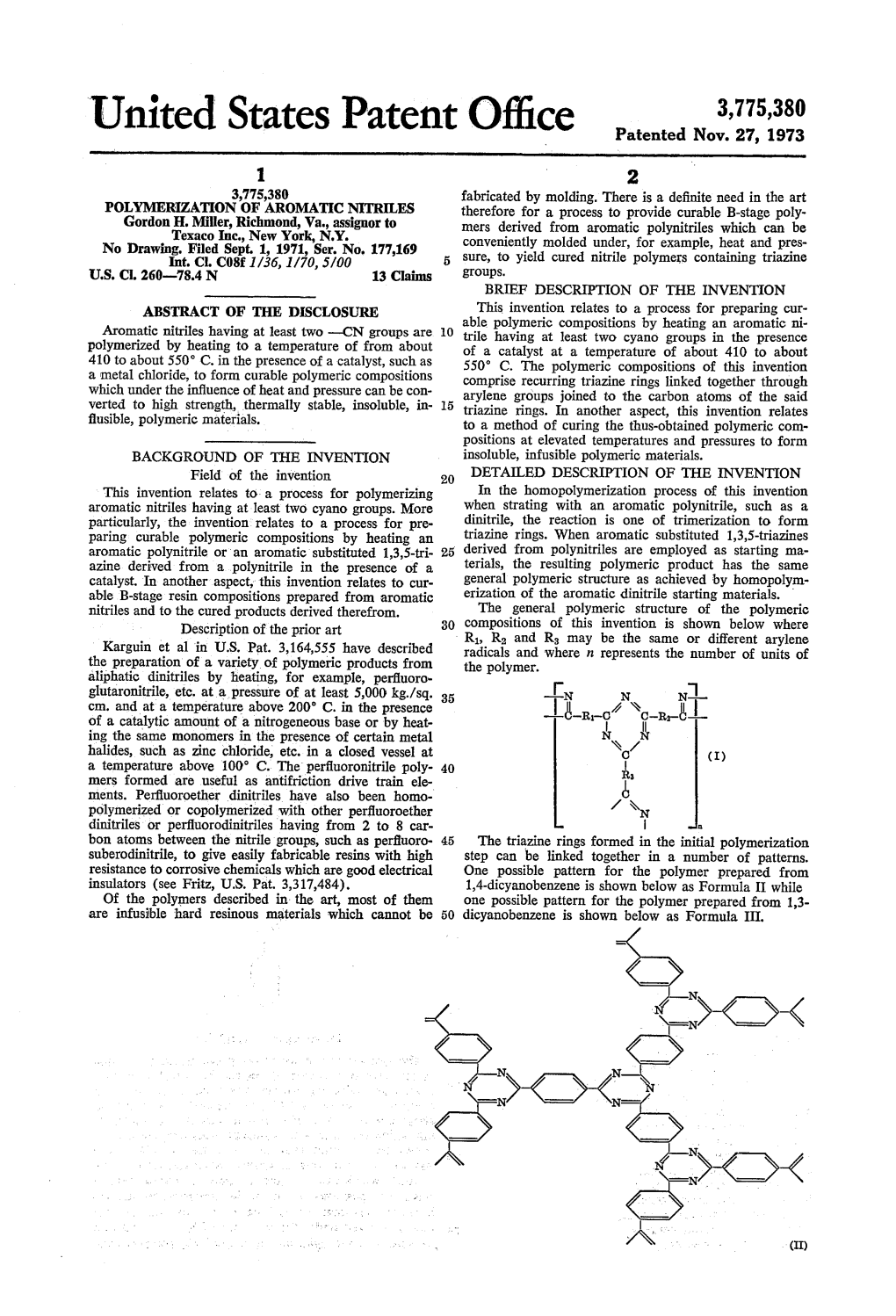
United States Patent Office 3,775,380
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Phthalonitrile Starting Material
SCHOOL OF CHEMISTRY CARDIFF UNIVERSITY Ca r d if f UNIVERSITY PRIFYSGOL CaeRDY|§> Synthesis and crystal structures of phthalocyanine derivatives containing bulky phenyloxy substituents Thesis submitted for the degree of Doctor of Philosophy by: Caterina Gavina Grazia Bezzu Supervisor: Neil B. McKeown 2009 UMI Number: U585182 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. Dissertation Publishing UMI U585182 Published by ProQuest LLC 2013. Copyright in the Dissertation held by the Author. Microform Edition © ProQuest LLC. All rights reserved. This work is protected against unauthorized copying under Title 17, United States Code. ProQuest LLC 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106-1346 Declaration This work has not previously been accepted in substance for any degree and is not concurrently submitted in candidature for any degree. Signed. .. f&iMcw (candidate) STATEMENT 1 This thesis is being submitted in partial fulfilment of the requirements for the degree of Doctor of Philosophy. Signed.. J ^ . £ 3 .^t.. (candidate) Date. .Q £ /.V.S./.Q 3............ STATEMENT 2 This thesis is the result of my own independent work/investigation, except where otherwise stated. Other sources are acknowledged by explicit references. S i g n e d . ... (candidate) STATEMENT 3 I hereby give consent for my thesis, if accepted, to be available for photocopying and for interlibrary loan, and for the title and summary to be made available to outside organisations. -

Synthesis of Zinc Phthalocyanine Derivatives for Possible Use In
SYNTHESIS OF ZINC PHTHALOCYANINE DERIVATIVES FOR POSSIBLE USE IN PHOTODYNAMIC THERAPY THESIS Submitted to Rhodes University in fulfillment of the requirements for the degree of MASTERS OF SCIENCE by PULANE MASELEKA MATLABA May 2002 Department of Chemistry Rhodes University Grahamstown AKNOWLEDGEMENTS Many thanks to my supervisor, Professor T. Nyokong, for her guidance, constant encouragement and support throughout the duration of this project. And a very big thanks to my family, especially my mother, mama-Nkgethi Tlholoe and my sister Lebogang Matlaba, for financial assistance and encouragement throughout the course of my studied. Thank you to the staff and post graduate students of the chemistry department at Rhodes University for their assistance in so many different ways. Thank you also to NRF for financial assistance. ii Abstract The synthesis of symmetrically and unsymmetrically substituted zinc phthalocyanines (ZnPc) derivatives is done according to reported procedures. The unsymmetrical ZnPc derivatives are synthesized by ring expansion of sub-phthalocyanine complexes. Ring substitution is effected with tert-butyl phenol, naphthol, and hydroxybenzoic acid. Comparison of the redox potentials for the complexes substituted with varying numbers of tert-butyl phenol: 1, 2, 3, 6 and 8 show that the complex with the highest number of substituents are more difficult to oxidize and easier to reduce. Water soluble sulphonated ZnPc (ZnPcSn) was prepared. The possibility of using axial ligation to increase the solubility and the photochemical activity of sulphotnated ZnPc in aqueous solutions was investigated. Pyridine, aminopyridyl and bipyridyl were used as axial ligands. When bipyridyl was used as the axial ligand, solubility of the ZnPcSn increased, shown by the increase in the Q-band of the monomer species in solution and the singlet oxygen quantum yields was relatively higher than that of the unligated ZnPcSn. -

Synthesis of Novel Red- Shifted Phthalocyanines
Synthesis of Novel Red- Shifted Phthalocyanines Ph.D Thesis Jianjun Yang Supervisor: Dr. Kieran Nolan I herby Eew that this material, which I now submit for assessment on the programme of study leading to the award of Doctor of Philosophy, is entirely my own work and has not been taken fiom the work of others gave and to the extent that such work h85 been cited aad acknowledged within the text of my work. Signed: ,f&I 7- y/ Student Nuber: 50161458 Date: 3 ACKNOWLEDGEMENTS Dr. Kieran Nolan You should be the first person whom I should say thank you very much to, thanks for your support and help during the last a couples of years, and thankd for bringing me into such a fantanstic chemistry world. Technical Staff A very big and special thank you to all the chemistry technical staff: Mick; Maurice; Damien; Ambrose; Vinny; John; Veronica, Ann, & Theresa. The Labs All the numbers in both old and new lab, who used to work together, here I would like to say a big thanks to everyone for the support and friendship. The financial support I would also like to thank for the financial support by Dublin City Univeristy and the Irish research council for science, engineering and technology society. ABBREVIATIONS GENERAL ABBREVIATIONS AIBN a,a'-azobisisobutyronitrile AlPc(S0a T34 aluminum (HI) phthalocyanine tetrasulfonate Ar aromatic ATPase adenosine triphosphatase Bim benzimidazole Br bromo CC14 carbon tetrachloride CD cyclodextrin C1 chloro CM cytoplasmic membrane Co(OAc)2 cobalt acetate CoPc phthalocyaninato cobalt (11) CQ 7-chloroquinoline CuCN copper -

Binuclear Phthalocyanines: Synthesis, Characterisation and Optical Limiting Properties
Binuclear Phthalocyanines: Synthesis, Characterisation and Optical Limiting Properties Binukleare Phthalocyanine: Synthese, Charakterisierung und Optical Limiting Eigenschaften Dissertation der Fakultät für Chemie und Pharmazie der Eberhard-Karls-Universität Tübingen zur Erlangung des Grades eines Doktors der Naturwissenschaften 2004 vorgelegt von Mário Calvete Tag der mündlichen Prüfung: 22. Januar 2004 Dekan: Prof. Dr. H. Probst 1. Berichterstatter: Prof. Dr. h. c. M. Hanack 2. Berichterstatter: Prof. Dr. G. Häfelinger 2 Die vorliegende Arbeit wurde am Institut für Organische Chemie der Eberhard-Karls- Universität Tübingen unter der Anleitung von Prof. Dr. Dr. h. c. M. Hanack durchgeführt, dem ich für seine Unterstützung und sein Interesse herzlich danke. 3 Für meine Eltern, immer. 4 Index I General part 9 1. Introduction 10 2. Phthalocyanines and related macrocycles 10 2.1 Historical parenthesis 10 2.2 Absorption spectra of phthalocyanines 11 2.3 General synthesis of phthalocyanines 12 2.4 Solubilization of phthalocyanines 13 2.5 Expansion of the π-system: benzoannulated phthalocyanines 15 3. Optical limiting: A nonlinear optical effect 17 3.1 Nonlinearity of the Optical Limiting Effect 18 3.2 Optical limiting: mechanisms and models 20 3.3. Phthalocyanines and optical limiting 21 3.4. Naphthalocyanines and optical limiting 27 3.5. Z-scan technique 28 3.5.1. Some examples 29 II Aim of the work 32 III - Results and discussion 34 1. Synthesis of binuclear phthalocyanines 34 1.1. Synthesis of [2,3,9,10,16,17-hexa-2-ethylhexyloxy-25,26- dicyano] phthalocyaninato nickel 11 39 1.1.1. Synthesis and spectroscopic characterization of phthalocyanine 4 40 1.1.2. -

Colour Chemistry 2Nd Edition
Colour Chemistry 2nd edition Robert M Christie School of Textiles & Design, Heriot-Watt University, UK and Department of Chemistry, King Abdulaziz University, Saudi Arabia Email: [email protected] Print ISBN: 978-1-84973-328-1 A catalogue record for this book is available from the British Library r R M Christie 2015 All rights reserved Apart from fair dealing for the purposes of research for non-commercial purposes or for private study, criticism or review, as permitted under the Copyright, Designs and Patents Act 1988 and the Copyright and Related Rights Regulations 2003, this publication may not be reproduced, stored or transmitted, in any form or by any means, without the prior permission in writing of The Royal Society of Chemistry or the copyright owner, or in the case of reproduction in accordance with the terms of licences issued by the Copyright Licensing Agency in the UK, or in accordance with the terms of the licences issued by the appropriate Reproduction Rights Organization outside the UK. Enquiries concerning reproduction outside the terms stated here should be sent to The Royal Society of Chemistry at the address printed on this page. The RSC is not responsible for individual opinions expressed in this work. Published by The Royal Society of Chemistry, Thomas Graham House, Science Park, Milton Road, Cambridge CB4 0WF, UK Registered Charity Number 207890 Visit our website at www.rsc.org/books Preface I was pleased to receive the invitation from the RSC to write this second edition of Colour Chemistry following the success of the first edition published in 2001. -
Phthalonitrile Resins Derived from Vanillin: Synthesis, Curing Behavior, and Thermal Properties
Chinese Journal of POLYMER SCIENCE ARTICLE https://doi.org/10.1007/s10118-019-2311-3 Chinese J. Polym. Sci. 2020, 38, 72–83 Phthalonitrile Resins Derived from Vanillin: Synthesis, Curing Behavior, and Thermal Properties Yue Hana, Dong-Hao Tangb, Guang-Xing Wangb,c,d, Ya-Nan Sunb,c, Ying Guob, Heng Zhoub*, Wen-Feng Qiua*, and Tong Zhaoa,b a South China Advanced Institute for Soft Matter Science and Technology, South China University of Technology, Guangzhou 510640, China b Laboratory of Advanced Polymeric Materials, Institute of Chemistry, Chinese Academy of Sciences, Beijing 100190, China c University of Chinese Academy of Sciences, Beijing 100049, China d Sinosteel Anshan Research Institute of Thermo-Energy Co., LTD, Anshan 114044, China Electronic Supplementary Information Abstract Vanillin was used as sustainable source for phthalonitrile monomer synthesis, and allyl/propargyl ether moieties were introduced to improve the processability at the minimal cost of thermal properties. The synthesis route was optimized to minimize side-reactions and simplify post-processing, and the monomers were obtained in high purity and good yields. The curing behavior, mechanism, and processability of the monomers were studied, and the thermal properties of cured polymers were evaluated. Of the two monomers, the allyl ether-containing one exhibited a wide processing window of 185 °C, and was mainly cured into phthalocyanine and linear aliphatic structures through self-catalytic curing process. Also, the glass transition temperature was higher than 500 °C. In contrast, the propargyl ether-containing monomer could only be partially cured, and heat resistance was found to be compromised. Compared with traditional petroleum-based phthalonitrile resins, the bio- based monomers could be cured without the addition of catalysts, and improvement in processability was achieved at no cost of thermal performances. -

Novel N-Bridged Diiron Phthalocyanine Complexes : Synthesis, Characterization and Application in Oxidation Umit Isci
Novel N-bridged diiron phthalocyanine complexes : synthesis, characterization and application in oxidation Umit Isci To cite this version: Umit Isci. Novel N-bridged diiron phthalocyanine complexes : synthesis, characterization and applica- tion in oxidation. Other. Université Claude Bernard - Lyon I, 2010. English. NNT : 2010LYO10016. tel-00881309 HAL Id: tel-00881309 https://tel.archives-ouvertes.fr/tel-00881309 Submitted on 8 Nov 2013 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Année 2010 THESE de DOCTORAT Université Claude Bernard Lyon Gebze Institute of Technology Présentée par Umit ISCI Novel N-bridged diiron phthalocyanine complexes : Synthesis, characterization and application in oxidation. Soutenance prévue le 18 janvier 2010 Jury Président D. LUNEAU Rapporteurs D. SEMERIL U. AVCIATA Examinateurs A. G. GUREK A. SOROKIN V. AHSEN TABLE OF CONTENTS 1. INTRODUCTION 1 2. BIBLIOGRAPHIC DATA 4 2.1. Phthalocyanines 5 2.1.1. Generalities 5 2.1.2. Methods for Preparation of Phthalocyanines 9 2.1.2.1. Metal-free Phthalocyanines 10 2.1.2.2. Metallated phthalocyanines 12 2.2. Single atom bridged diiron phthalocyanines 18 2.2.1. Dimeric ȝ-oxo iron phthalocyanines 18 2.2.2. Dimeric ȝ-carbido iron phthalocyanines 20 2.2.3. -

Ruthenium Phthalocyanines, Occurring Mainly Between
Ruthenium phthalocyanine and naphthalocyanine complexes: synthesis, properties and applications Tristan Rawling and Andrew McDonagh* Institute of Nanoscale Technology, University of Technology Sydney, Sydney, 2007, Australia Contents 1. Introduction .............................................................................................................................................................. 6 2. Synthesis .................................................................................................................................................................. 7 2.1 Synthesis of complexes with unsubstituted phthalocyanine macrocycles ......................................................... 7 2.1.1. Ring-forming syntheses ............................................................................................................................ 7 2.1.2. Synthesis by incorporation of Ru into the phthalocyanine macrocycle .................................................. 12 2.1.3. Synthesis involving axial ligand substitution .......................................................................................... 13 2.1.4 Dimeric and polymeric complexes .......................................................................................................... 17 2.2 Synthesis of complexes with substituted phthalocyanine macrocycles ........................................................... 19 2.2.1. Substituted ring-forming syntheses ........................................................................................................ -

I SYNTHESIS of LIGANDS and MACROCYCLES BASED on 1,3
SYNTHESIS OF LIGANDS AND MACROCYCLES BASED ON 1,3- DIIMINOISOINDOLINES AND STUDY OF NEW HIGHLY FLUORESCENT AND SYMMETRIC PYRROLE-BF2 CHROMOPHORES A Dissertation Presented to The Graduate Faculty of The University of Akron In Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy Ingrid-Suzy Tamgho December, 2014 i SYNTHESIS OF LIGANDS AND MACROCYCLES BASED ON 1,3- DIIMINOISOINDOLINES AND STUDY OF NEW HIGHLY FLUORESCENT AND SYMMETRIC PYRROLE-BF2 CHROMOPHORES Ingrid-Suzy Tamgho Dissertation Approved: Accepted: ________________________ ________________________ Advisor Department Chair Dr. Christopher J. Ziegler Dr. Kim Calvo ________________________ ________________________ Committee Member Dean of the College Dr. Claire A. Tessier Dr. Chand Midha ________________________ ________________________ Committee Member Dean of the Graduate School Dr. Michael J. Taschner Dr. George Newkome ________________________ ________________________ Committee Member Date Dr. Yi Pang ________________________ Committee Member Dr. Kevin A. Cavicchi ii ABSTRACT Discovered in 1907 by Braun and Tcherniac, a phthalocyanine is a macrocycle composed of four isoindolines. The metal chemistry of this macrocycle is rich, as of today, the phthalocyanines are well-known dyes and photosensitizers. Among the variety of phthalocyanine precursors, 1,3-diiminoisoindoline and phthalonitrile are the most widely used. Indeed, new macrocyles and ligands are synthesized from these compounds, either by condensation of 1,3-diiminoisoindoline or the CaCl2-catalyzed reaction of phthalonitrile with an amine. Following these methods, we are able to prepare a series of compounds, the phthalocrown, and also revisit the chemistry of bis(alkylimino)isoindolines. The first part of the dissertation describes the synthesis and characterization of phthalocrowns. They can be considered as chimera molecules composed of a crown ether and phthalocyanine. -

( 12 ) United States Patent
US009873796B2 (12 ) United States Patent ( 10 ) Patent No. : US 9 , 873 ,796 B2 Sakamoto et al. ( 45 ) Date of Patent: Jan . 23 , 2018 ( 54 ) GREEN PIGMENT COMPOSITION FOR (58 ) Field of Classification Search COLOR FILTER , AND COLOR FILTER CPC .. C09B 47 / 10 See application file for complete search history . (71 ) Applicant: DIC Corporation , Tokyo ( JP ) ( 56 ) References Cited ( 72 ) Inventors : Keisuke Sakamoto , Sakura ( JP ) ; Akira U . S . PATENT DOCUMENTS Kimura , Sakura ( JP ) ; Katsunori Shimada , Sakura ( JP ) 2006 /0098316 A1* 5 / 2006 Tatsuzawa .. .. .. GO2F 1 / 133516 359 / 891 ( 73 ) Assignee : DIC Corporation , Tokyo ( JP ) FOREIGN PATENT DOCUMENTS ( * ) Notice : Subject to any disclaimer, the term of this 2003 - 176423 A 6 / 2003 patent is extended or adjusted under 35 2004 -070342 A 3 / 2004 U . S . C . 154 ( b ) by 0 days . 2004 - 070343 A 3 / 2004 2007 - 284589 A 11 / 2007 Eeesseseg 2007 - 320986 A 12 / 2007 (21 ) Appl. No .: 15 / 116 , 344 2009 - 098594 A 5 / 2009 2012 - 072252 A 4 / 2012 ( 22 ) PCT Filed : Sep . 30 , 2014 2012 - 145604 A 8 / 2012 2012 - 247539 A 12 / 2012 2013 -077035 A 4 / 2013 (86 ) PCT No .: PCT/ JP2014 /076131 2013 - 088546 A 5 / 2013 $ 371 ( c ) ( 1 ) , ( 2 ) Date : Aug . 3 , 2016 OTHER PUBLICATIONS ( 87 ) PCT Pub . No. : WO2015 / 118720 International Search Report dated Nov . 18 , 2014 , issued for PCT/ PCT Pub . Date : Aug . 13 , 2015 JP2014 /076131 . (65 ) Prior Publication Data * cited by examiner Primary Examiner — Paul V Ward US 2017 /0009075 A1 Jan . 12 , 2017 ( 74 ) Attorney , Agent, or Firm — Locke Lord LLP ( 30 ) ForeigForeign Application Priority Data ( 57 ) ABSTRACT Provided are a green pigment composition for a color filter Feb . -

Michael Peter Sammes Imperial College London, S.11.7. July 1964
SUBSTITUTED PHTHALOCYANINES A Thesis Submitted to the University of London for the Degree of Doctor of Philosophy in the Faculty of Science by Michael Peter Sammes Imperial College London, S.11.7. July 1964 2 ABSTRACT The preparation of a number of chloromethylated derivatives of phthalocyanine copper(II) and phthalocyanine cobalt(II) have been undertaken, and the reactions of some of these with pyridine have been investigated. Some derivatives of phthalocyanine tin(IV) are discussed, including one which may have a 'sandwich' structure. A new general synthetic route to alkyl substituted phthalonitriles is described, which makes use of the Diels-Alder reaction between alkyl substituted 1:3-butadienes and maleic anhydride. A number of preparative methods of these dienes have been investigated. The synthesis has been applied specifically to the preparation of 4-methylphthalonitrile, 3-methylphthalonitrile and 4:5-dimethylphthalonitrile; and from these three dinitriles have been characterised the corresponding phthalocyanines, and a series of metal derivatives. The ultra violet and visible absorption spectra of a number of substituted phthalocyanines and some of their intermediates are included, and the effect of substitution upon line positions and intensities is discussed. The infra red absorption spectra of the three series of methyl substituted phthalocyanines are compared with those of the unsubstituted series, and several new band assignments have been made. 3 The nuclear magnetic resonance spectra of three phthalocyanines are recorded and interpreted. These are dipotassium 1phthalocyahimodicyanoferrate(Id dipotassium Itetrakis-4—methylphthalocyaninedicyanoferrate(II) and dipotassium [tetrakis-3—methylphthalocyaninedicyanoferrate(II)]. 'The water, like a witch's oils, Burnt green, and blue, and white.' Samuel Taylor Coleridge. -

Synthesis of New Glycosylated Zinc Phthalocyanines and Naphthalocyanines
Synthesis of new glycosylated zinc phthalocyanines and naphthalocyanines Synthese neuer glycosylierter Zink Phthalocyanine und Naphthalocyanine Dissertation der Fakultät für Chemie und Pharmazie der Eberhard Karls Universität Tübingen zur Erlangung des Grades eines Doktors der Naturwissenschaften 2010 vorgelegt von Zafar Iqbal Tag der mündlichen Prüfung: 23.06.2010 Dekan: Prof. Dr. L. Wesemann 1. Berichterstatter: Prof. Dr. Dr. h. c. M. Hanack 2. Berichterstatter : Prof. Dr. T. Ziegler ii Für meine Eltern, Familie, Son Fraz und Tochter Mishal iii Mein herzlicher Dank gilt: Herrn Prof Dr. Dr. H. C. M. Hanack und Herrn Prof. Dr. T. Ziegler für die Überlassung des interessanten Themas, die hervorragende Betreung, die stete diskussionsbereitschaft sowie für die vielen Freiheiten bei der Bearbeitung des Themas. Herrn Dr. G. Lemanski für die unterstützung. Allen Mitarbeiten des Arbeitskreises Ziegler für die gute Atmosphäre und Zusammenarbeit. Frau P. Krüger für das Messen der Elementaranalysen. Frau Dr. D. Wistuba und Herrn G. Nicholson für die messung der FT-ICR- Massenspektern. Frau C. Krause und Herrn R. Müller für die Aufnahme der EI- und FAB- Massenspektren. Herrn Dr. A. Lyubimtsev und Herrn Dr. B. Görlach für die allgemeine Hilfe im Labor. Meiner Familie, die mir dieses Studium ermöglicht hat. iv Index 1 Introduction 1 1.1 Historical background 1 1.2 Phthalocyanines and related macrocycles 2 1.3 Phthalocyanine and naphthalocyanine precursors 3 1.4 Absorption spectra of phthalocyanines 7 1.5 Solubility of phthalocyanines 8 1.6 Applications