The Manufacture of Hydrogen Peroxide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Production of Cyclohexane Through Catalytic Hydrogenation of Benzene
Production of Cyclohexane through Catalytic Hydrogenation of Benzene Background Cyclohexane is industrially produced from Benzene as it is not a naturally available resource. Cyclohexane undergoes oxidation reactions yielding Cyclohexanone and Cyclohexanol which are precursors for the production of Adipic acid and Caprolactum. Caprolactum is the raw material used for producing polymer Nylon-6. Benzene reacts with a mixture of hydrogen and methane in contact with a Nickel based catalyst producing Cyclohexane. The conversion of this vapour phase reaction is almost 99%. Reaction involved: Benzene + Hydrogen Cyclohexane (Vapour Phase) Reactor Used: Catalytic Packed Bed Conversion Reactor Reactor conditions: Outlet Temperature = 497 K, Pressure Drop = 1.02 atm Catalyst Used: Nickel Based Process Description Fresh benzene (370 kmol/h) and excess hydrogen (1470 kmol/h) is preheated to a temperature of 422 K and sent to a packed bed reactor. A vapour phase reaction occurs in the reactor at 497 K which converts benzene to cyclohexane through catalytic hydrogenation of benzene. The conversion of this reaction is about 99%. The reactor products are cooled to 370 K and sent through a pressure reduction valve which reduces the pressure of the stream from 30 atm to 24 atm. A two stage separator separates the product cyclohexane from unreacted hydrogen and methane- first at a high pressure (24 atm) and then at a lower pressure (3 atm). The unreacted hydrogen-methane mixture is recovered from the top of the flash column and is sent to a splitter having a splittling ratio of 9:1. The smaller stream is sent as a recycle stream and mixes with fresh hydrogen, while the rest is drawn out as fuel gas for incinerators. -

Orbital-Dependent Redox Potential Regulation of Quinone Derivatives For
RSC Advances View Article Online PAPER View Journal | View Issue Orbital-dependent redox potential regulation of quinone derivatives for electrical energy storage† Cite this: RSC Adv.,2019,9,5164 Zhihui Niu,‡ab Huaxi Wu,‡a Yihua Lu,b Shiyun Xiong,a Xi Zhu,*b Yu Zhao *a and Xiaohong Zhang*a Electrical energy storage in redox flow batteries has received increasing attention. Redox flow batteries using organic compounds, especially quinone-based molecules, as active materials are of particular interest owing to the material sustainability, tailorable redox properties, and environmental friendliness of quinones and their derivatives. In this report, various quinone derivatives were investigated to determine their suitability for applications in organic RFBs. Moreover, the redox potential could be internally Received 14th November 2018 regulated through the tuning of s and p bonding contribution at the redox-active sites. Furthermore, the Accepted 22nd January 2019 binding geometry of some selected quinone derivatives with metal cations was studied. These studies DOI: 10.1039/c8ra09377f provide an alternative strategy to identify and design new quinone molecules with suitable redox rsc.li/rsc-advances potentials for electrical energy storage in organic RFBs. Creative Commons Attribution-NonCommercial 3.0 Unported Licence. Introduction include electrolyte corrosivity, poor redox kinetics, high mate- rial cost, and relatively low efficiency, which prevent their large- The development of renewable energy technologies that are not scale commercialization.9,10 -

Synthesis and Chemistry of Naphthalene Annulated Trienyl Iron Complexes: Potential Anticancer DNA Alkylation Reagents Traci Means University of Arkansas, Fayetteville
Inquiry: The University of Arkansas Undergraduate Research Journal Volume 3 Article 18 Fall 2002 Synthesis and Chemistry of Naphthalene Annulated Trienyl Iron Complexes: Potential Anticancer DNA Alkylation Reagents Traci Means University of Arkansas, Fayetteville Follow this and additional works at: http://scholarworks.uark.edu/inquiry Part of the Medical Biochemistry Commons, and the Organic Chemistry Commons Recommended Citation Means, Traci (2002) "Synthesis and Chemistry of Naphthalene Annulated Trienyl Iron Complexes: Potential Anticancer DNA Alkylation Reagents," Inquiry: The University of Arkansas Undergraduate Research Journal: Vol. 3 , Article 18. Available at: http://scholarworks.uark.edu/inquiry/vol3/iss1/18 This Article is brought to you for free and open access by ScholarWorks@UARK. It has been accepted for inclusion in Inquiry: The nivU ersity of Arkansas Undergraduate Research Journal by an authorized editor of ScholarWorks@UARK. For more information, please contact [email protected], [email protected]. Means: Synthesis and Chemistry of Naphthalene Annulated Trienyl Iron Co 120 INQUIRY Volume 3 2002 SYNTHESIS AND CHEMISTRY OF NAPHTHALENE ANNULATED TRIENYL IRON COMPLEXES: POTENTIAL ANTICANCER DNA ALKYLATION REAGENTS Traci Means Department of Chemistry and Bioc~emistry Fulbright College of Arts and Sctences Mentor: Dr. Neil T. Allison Department of Chemistry and Biochemistry Abstract: is mainly electrophilic in nature, which can also be directly correlated to their toxicological properties. If the alkylation Iron complex chemistry that opens a new door to the process is achieved under mild, ideally biological, conditions, it medicinal and pharmaceutical worlds is the aim ofthis research. could be used in a number ofbiomolecular applications. In fact, Specifically, ortho-quinone methide moieties are intermediates these reactive intermediates have been used as DNA alkylating in several antitumor drugs and have been identified as agents and crosslinkers.1 Compounds that react through quinone bioreductive alkylators ofDNA. -

ANTHRAQUINONE and ANTHRONE SERIES Part IX
ANTHRAQUINONE AND ANTHRONE SERIES Part IX. Chromatographic Adsorption of Aminoanthraquinones on Alumina BY N. R. RAo, K. H. SHAH AND K. VENKATARAMAN, F.A.Sc. (Department of Chemical Technology. University of Bombay, Bombay) Received November 10, 1951 CORRELATIONS between chemical constitution and chromatograpl~c behaviour can only be attempted in molecales of the same or similar types and under specified conditions of chromatographic treatment, since complex solvent- adsorbent, solute-solvent and solute-adsorbent relationships are involved. Changes in the sequence of adsorption of the constituents in a mixture have been observed, ooth when the adsorbent is changed and when the deve- loping solvent is changed. Thus Strain was able tc separate some ternary mixtures in four of the six pessible sequences by changing the solvent1; and LeRosen found that cryptoxanthin is aloove lycopene on alumina and on calcium carbonate columns, but the order is inverted on a column of calcium hydroxide, using benzene as developer with all the three adsoroents. 2 An inversion of the sequence of adsorption of N-ethyl-N, N'-diphenylurea and 4-nitro-N-ethylaniline was observed by Schroeder when a slight alteration in the composition of the developer (2 or 5~o of ethyl acetate in light petro- leum) was made. 3 LeRosen has defined the adsorption affinity R as the rate of movement of the adsorptive zone (mm./min.) divided by the rate of flow of developing solvent. 2 R values have been used for standardizing adsorbents and for determining the efficiency of developers; using the same adsorbent and solvent, R values provide a quantitative measure of the adsorption affinities of a series of compounds which can then be correlated with their chemical constitution. -

Challenge Solution Application Note · Multi N/C® 2100S / 3100 Analysis
Application Note · multi N/C® 2100S / 3100 Analysis of TOC/TN in Product Quality Monitoring of Hydrogen Peroxide Introduction Hydrogen peroxide is used in many processes, for example, as an environmentally friendly means of bleaching pulp, paper, and textiles; as a disinfectant in the food industry or in water purification; or as an oxidation agent in chemical synthesis. According to the different fields of application, products of various H2O2 concentrations and purity grades are available. The industrial production of hydrogen peroxide is done via the anthraquinone process, followed by cleanup Challenge steps, such as fractional distillation. To guarantee product quality, H O is monitored for elemental impurities, for Reproducible and precise 2 2 example, for heavy metals or for TOC concentration. This application note focusses determination of TOC and TN on the determination of TOC and TN in undiluted H O . The TOC concentration contents in the lower ppm range 2 2 in H O samples can vary in a wide range from approx. 1 to 500 mg/l depending in highly concentrated H O 2 2 2 2 on the manner of product stabilization and grade of cleanup. TN is a parameter matrices (up to 70% H O ). 2 2 optionally monitored for process control but not, however, typically specified for final products. Since H2O2 is a strong oxidant and sensitive to decomposition, the Solution way in which the sample is handled and the robustness of the materials used inside the TOC/TN analyzer are crucial for the overall stability of the analytical Fully automated and method. simultaneous TOC/TN The measurements were performed on a multi N/C® 2100S and a measurement using catalytic multi N/C® 3100. -

Appendix F. Glossary
Appendix F. Glossary 2DEG 2-dimensional electron gas A/D Analog to digital AAAR American Association for Aerosol Research ADC Analog-digital converter AEM Analytical electron microscopy AFM Atomic force microscope/microscopy AFOSR Air Force Office of Scientific Research AIST (Japan) Agency of Industrial Science and Technology AIST (Japan, MITI) Agency of Industrial Science and Technology AMLCD Active matrix liquid crystal display AMM Amorphous microporous mixed (oxides) AMO Atomic, molecular, and optical AMR Anisotropic magnetoresistance ARO (U.S.) Army Research Office ARPES Angle-resolved photoelectron spectroscopy ASET (Japan) Association of Super-Advanced Electronics Technologies ASTC Australia Science and Technology Council ATP (Japan) Angstrom Technology Partnership ATP Adenosine triphosphate B Magnetic flux density B/H loop Closed figure showing B (magnetic flux density) compared to H (magnetic field strength) in a magnetizable material—also called hysteresis loop bcc Body-centered cubic BMBF (Germany) Ministry of Education, Science, Research, and Technology (formerly called BMFT) BOD-FF Bond-order-dependent force field BRITE/EURAM Basic Research of Industrial Technologies for Europe, European Research on Advanced Materials program CAD Computer-assisted design CAIBE Chemically assisted ion beam etching CBE Chemical beam epitaxy 327 328 Appendix F. Glossary CBED Convergent beam electron diffraction cermet Ceramic/metal composite CIP Cold isostatic press CMOS Complementary metal-oxide semiconductor CMP Chemical mechanical polishing -
Chapter 3 CHEMICAL MODIFICATION of OILS and FATS
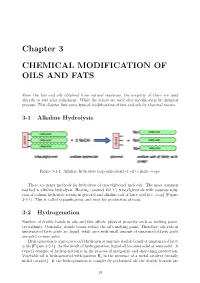
Chapter 3 CHEMICAL MODIFICATION OF OILS AND FATS From the fats and oils obtained from natural resources, the majority of them are used directly or just after refinement. While the others are used after modification by chemical process. This chapter lists some typical modifications of fats and oils by chemical means. 3-1 Alkaline Hydrolysis Figure 3-1-1: Alkaline hydrolysis (saponification) of oil to make soaps. There are many methods for hydrolysis of triacylglycerol molecule. The most common method is alkaline hydrolysis. Heating (around 100˚C)triacylglycerols with aqueous solu- tion of sodium hydroxide results in glycerol and alkaline salt of fatty acid (i.e. soap) (Figure 3-1-1). This is called saponification, and used for production of soap. 3-2 Hydrogenation Number of double bonds in oils and fats affects physical property such as melting point, crystallinity. Generally, double bonds reduce the oil’s melting point. Therefore, oils rich in unsaturated fatty acids are liquid, while ones with small amount of unsaturated fatty acids are solid or semi-solid. Hydrogenation is a process to add hydrogen atoms into double bonds of unsaturated fatty acids (Figure 3-2-1). As the result of hydrogenation, liquid oil becomes solid or semi-solid. A typical example of hydrogenation is in the process of margarine and shortening production. Vegetable oil is hydrogenated with gaseous H2 in the presence of a metal catalyst (usually nickel catalyst). If the hydrogenation is completely performed, all the double bounds are 19 Figure 3-2-1: Hydrogenation. converted to the saturated ones with the same carbon number. -

United States Patent Office Patented Mar
3,432,267 United States Patent Office Patented Mar. 11, 1969 2 cordingly, the term "degradation products' as used herein 3,432,267 does not apply to tetrahydro derivatives of the anthraqui REGENERATION OF ANTHRAQUINONE WORK none working compound. NG SOLUTION USED IN THE PRODUCTION OF HYDROGEN PEROXDE In U.S. Patent 2,739,875, issued to Jerome W. Sprauer Nathan Dean Lee, Lambertville, and Nelson Nor on Mar. 27, 1956, there is described a process for treating man Schwartz, Trenton, N.J., assignors to FMC Cor an anthraquinone working solution containing degradation poration, New York, N.Y., a corporation of Delaware products whereby the solution can be regenerated to re No Drawing. Filled May 26, 1967, Ser. No. 641,458 store its hydrogen peroxide synthesizing capacity. In ac U.S. C. 23-207 8 Clains cordance with this process, the anthraquinone working Int, C. C01b. 15/02 solution is heated in the presence of either activated alu O mina or activated magnesia, thereby regenerating its hy drogen peroxide synthesizing capacity. ABSTRACT OF THE DISCLOSURE While this process has been found to be useful and A degraded anthraquinone working solution (made up effective in regenerating some working solutions during of an anthraquinone working compound dissolved in one 5 initial use, after repeated cyclic hydrogenation and oxida or more solvents) used in the production of hydrogen tion of an anthraquinone working solution, it develops a peroxide is regenerated by treating it with ozone, extract resistance to being regenerated by activated alumina or ing the resulting solution with an aqueous caustic solution, magnesia. -

Hydrogenation Reaction
SOP: How to Run an Atmospheric-Pressure Hydrogenation Reaction Hazards: Hydrogenation reactions pose a significant fire hazard due to the use of flammable reagents and solvents. Such reagents include palladium on carbon (Pd/C), which is highly flammable and can ignite solvents and hydrogen. It is especially dangerous after having been used for the hydrogenation. The presence of hydrogen gas increases the risk of explosion. Special Precautions: Remove any excess clutter and any flammable solvents that are not needed from your fume hood for the reaction. Be prepared for the possibility of a small fire. Do not panic if this occurs, but simply cover the flask or funnel in which there is a fire with a watch glass and it will go out. Have a suitable sized watch glass on hand. Recommended Apparatus: A three-necked flask equipped with a magnetic stirring bar, a nitrogen inlet adapter connected to a nitrogen/vacuum manifold, a glass stopper or rubber septum, and a gas inlet adapter with a stopcock and a balloon filled with hydrogen. Procedure: 1. Put a weighed quantity of the catalyst in the flask. 2. Evacuate and back-fill the flask with nitrogen 3 times. 3. Add your solvent under a countercurrent of nitrogen. CAUTION: Do not pour your solvent from a 4-liter bottle or a 1-liter bottle. Use a small Erlenmeyer flask (for example 125 mL) containing only the needed amount of solvent. 4. Add your substrate to be hydrogenated to the flask. 5. Evacuate and back-fill the flask with hydrogen. 6. If needed, you may replace the balloon with a full one as needed during the reaction. -

Reduction of O to H O Using Small Polycyclic Molecules
Journal Name † Reduction of O2 to H2O2 using Small Polycyclic Molecules Kristal Lopez,a and Michael N Groves∗a Hydrogen peroxide is an environmentally friendly oxidizing agent that is important in several in- dustries. It is currently produced industrially via the anthrahydroquinone (AHQ) process where O2 reacts with a functionalised version of anthrahydroquinone to produce H2O2 and anthraquinone. In the previously published DFT pathway for this process the transition of the OOH· radical across the partially dehydrogenated AHQ catalyst was not explored. In this paper, we will use DFT to explore this step and show that there is a deep potential energy minimum that inhibits the OOH· from being fully reduced. We then examine other similar sized polycyclic molecules with two OH-groups on the same side that could serve as alternative catalysts without this issue. In this analysis, we identify phenanthraquinone as a possible alternative and present the pathway for this candidate to produce H2O2 as well as its regeneration with H2. 1 Introduction limit the fire hazard given the explosive nature of H2/O2 mixtures Hydrogen peroxide (H2O2) is used in many industries including as well as the inclusion of methanol as a solvent 13. Supercriti- as a bleaching agent for paper production 1–5 and water treat- cal CO2 has also been explored as a solvent to replace methanol, 6–8 ment . Worldwide production exceeds 5.5 million metric tons however, the reaction temperature plays a significant role. In a 3 in 2015 and it continues to climb . It is also used in several study by Landon et al. -

Hydrogen Peroxide Colorimetric Activity Kit
DetectX® Hydrogen Peroxide Colorimetric Activity Kit 2 Plate Kit Catalog Number K034-H1 Species Independent Sample Types Validated: Fresh Urine, Buffers and TCM Please read this insert completely prior to using the product. For research use only. Not for use in diagnostic procedures. www.ArborAssays.com K034-H1 WEB 191127 TABLE OF CONTENTS Background 3 Assay Principle 4 Related Products 4 Supplied Components 4 Storage Instructions 4 Other Materials Required 5 Precautions 5 Sample Types and Preparation 5 Reagent Preparation 6 Assay Protocol 7 Calculation of Results 7 Typical Data 8 Validation Data Sensitivity, Linearity, etc. 8-10 Warranty & Contact Information 11 Plate Layout Sheet 12 ® 2 EXPECT ASSAY ARTISTRY™ K034-H1 WEB 191127 BACKGROUND Hydrogen peroxide was first described in 1818 by Louis Jacques Thénard. Today, industrially, hydrogen peroxide is manufactured almost exclusively by the autoxidation of a 2-alkyl-9,10-dihydroxyanthracene to the corresponding 2-alkyl anthraquinone in the Riedl-Pfleiderer or anthraquinone process. - In biological systems incomplete reduction of O2 during respiration produces superoxide anion (O2 ·), which is spontaneously or enzymatically dismutated by superoxide dismutase to H2O2. Many cells produce low - levels of O2 · and H2O2 in response to a variety of extracellular stimuli, such as cytokines (TGF-ß1, TNF-a, and various interleukins), peptide growth factors (PDGF; EGF, VEGF, bFGF, and insulin), the agonists of heterotrimeric G protein–coupled receptors (GPCR) such as angiotensin II, thrombin, lysophosphatidic acid, 1 sphingosine 1-phosphate, histamine, and bradykinin, and by shear stress . The addition of exogenous H2O2 or the intracellular production in response to receptor stimulation affects the function of various proteins, including protein kinases, protein phosphatases, transcription factors, phospholipases, ion channels, and 2 2+ G proteins. -

Catalytic Hydrogenation and Dehydrogenation Reactions of N-Alkyl-Bis(Carbazole)-Based Hydrogen Storage Materials
catalysts Article Catalytic Hydrogenation and Dehydrogenation Reactions of N-alkyl-bis(carbazole)-Based Hydrogen Storage Materials Joori Jung 1,2,†, Byeong Soo Shin 3,4,†, Jeong Won Kang 4,5,* and Won-Sik Han 1,* 1 Department of Chemistry, Seoul Women’s University, Seoul 01797, Korea; [email protected] 2 REYON Pharmaceutical, Co., Ltd., Anyang 01459, Korea 3 Hyundai Motor Company, Strategy & Technology Division, Ulwang 16082, Korea; [email protected] 4 Department of Chemical and Biological Engineering, Korea University, Seoul 02841, Korea 5 Graduate School of Energy and Environment, Korea University, Seoul 02841, Korea * Correspondence: [email protected] (J.W.K.); [email protected] (W.-S.H.) † These authors contributed equally. Abstract: Recently, there have been numerous efforts to develop hydrogen-rich organic materials because hydrogen energy is emerging as a renewable energy source. In this regard, we designed and prepared four new materials based on N-alkyl-bis(carbazole), 9,90-(2-methylpropane-1,3-diyl)bis(9H- carbazole) (MBC), 9,90-(2-ethylpropane-1,3-diyl)bis(9H-carbazole) (EBC), 9,90-(2-propylpropane-1,3- diyl)bis(9H-carbazole) (PBC), and 9,90-(2-butylpropane-1,3-diyl)bis(9H-carbazole) (BBC), to investi- gate their hydrogen adsorption/hydrogen desorption reactivity depending on the length of the alkyl chain. The gravimetric densities of MBC, EBC, PBC, and BBC were 5.86, 5.76, 5.49, and 5.31 H2 wt %, respectively, again depending on the alkyl chain length. All materials showed complete hydro- genation reactions under ruthenium on an alumina catalyst at 190 ◦C, and complete reverse reactions ◦ and dehydrogenation reactions were observed under palladium on an alumina catalyst at <280 C.