Received 12 April 1993; accepted 4 June 1993 Hydrogen exchange between undeuterated and perdeuterated light alkanes (CD4-C3Hs, C3Ds-C3Hs) occurs on H-ZSM5 and on Ga- and Zn-exchanged H-ZSM5 at 773 K. Alkane conversion to aromatics occurs much more slowly because it is limited by rate of disposal of H-atoms formed in C-H scission steps and not by C-H bond activation. Kinetic coupling of these C-H activation steps with hydrogen transfer to acceptor sites (Ga n+, Znm+) and ulti- mately to stoichiometric hydrogen acceptors (H+, CO2, 02, CO) often increases alkane activa- tion rates and the selectivity to unsaturated products. Reactions of 13CH4/C3H8 mixtures at 773 K lead only to unlabelled alkane, alkene, and aromatic products, even though exchange between CD4 and C3H8 occurs at these reaction conditions. This suggests that the non- oxidative conversion of CH4 to higher hydrocarbons on solid acids is limited by elementary steps that occur after the initial activation of C-H bonds. Keywords: Hydrogen transfer; light alkane reactions; deuterium cross-exchange reactions; alkane aromatization 1. Introduction Recent studies suggest that electrophilic activation of light alkanes occurs on superacid catalysts [1] and on Hg-based organometallic complexes [2] at low tem- peratures, and on weaker solid acids at higher temperatures [3-9], apparently via heterolytic cleavage of C-H bonds or intermediate partial oxidation of methane to methanol. -

Aromasin (Exemestane)
HIGHLIGHTS OF PRESCRIBING INFORMATION ------------------------------ADVERSE REACTIONS------------------------------ These highlights do not include all the information needed to use • Early breast cancer: Adverse reactions occurring in ≥10% of patients in AROMASIN safely and effectively. See full prescribing information for any treatment group (AROMASIN vs. tamoxifen) were hot flushes AROMASIN. (21.2% vs. 19.9%), fatigue (16.1% vs. 14.7%), arthralgia (14.6% vs. 8.6%), headache (13.1% vs. 10.8%), insomnia (12.4% vs. 8.9%), and AROMASIN® (exemestane) tablets, for oral use increased sweating (11.8% vs. 10.4%). Discontinuation rates due to AEs Initial U.S. Approval: 1999 were similar between AROMASIN and tamoxifen (6.3% vs. 5.1%). Incidences of cardiac ischemic events (myocardial infarction, angina, ----------------------------INDICATIONS AND USAGE--------------------------- and myocardial ischemia) were AROMASIN 1.6%, tamoxifen 0.6%. AROMASIN is an aromatase inhibitor indicated for: Incidence of cardiac failure: AROMASIN 0.4%, tamoxifen 0.3% (6, • adjuvant treatment of postmenopausal women with estrogen-receptor 6.1). positive early breast cancer who have received two to three years of • Advanced breast cancer: Most common adverse reactions were mild to tamoxifen and are switched to AROMASIN for completion of a total of moderate and included hot flushes (13% vs. 5%), nausea (9% vs. 5%), five consecutive years of adjuvant hormonal therapy (14.1). fatigue (8% vs. 10%), increased sweating (4% vs. 8%), and increased • treatment of advanced breast cancer in postmenopausal women whose appetite (3% vs. 6%) for AROMASIN and megestrol acetate, disease has progressed following tamoxifen therapy (14.2). respectively (6, 6.1). ----------------------DOSAGE AND ADMINISTRATION----------------------- To report SUSPECTED ADVERSE REACTIONS, contact Pfizer Inc at Recommended Dose: One 25 mg tablet once daily after a meal (2.1). -
ITP Chemicals: from Natural Gas to Ethylene Via Methane
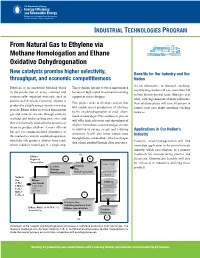
. INDUSTRIAL TECHNOLOGIES PROGRAM From Natural Gas to Ethylene via Methane Homologation and Ethane Oxidative Dehydrogenation New catalysts promise higher selectivity, Benefits for Our Industry and Our throughput, and economic competitiveness Nation As an alternative to thermal cracking, Ethylene is an important building block This technique has not yet been implemented oxydehydrogenation will save more than 640 in the production of many common and because of high capital investment in existing trillion British thermal units (Btu) per year commercially important materials, such as equipment and techniques. while reducing emissions of many pollutants. plastics and chemicals. Currently, ethylene is This project seeks to develop catalysts that New ethylene plants will save 50 percent in produced in a highly energy-intensive two-step will enable direct production of ethylene capital costs over plants installing cracking process. Ethane is firstrecovered from natural by the oxydehydrogenation of crude ethane furnaces. gas and refinery streams through catalytic found in natural gas. This exothermic process cracking and hydrocracking processes, and will offer high selectivity and throughput of then it is thermally cracked in the presence of ethylene from ethane-concentrated gas streams steam to produce ethylene. A more efficient in addition to saving energy and reducing Applications in Our Nation’s but not yet commercialized alternative to emissions. It will also lower capital costs this method is catalytic oxydehydrogenation, Industry through the use crude ethane, which is cheaper which directly produces ethylene from crude than ethane purified through other processes. Catalytic oxydehydrogenation will find ethane found in natural gas in a single step. immediate application in the petrochemicals industry, which uses ethylene as a primary O2 feedstock for manufacturing plastics and Ethane- Depleted C B chemicals. -
Environlmental ASSESSMENT METHYL CHLORIDE VIA
DOEEA-1157 ENVIRONlMENTAL ASSESSMENT METHYL CHLORIDE VIA OXYHYDROCHLOFUNATION OF METHANE: A BUILDING BLOCK FOR CHEMICALS AND FUELS FROM NATURAL GAS DOW CORNING CORPORATION CARROLLTON, KENTUCKY SEPTEMBER 1996 U.S. DEPARTMENT OF ENERGY PITTSBURGH ENERGY TECHNOLOGY CENTER CUM ~~~~~~~~ DOEEA-1157 ENVIRONlMENTAL ASSESSMENT METHYL CHLORIDE VIA OXYHYDROCHLORINATION OF METHANE: A BUILDING BLOCK FOR CHEMICALS AND FUELS FROM NATURAL GAS DOW CORNING CORPORATION CARROLLTON, KENTUCKY SEPTEMBER 1996 U.S. DEPARTMENT OF ENERGY PITTSBURGH ENERGY TECHNOLOGY CENTER Portions of this document may be illegible in electronic image products. Image are produced from the best available original document. &E/,Etq --,/s7 FINDING OF NO SIGNIFICANT IMPACT FOR THE PROPOSED METHYL CHLORIDE VIA OXYHYDROCHLORINATION OF METHANE PROJECT AGENCY: U.S. Department of Energy (DOE) ACTION: Finding of No Significant Impact (FONSI) SUMMARY: DOE has prepared an Environmental Assessment (EA) (DOE/EA-1157) for a project proposed by Dow Corning Corporation to demonstrate a novel method for producing methyl chloride (CH,Cl). The project would involve design, construction, and operation of an engineering-scale oxyhydrochlorination (OHC) faci 1 i ty where methane, oxygen, and hydrogen chloride (HC1) would be reacted in a fixed-bed reactor in the presence of highly selective, stable catalysts. Unconverted methane, light hydrocarbons and HC1 would be recovered and recycled back to the OHC reactor. The methyl chloride would be absorbed in a solvent, treated by solvent stripping and then purified by distillation. Testing of the proposed OHC process would be conducted at Dow Corning's production plant in Carrollton, Carroll County, Kentucky, over a 23-month period. Based on the analyses in the EA, the DOE has determined that the proposed action is not a major Federal action significantly affecting the quality of the human environment as defined by the National Environmental Policy Act (NEPA) of 1969. -

Catalytic Reaction of Carbon Dioxide with Methane on Supported Noble Metal Catalysts
catalysts Review Catalytic Reaction of Carbon Dioxide with Methane on Supported Noble Metal Catalysts András Erd˝ohelyi Institute of Physical Chemistry and Materials Science, University of Szeged, Rerrich Béla tér 1, H-6720 Szeged, Hungary; [email protected]; Tel.: +36-62-343-638; Fax: +36-62-546-482 Abstract: The conversion of CO2 and CH4, the main components of the greenhouse gases, into synthesis gas are in the focus of academic and industrial research. In this review, the activity and stability of different supported noble metal catalysts were compared in the CO2 + CH4 reaction on. It was found that the efficiency of the catalysts depends not only on the metal and on the support but on the particle size, the metal support interface, the carbon deposition and the reactivity of carbon also influences the activity and stability of the catalysts. The possibility of the activation and dissociation of CO2 and CH4 on clean and on supported noble metals were discussed separately. CO2 could dissociate on metal surfaces, this reaction could proceed via the formation of carbonate on the support, or on the metal–support interface but in the reaction the hydrogen assisted dissociation of CO2 was also suggested. The decrease in the activity of the catalysts was generally attributed to carbon deposition, which can be formed from CH4 while others suggest that the source of the surface carbon is CO2. Carbon can occur in different forms on the surface, which can be transformed into each other depending on the temperature and the time elapsed since their formation. Basically, two reaction mechanisms was proposed, according to the mono-functional mechanism the activation of both CO2 and CH4 occurs on the metal sites, but in the bi-functional mechanism the CO2 is activated on the support or on the metal–support interface and the CH on the metal. -

Acute Stimulation of Aromatization in Leydig Cells by Human Chorionic Gonadotropin in Vitro
Proc. Natl. Acad. Sci. USA Vol. 76, No. 9, pp. 4460-4463, September 1979 Cell Biology Acute stimulation of aromatization in Leydig cells by human chorionic gonadotropin in vitro (estradiol synthesis/testes/aromatase/luteinizing hormone/testosterone metabolism) Luis E. VALLADARES AND ANITA H. PAYNE* Reproductive Endocrinology Program, Departments of Obstetrics and Gynecology and Biological Chemistry, The University of Michigan, Ann Arbor, Michigan 48109 Communicated by Seymour Lieberman, May 24, 1979 ABSTRACT Arbmatization of testosterone in Leydig cells according to a modification of the method described by Conn purified from mature rat testes was assessed. Leydig cells in- et al. (10). Cells from four testes were resuspended in 2.0 ml of cubated for 4 hr with increasing concentrations of 1 Hitestos- medium 199/0. 1% bovine serum albumin, applied to a 40-ml terone exhibited maximal aroiiiatfration at 0.6, M testosterone. At saturating concentrations of testosterone, human chorionic gradient of 0-40% metrizamide (Nyegard, Oslo, Sweden) dis- gonadotropin (hCG) acutely stimulatted aromatization. This solved in medium 199/0.1% albumin, and centrifuged at 3300 stimulation was first observed atMllr, an 8-fold increase being X g for 5 min. One-milliliter fractions were removed from the found during a 4-hr incubation. RTe maximal amount of estra- top of the tube and fractions 25-29 were combined and diluted diol produced at saturating conpentratidns of testosterone and with 35 ml of medium 199/0.1% albumin; cells were collected hCG was 1.8 ng per 106 cells. These results demonstrate that by centrifugation for 10 min at 220 X g. -

ETHYLENE from METHANE (January 1994)
Abstract Process Economics Program Report No. 208 ETHYLENE FROM METHANE (January 1994) This report evaluates two routes for the production of ethylene from methane: the direct synthesis based on the oxidative coupling of methane, and the less direct chemistry of converting methanol (which is derived from methane via synthesis gas) in the presence of an aluminophosphate molecular sieve catalyst. Our evaluations indicate that at the present state of development, the economics of both routes are unattractive when compared with the steam pyrolysis of hydrocarbons. We analyze the results of our evaluations to define the technical targets that must be attained for success. We also present a comprehensive technical review that examines not only the two routes evaluated, but also some of the more promising alternative approaches, such as synthesis gas conversion via a modified Fischer-Tropsch process, ethanol synthesis by the homologation of methanol, and ethylene production via methyl chloride. This report will be of interest to petrochemical companies that produce or consume ethylene and to energy-based companies (or equivalent government organizations in various countries) that have access to or control large resources of methane-rich natural gas. PEP’91 SCN CONTENTS 1 INTRODUCTION 1-1 2 SUMMARY 2-1 TECHNICAL REVIEW 2-1 Oxidative Coupling 2-1 Methanol Conversion to Ethylene 2-3 Modified Fischer-Tropsch (FT) Process 2-3 Methanol Homologation 2-3 Conversion via Methyl Chloride 2-4 SRI’S PROCESS CONCEPTS 2-4 Ethylene from Methane by Oxidative -

Aromatase and Its Inhibitors: Significance for Breast Cancer Therapy † EVAN R
Aromatase and Its Inhibitors: Significance for Breast Cancer Therapy † EVAN R. SIMPSON* AND MITCH DOWSETT *Prince Henry’s Institute of Medical Research, Monash Medical Centre, Clayton, Victoria 3168, Australia; †Department of Biochemistry, Royal Marsden Hospital, London SW3 6JJ, United Kingdom ABSTRACT Endocrine adjuvant therapy for breast cancer in recent years has focussed primarily on the use of tamoxifen to inhibit the action of estrogen in the breast. The use of aromatase inhibitors has found much less favor due to poor efficacy and unsustainable side effects. Now, however, the situation is changing rapidly with the introduction of the so-called phase III inhibitors, which display high affinity and specificity towards aromatase. These compounds have been tested in a number of clinical settings and, almost without exception, are proving to be more effective than tamoxifen. They are being approved as first-line therapy for elderly women with advanced disease. In the future, they may well be used not only to treat young, postmenopausal women with early-onset disease but also in the chemoprevention setting. However, since these compounds inhibit the catalytic activity of aromatase, in principle, they will inhibit estrogen biosynthesis in every tissue location of aromatase, leading to fears of bone loss and possibly loss of cognitive function in these younger women. The concept of tissue-specific inhibition of aromatase expression is made possible by the fact that, in postmenopausal women when the ovaries cease to produce estrogen, estrogen functions primarily as a local paracrine and intracrine factor. Furthermore, due to the unique organization of tissue-specific promoters, regulation in each tissue site of expression is controlled by a unique set of regulatory factors. -
The Methane CO2 Equivalence 1
Discussion Paper | Discussion Paper | Discussion Paper | Discussion Paper | Earth Syst. Dynam. Discuss., 3, 1–29, 2012 www.earth-syst-dynam-discuss.net/3/1/2012/ Earth System doi:10.5194/esdd-3-1-2012 Dynamics ESDD © Author(s) 2012. CC Attribution 3.0 License. Discussions 3, 1–29, 2012 This discussion paper is/has been under review for the journal Earth System The methane CO Dynamics (ESD). Please refer to the corresponding final paper in ESD if available. 2 equivalence O. Boucher Comparison of physically- and Title Page Abstract Introduction economically-based CO2-equivalences for methane Conclusions References Tables Figures O. Boucher J I Laboratoire de Met´ eorologie´ Dynamique, Institut Pierre Simon Laplace, UMR8539, CNRS – Universite´ Pierre et Marie Curie, 4 place Jussieu, 75252 Paris Cedex 05, France J I Received: 4 January 2012 – Accepted: 9 January 2012 – Published: 13 January 2012 Back Close Correspondence to: O. Boucher ([email protected]) Full Screen / Esc Published by Copernicus Publications on behalf of the European Geosciences Union. Printer-friendly Version Interactive Discussion 1 Discussion Paper | Discussion Paper | Discussion Paper | Discussion Paper | Abstract ESDD There is a controversy on the role methane (and other short-lived species) should play in climate mitigation policies and no consensus on what an optimal methane 3, 1–29, 2012 CO2-equivalence should be. We revisit this question by discussing the relative mer- 5 its of physically-based (i.e. Global Warming Potential or GWP and Global Temperature The methane CO2 change Potential or GTP) and socio-economically-based climate metrics. To this effect equivalence we use a simplified Global Damage Potential (GDP) that was introduced by earlier au- O. -

Methane Emissions in the United States: Sources, Solutions & Opportunities for Reductions
Methane Emissions in the United States: Sources, Solutions & Opportunities for Reductions May 23, 2019 Presentation Overview • U.S. methane emissions & sources • Why methane matters • Methane mitigation by emission source • Spotlight on Renewable Natural Gas • Helpful tools and resources 2 U.S. Greenhouse Gas Emission Sources Source: Inventory of U.S. Greenhouse Gas Emissions and Sinks: 1990-2017 3 2017 U.S. Methane Emissions, by Source Other Coal Mining 38.3 MMTCO2e 55.7 MMTCO2e Coal Mining 8% Wastewater Treatment 14.2 MMTCO2e Oil and Natural Gas Systems 31% Landfills 107.7 MMTCO2e Oil and Natural Total Methane Gas Systems Agriculture 36% Emissions 203.3 MMTCO2e 656.3 MMTCO2e Waste 19% Enteric Fermentation Other 6% 175.4 MMTCO2e Manure Management 61.7 MMTCO2e Source: Inventory of U.S. Greenhouse Gas Emissions and Sinks: 1990-2017 4 Why Methane Matters Positive Outcomes of Capturing and Using Methane Methane Emissions Better air and water quality Trap 28 times more Methane Mitigation heat than carbon dioxide over 100 years Improved human health Opportunity to capture Contribute to ground- and convert methane Increased worker safety level ozone pollution to useful energy Enhanced energy security Create industrial safety problem Economic growth Reduced odors 5 Methane Mitigation by Emission Source • Coal Mines • Oil and Natural Gas Systems • Agriculture (Manure Management and Enteric Fermentation) • Waste (Wastewater Treatment and Landfills) 6 8% 55.7 MMTCO2e Coal Mines Total 656.3 Methane is released from MMTCO2e coal and surrounding rock ▪ Coal strata due to mining activities. In abandoned mines and surface mines, methane might also escape to the atmosphere through natural fissures or other diffuse sources. -

GLOBAL METHANE ASSESSMENT Summary for Decision Makers Copyright © United Nations Environment Programme, 2021
GLOBAL METHANE ASSESSMENT Summary for Decision Makers Copyright © United Nations Environment Programme, 2021 This publication may be reproduced in whole or in part and in any form for educational or non-profit purposes without special permission from the copyright holder, provided acknowledgement of the source is made. The United Nations Environment Programme would appreciate receiving a copy of any publication that uses this publication as a source. No use of this publication may be made for resale or for any other commercial purpose whatsoever without prior permission in writing from the United Nations Environment Programme. DISCLAIMER The designations employed and the presentation of the material in this publication do not imply the expression of any opinion whatsoever on the part of the Secretariat of the United Nations concerning the legal status of any country, territory, city or area or of its authorities, or concerning delimitation of its frontiers or boundaries. Moreover, the views expressed do not necessarily represent the decision or the stated policy of the United Nations Environment Programme, nor does citing of trade names or commercial processes constitute endorsement. Suggested citation: United Nations Environment Programme and Climate and Clean Air Coalition (2021). Global Methane Assessment: Benefits and Costs of Mitigating Methane Emissions. Nairobi: United Nations Environment Programme. ISBN: 978-92-807-3854-4 Job No: DTI/2352/PA Global Methane Assessment / ACKNOWLEDGEMENTS 3 ACKNOWLEDGEMENTS ASSESSMENT CHAIR Drew Shindell AUTHORS A. R. Ravishankara, Johan C.I. Kuylenstierna, Eleni Michalopoulou, Lena Höglund- Isaksson, Yuqiang Zhang, Karl Seltzer, Muye Ru, Rithik Castelino, Greg Faluvegi, Vaishali Naik, Larry Horowitz, Jian He, Jean-Francois Lamarque, Kengo Sudo, William J.