Making Parts Fast
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Shift-2-Unleashed-Manuals-Spanish
ADVERTENCIA: Antes de empezar a jugar, lea los apartados de información de seguridad y salud de los manuales de la consola Xbox 360® y los accesorios. Guarde todos los manuales para poder consultarlos más adelante. Para conseguir los manuales de la consola y los accesorios, visite a www.xbox.com/support. Información importante sobre la salud y la seguridad en los videojuegos Ataques epilépticos fotosensibles Un porcentaje escaso de personas pueden sufrir un ataque epiléptico fotosensible cuando se exponen a ciertas imágenes visuales, entre las que se incluyen los patrones y las luces parpadeantes que aparecen en los videojuegos. Incluso las personas que no tengan un historial de este tipo de ataques o de epilepsia pueden ser propensas a estos “ataques epilépticos fotosensibles” cuando À jan la vista en un videojuego. Estos ataques presentan varios síntomas: mareos, visión alterada, tics nerviosos en la cara o en los ojos, temblores de brazos o piernas, desorientación, confusión o pérdida momentánea del conocimiento. Además, pueden ocasionar la pérdida del conocimiento o incluso convulsiones, que terminen provocando una lesión como consecuencia de una caída o de un golpe con objetos cercanos. Si sufre cualquiera de estos síntomas, deje de jugar inmediatamente y consulte a un médico. Los padres deben observar a sus hijos mientras juegan y/o asegurarse de que no hayan experimentado los síntomas antes mencionados; los niños y los adolescentes son más susceptibles que los adultos a estos ataques. El riesgo de sufrir un ataque epiléptico fotosensible puede reducirse tomando las siguientes precauciones: siéntese a una distancia considerable de la pantalla; utilice una pantalla más pequeña; juegue en una habitación bien iluminada; no juegue cuando esté somnoliento o cansado. -
Wayne Ward Catches up on the Latest Developments in Cylinder Head and Block Materials and Manufacture
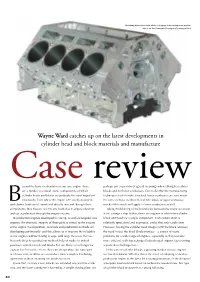
Machining blocks from solid billets or forgings is becoming more popular. This is for the Chevrolet LS1 engine (Courtesy of Dart) Wayne Ward catches up on the latest developments in cylinder head and block materials and manufacture Caseeyond the basic mechanisms in any race engine, there reviewperhaps just a question of agreed meanings when talking here about are a number of critical ‘static’ components, of which blocks and not lower crankcases. Given also that the manufacturing cylinder heads and blocks are probably the most important techniques used to make structural lower crankcases are very much structurally. Even where the engine isn’t solidly mounted, the same as those used for the cylinder block or upper crankcase, Band chassis loads aren’t transferred directly into and through these much of this article will apply to lower crankcases as well. components, they have to react to any loads due to engine vibration Taking this blurring of the boundaries between the major structural and car acceleration through the engine mounts. static casings a step further, there are engines in which the cylinder In production engines developed for racing, as well as bespoke race block and head are a single component. Such construction is engines, the structural integrity of these parts is critical to the success relatively specialised and expensive, and is thus only rarely seen. of the engine in competition. Materials and production methods are However, having the cylinder head integral with the block removes developing continuously, and this allows us to improve the reliability the need to seal the head-block interface – a source of many of our engines without having to cope with large increases in mass. -

Download Brochure
RADICAL SR10 With a high horsepower, long-life powertrain, the Radical SR10 is everything Given the SR platform’s longstanding reputation for providing electrifying you’d expect from a Radical – turbocharged. Targeted at track-day enthusiasts, performance through optimised aerodynamics and outstanding grip, the primary motorsport country club members, and racers across the globe, the SR10 delivers focus throughout development was on maximising both the incredible performance more power and torque than has ever featured in Radical’s SR line-up, with an of this new powertrain as well as its durability, for easier operation and longer engine and drivetrain package optimised for both performance and durability. service intervals. The SR10 is designed to keep you on the track for longer, faster. Whether lapping The driver’s environment features a new wheel-mounted TFT multi-page display and casually at your local motorsport country club, or dicing with GT and LMP additional car controls at the driver’s fingertips. This includes multiple engine and competition in an around-the-clock endurance race, the SR10’s sole purpose is to gearbox mapping options and adjustable weighting for the optional electronic out-run and out-manoeuvre the competition whilst remaining easy to drive and power steering system, a first for the SR model line. cost-effective to run. 01 02 THE HIGHEST SPECIFIC OUTPUT OF ANY SR MODEL The SR10 applies Radical Performance Engines (RPE) cutting-edge engine tuning This high-output engine is integrated with a new Hewland six-speed gearbox. capabilities with the proven durability of Ford’s EcoBoost engine architecture. -

Shift-2-Unleashed-Manuals-English
CONTENTS COMPLETE CONTROLS (DEFAULT CONFIGURATION) ...............................................2 SETTING UP THE GAME ......................................................................................3 FROM THE DRIVER’S SEAT ..................................................................................3 DRIVER PROFILE ................................................................................................5 GARAGE & CAR LOT ...........................................................................................6 NEED FOR SPEED VIP .........................................................................................7 AUTOLOG .........................................................................................................7 QUICK EVENT ....................................................................................................8 CAREER ............................................................................................................8 THE CARS .........................................................................................................9 EVENTS ..........................................................................................................11 CONNECTING TO Xbox LIVE ..............................................................................12 MULTIPLAYER .................................................................................................13 WARRANTY ....................................................................................................14 CUSTOMER -

Ǟǿǵdzȃǿǿǵǵdzǵǽƿǵ Ǽ Dzǽƕǻǽǵǽǽǻ Dzǿǵdzǵ Dzǻȏ
ǑǜǗǛǏǜǗǔ! ǞǴǿǴdz ȁǴǻ ǹǯǹ ǾǿǷȀȁȂǾǷȁȋ ǹ ǷDzǿǴ, ǾǿǽȆǷȁǯǸȁǴ DZǯǵǼȊǴ ȀDZǴdzǴǼǷȎ ǽ ǰǴǶǽǾǯȀǼǽȀȁǷ Ƿ DZǺǷȎǼǷǷ Ǽǯ ǶdzǽǿǽDZȋǴ, ǾǿǷDZǴdzǴǼǼȊǴ DZ ǿȂǹǽDZǽdzȀȁDZǯȄ Ǿǽ ǷȀǾǽǺȋǶǽDZǯǼǷȍ ǹǽǼȀǽǺǷ Xbox 360® Ƿ ǯǹȀǴȀȀȂǯǿǽDZ. ǠǽȄǿǯǼǷȁǴ dzǯǼǼȊǴ ǿȂǹǽDZǽdzȀȁDZǯ dzǺȎ ǽǰǿǯȈǴǼǷȎ DZ ǰȂdzȂȈǴǻ. ǬǺǴǹȁǿǽǼǼȊǴ DZǴǿȀǷǷ ȌȁǷȄ ǿȂǹǽDZǽdzȀȁDZ ǼǯȄǽdzȎȁȀȎ Ǿǽ ǯdzǿǴȀȂ www.xbox.com/support. ǞǿǴdzȂǾǿǴǵdzǴǼǷǴ ǽ DZǽǶǻǽǵǼǽǻ DZǿǴdzǴ dzǺȎ ǶdzǽǿǽDZȋȎ ǾǿǷ ǷDzǿǴ DZ DZǷdzǴǽǷDzǿȊ ǬǾǷǺǴǾȁǷȆǴȀǹǷǴ ǾǿǷǾǯdzǹǷ, ȀDZȎǶǯǼǼȊǴ Ȁ ǾǽDZȊȇǴǼǼǽǸ ȆȂDZȀȁDZǷȁǴǺȋǼǽȀȁȋȍ ǹ ȀDZǴȁȂ ǜǴǰǽǺȋȇǽǸ ǾǿǽȅǴǼȁ ǺȍdzǴǸ ǾǽdzDZǴǿǵǴǼ ǾǿǷǾǯdzǹǯǻ ǽȁ DZǽǶdzǴǸȀȁDZǷȎ DZǷǶȂǯǺȋǼȊȄ ȌȃȃǴǹȁǽDZ, ǼǯǾǿǷǻǴǿ ǻǴǿȅǯȍȈǴDzǽ ȀDZǴȁǯ ǷǺǷ ǷǶǽǰǿǯǵǴǼǷǸ, ǹǽȁǽǿȊǴ ǻǽDzȂȁ ǾǽȎDZǺȎȁȋȀȎ DZ DZǷdzǴǽǷDzǿǯȄ. ǚȍdzǷ, ǼǴ ǷȀǾȊȁȊDZǯDZȇǷǴ ǿǯǼǴǴ ǾǽdzǽǰǼȊȄ ǾǿǷȀȁȂǾǽDZ Ƿ ǼǴ ȀȁǿǯdzǯȍȈǷǴ ȌǾǷǺǴǾȀǷǴǸ, ǻǽDzȂȁ ǼǴ ǶǼǯȁȋ ǽ ȀDZǽǴǸ ǰǽǺǴǶǼǷ, ǹǽȁǽǿǯȎ ǻǽǵǴȁ ȀǾǿǽDZǽȅǷǿǽDZǯȁȋ ȌǾǷǺǴǾȁǷȆǴȀǹǷǴ ǾǿǷǾǯdzǹǷ, ȀDZȎǶǯǼǼȊǴ Ȁ ǾǽDZȊȇǴǼǼǽǸ ȆȂDZȀȁDZǷȁǴǺȋǼǽȀȁȋȍ ǹ ȀDZǴȁȂ. ǠǷǻǾȁǽǻȊ ȌȁǷȄ ǾǿǷȀȁȂǾǽDZ ǻǽDzȂȁ ǰȊȁȋ ǿǯǶǺǷȆǼȊǻǷ. Ǚ ǼǷǻ ǽȁǼǽȀȎȁȀȎ: DzǽǺǽDZǽǹǿȂǵǴǼǷǴ, ǷȀǹǯǵǴǼǷǴ DZǷǶȂǯǺȋǼǽDzǽ DZǽȀǾǿǷȎȁǷȎ, ȀȂdzǽǿǽDzǷ ǺǷȅǴDZȊȄ ǻȊȇȅ, ǼǴǿDZǼȊǸ ȁǷǹ, ǾǽdzǴǿDzǷDZǯǼǷǴ ǺǷǰǽ dzǿǽǵǯǼǷǴ ǿȂǹ ǷǺǷ ǼǽDz, ǾǽȁǴǿȎ ǽǿǷǴǼȁǯȅǷǷ, ȀǾȂȁǯǼǼǽȀȁȋ ǺǷǰǽ ǹǿǯȁǹǽDZǿǴǻǴǼǼǽǴ ǾǽǻȂȁǼǴǼǷǴ ȀǽǶǼǯǼǷȎ. ǞǿǷǾǯdzǹǷ ȁǯǹǵǴ ǻǽDzȂȁ ȀǽǾǿǽDZǽǵdzǯȁȋȀȎ ǾǽȁǴǿǴǸ ȀǽǶǼǯǼǷȎ ǷǺǷ ǹǽǼDZȂǺȋȀǷȎǻǷ, DZ ǿǴǶȂǺȋȁǯȁǴ ǹǽȁǽǿȊȄ ǻǽǵǼǽ ȂǾǯȀȁȋ ǷǺǷ ȂdzǯǿǷȁȋȀȎ ǽ ǼǯȄǽdzȎȈǷǴȀȎ ǿȎdzǽǻ ǾǿǴdzǻǴȁȊ Ƿ ǾǽǺȂȆǷȁȋ ȁǿǯDZǻȂ. ǔȀǺǷ DZȊ ǽǰǼǯǿȂǵǷǺǷ Ȃ ȀǴǰȎ ǺȍǰǽǸ ǷǶ ȌȁǷȄ ȀǷǻǾȁǽǻǽDZ, ǼǴǻǴdzǺǴǼǼǽ ǾǿǴǹǿǯȁǷȁǴ ǷDzǿǯȁȋ Ƿ ǾǿǽǹǽǼȀȂǺȋȁǷǿȂǸȁǴȀȋ Ȁ DZǿǯȆǽǻ. ǟǽdzǷȁǴǺǷ dzǽǺǵǼȊ ȀǺǴdzǷȁȋ Ƕǯ ȀǽȀȁǽȎǼǷǴǻ dzǴȁǴǸ Ƿ ȀǾǿǯȇǷDZǯȁȋ Ȃ ǼǷȄ ǽ ǼǯǺǷȆǷǷ DZȊȇǴǽǾǷȀǯǼǼȊȄ ȀǷǻǾȁǽǻǽDZ, ȁǯǹ ǹǯǹ dzǴȁǷ Ƿ ǾǽdzǿǽȀȁǹǷ ǰǽǺǴǴ ǾǽdzDZǴǿǵǴǼȊ ȁǯǹǷǻ ǾǿǷȀȁȂǾǯǻ, ȆǴǻ DZǶǿǽȀǺȊǴ. ǟǷȀǹ DZǽǶǼǷǹǼǽDZǴǼǷȎ -

Ford Ecoboost Engine - Wikipedia 1 of 27
Ford EcoBoost engine - Wikipedia 1 of 27 Ford EcoBoost engine EcoBoost is a series of turbocharged, direct- injection gasoline engines produced by Ford and Ford EcoBoost engine originally co-developed by FEV Inc. EcoBoost engines are designed to deliver power and torque consistent with those of larger-displacement (cylinder volume), naturally aspirated engines, while achieving about 30% better fuel efficiency and 15% fewer greenhouse emissions, according to Ford. The manufacturer sees the EcoBoost technology as less costly and more versatile than further developing or expanding the use of hybrid and diesel engine technologies. EcoBoost engines Overview are broadly available across Ford's vehicle Manufacturer Ford lineup.[5] Also called TwinForce (obsolete) EcoBoost SCTi GTDi Contents Production 2009–present Production: global family Layout Marketing: PTDi Configuration I3, I4 and 60° V6 Engine family list Displacement V6 3.5: 3496 cc (213 CID) Inline three-cylinder V6 2.7: 2694 cc (164 CID) 1.0 L Fox I4 2.3: 2261 cc (138 CID) 1.1 L Duratec Ti-VCT I4 2.0: 1999 cc (122 CID) 1.5 L Dragon I4 1.6: 1596 cc (97 CID) Inline four-cylinder I4 1.5: 1500 cc (92 CID) 1.5 L I3 1.5: 1497 cc (91 CID) 1.6 L I3 1.0: 995 cc (60.44 CID) 2.0 L (2010–2015) Cylinder bore V6 3.5: 3.64 in (92.5 mm) 2.0 L "Twin-scroll" (2015–) V6 2.7: 3.30 in (83 mm) 2.3 L I4 2.3: 3.45 in V-type six-cylinder (87.55 mm)[1] 2.7 L Nano (first generation) I4 2.0: 3.4 in (87.5 mm)[1] 2.7 L Nano (second generation) (http://thenewmondeo.ford 3.0 L Nano media.eu/) 3.5 L (first generation) -

2020 Season Guide 2020 Season Guide Contents
2020 Season Guide 2020 Season Guide Contents: Introduction 2019 Winners Circuits Promotion Class: BARC Radical SR3 Trophy Class: UK Revolution Trophy Class: Sports Prototype Open Race Organisation Cup Partners Hospitality 2019 Winners Awards Entry Fees and Process Welcome We created the Sports Prototype Cup to give drivers and teams a premium, professional but friendly, customer focused event to race in. In 2019 we ran three trial meetings to build the foundations for our first full season in 2020. We will run the Revolution UK Trophy and the BARC Radical SR3 Trophy within the Cup. Our ‘Race within the Race’ concept will mean that each model of car benefits from equal promotion, rather than having a class hierarchy. We have a 5 year commitment to include the Revolution UK Trophy and the BARC Radical SR3 Trophy. We will also run an Open ‘invitation’ class at selected races. At Donington and Snetterton this will be for cars below the SR3 1.5 performance level. At Silverstone GP, a wider range of guest entries may be invited. My PitBox91 team and the British Automobile Racing Club have vast experience in motorsport, ranging from Le Mans 24h and BTCC to running club motorsport events. We had really positive feedback from the Revolution and Radical drivers who raced in 2019 and we look forward to growing together in 2020. We work closely with the teams and drivers who choose to invest in the Cup and work collectively to make it the UK’s best sportscar racing championship. Thank you for your interest in the Sports Prototype Cup and I look forward to welcoming you onto the grid. -

Race 9 - Classification
Dunlop 24HR RACE 9 - CLASSIFICATION POS NO CLPIC TEAM / DRIVERS CARLAPSTIME GAP DIFF MPH BEST ON 3 1 529 24:01:21.245 80.60 2:14.207 406 1 35 Andrew HOWARD / Jonny ADAM / Harry WHALE / Jamie CHADWICK / Ross 4 1 52424:01:22.377 5 Laps 5 Laps 79.84 2:18.242 433 2 50 Karel Gijs BESSEM / Harry HILDERS / Roger GROUWELS 3 2 51924:02:48.091 10 Laps 5 Laps 79.00 2:18.581 409 3 37 Hal PREWITT / Jim BRODY / Alistair MACKINNON / Dirk SCHULZ / Sam ALP 3 3 51524:01:22.686 14 Laps 4 Laps 78.47 2:15.724 435 4 41 Anthony HUGHES / Ollie HANCOCK / Devon MODELL 3 4 50624:01:21.680 23 Laps 9 Laps 77.10 2:17.132 365 5 36 Andrew PALMER / Marek REICHMAN / Alice POWELL / Andrew FRANKEL 4 2 49523:28:46.902 34 Laps 11 Laps 77.17 2:19.289 93 6 33 Nick BARROW / Tom BARROW / Clint BARDWELL / Richard CORBETT 1 1 49224:02:58.107 37 Laps 3 Laps 74.88 2:07.991 457 7 10 Laurence WILTSHIRE / Chahin NOURI / Martyn SMITH / Richard ROBERTS 5 1 49124:01:53.016 38 Laps 1 Lap 74.78 2:26.084 455 8 62 Ivo BREUKERS / Rik BREUKERS / Sjaco GRIFFIOEN 2 1 48724:02:05.315 42 Laps 4 Laps 74.17 2:10.975 316 9 91 Tom ONSLOW-COLE / Paul WHITE / Ben GERSEKOWSKI / Gary JACOBSO 4 3 48524:03:47.301 44 Laps 2 Laps 73.77 2:22.918 369 10 58 Dave COX / Jason COX / Michael COX / George HAYNES 2 2 46424:04:00.265 65 Laps 21 Laps 70.57 2:14.531 321 11 17 Nigel PIKE / Paul BLACK / Joachim BOLTING / Pat GORMLEY 4 4 45924:02:02.086 70 Laps 5 Laps 69.90 2:32.319 437 12 59 Ben DEMETRIOU / Jonathan EVANS / Alex EACOCK / Paul FOLLET 1 2 41824:01:42.383 111 Laps 41 Laps 63.67 2:02.922 392 13 12 Lawrence TOMLINSON -

Specific Regulations
Balance of Performance Publication Date: 20.12.2017 Hankook 24H DUBAI 2018 Hankook 3x3H DUBAI 2018 (Prototypes) To Sporting & Technical Regulations 24H SERIES power by Hankook 2018, Version 28 September 2017, with KNAF-permit No.: 0314.17.266 Dear Teams and Drivers In this BOP-publication you will find: • Balance of Performance (BOP) • SP-BOP-CAT (Theoretical best lap times). Applicable for: • Hankook 3x3H DUBAI PROTOS (24H PROTO SERIES + 24H GT SERIES) • Hankook 24H DUBAI (24H TCE SERIES + 24H GT SERIES) This BOP and other figures are in force with immediate application and replaces the figures of appendix 18 of the Sporting & Technical regulations and eventually previously published BOP-publications. Notes on boost control: Control of Pboost strategy as per document attached (Appendix: Control of Pboost strategy), for all cars of which Pboost max is specified, unless explicit described otherwise. Approved: 20 December 2017 Creventic BOP Hankook 24H DUBAI 2018 and Hankook 3x3H DUBAI Prototypes 1 Petrol & Diesel Touring cars, up to 3500cc Minimum Max Class Cylinder capacity Weight Refuelling Remarks amount 1100 kg 100L Diesel cars up to 2000cc 1200 kg 120L up to 1.300cc 710 kg 80 L 1.300 - 1.400cc 760 kg 80 L Petrol 1.400 - 1.600cc 820 kg 90 L Theoretical best lap time: A2 (up to - 2.000cc) 1.600 - 1.800cc 900 kg 100 L 2min20 (Dubai) 1.800 - 2.000cc 980 kg 100 L Supercharged engines 1000kg 70 L Petrol up to 1.650cc 1100kg 80 L Supercharged engines Peugeot RCZ (up to 1.650cc) 1100 kg 80 L 1.600cc / Turbo 2.000 - 2.500cc 1000 kg 120 L Petrol 2.500 - 3.000cc 1100 kg 120 L (2.000 - 3.500cc) 3.000 - 3.500cc 1200 kg 120 L Peugeot 208 GTI 1050 kg 85 L 1.600cc / Turbo Petrol 900 kg 100 L e.g. -
Interview with Ex-F1 Driver Mark Blundell “Racing Should Be About Man Versus Machine”
ROAD TRACK RACE SUMMER 2016 PAGE 006 INTERVIEW WITH EX-F1 DRIVER MARK BLUNDELL “RACING SHOULD BE ABOUT MAN VERSUS MACHINE” TRACK DAY SAFETY RACING ADDICT THE ROAD TO LE MANS Report from MSD roundtable Interview: BTCC driver Interview: Team BRIT boss on track day safety issues Mark Howard Dave Player PAGE 022 PAGE 032 PAGE 042 PLUS: ZENOS E10 >> GINETTA G57 >> TRACK GUIDES >> GOLD TRACK REVIEW >> CLUB REPORTS Circuit de Spa-Francorchamps Premium Trackdays Never Driven Spa? Now’s the time... e Belgian Formula One Spa Grand Prix. Total 24 sportsman-like behaviour encouraged. Race cars and hours of Spa. Spa Summer and 6 hour Classic. World slick tyres allowed, all day catering and lunch Series by Renault. World Endurance Championship. included, and private pitboxes, one-on-one You’ve watched it. Now experience it for yourself. professional coaching and a wide range of rental cars are available upon request. RSRSpa Premium Trackdays are the best way to experience your own car safely on-track, oering Make time for yourself. Live the Legend. Contact limited entry, high quality events run in an open us and Book today. pitlane format, with free overtaking rules and Visit www.RSRSpa.com for more dates and info Next Trackday Dates: Mon 12 September 2016 Fri 21 October 2016 Tue 27 September 2016 Sat 12 November 2016 RSRSpa Premium Trackdays p: +32 8727 5116 | w: www.RSRSpa.com | e: [email protected] FROM THE EDITOR afety in motor- The results were, to say lighted that in this issue he activities in 2016 and sport! Just how the least, very interesting. -
24H SERIES 2018 Eligible Cars and Class Overview Class Overview, Including Minimum Weight, Maximum Refuelling Amount
24H SERIES 2018 Eligible Cars and Class Overview Class overview, including minimum weight, maximum refuelling amount. Version: 16-11-17 Please refer to the balance of performance publication of the specific event for the most current class overview and balance of performance figures. This BOP-publication will be published by the promoter before the start of the event. Division Class Description Petrol Touring Cars: up to 2000cc & Supercharged up to 1650cc A2 and Diesel up to 2000cc Touring cars, group N, group A and group 24h Specials Petrol Touring Cars: 2000 up to 3500cc & Supercharged 1650 up to 2000cc and Diesel 2000 up to 3000cc A3 (except TCR cars) and Diesel 2000 up to 3000cc Touring cars, group N, group A and group 24h Specials CUP1 Petrol Touring Cars: BMW M235i Racing Cup: 3000cc Twin Turbo Touring Cars Production: Petrol Touring Cars 2500cc TCP1 Group “Touring Car Production” Touring Cars Production: Petrol Touring Cars 3000cc TCP2 Group “Touring Car Production” TCR cars (Touring Cars: Supercharged (2015 and younger) TCR (1600 – 2000cc basically according TCR-regulations) Special Cars SP3 Special cars which are not accepted in any other class (mainly Touring cars) Weight/HP-ratio: approx. 3,5-4,0 kg/hp GT4 Homologated Cars GT4 Basically according to SRO GT4 regulations Special Cars SP2 Special cars which are not accepted in any other class (e.g. GT-, Silhouette) Weight/HP-ratio: approx. 3,0-3,4 kg/hp Special Cars SPX Special cars which are not accepted in any other class (e.g. GT-, Silhouette) Weight/HP-ratio: approx. 2,5-2,9 kg/hp SP4 Electrical and Hybrid Cars (only on special request) Cup class for Porsche Cup 991 991-PRO Porsche 991-I Cup Cars (models 2014..2016) 991-AM Porsche 991-II Cup Cars (models 2017) Mainly GT3 Cars A6-PRO Is a class for GT-cars regulated by weight, tank capacity and other Balance of A6-AM Performance parameters P2-Prototypes P2 Admission on individual basis performance guideline: P2 cars MY 2016 and older) P3-Prototypes P3 Admission on individual basis: ADESS 03, Ligier JS P3, Norma M30, etc. -

Friday Qualifying Thunderhill
NASA NorCal 25 Hrs of Thunderhill Sorted on best lap time 2019 - 25 Hours of Thunderhill Thunderhill 3.000 miles 25 Hours of Thunderhill Qualifying 12/6/2019 17:15 Qualifying started at 17:15:04 Pos No. Name Class Laps Best Tm Make - Model Sponsor E0 1 18 Honda Racing THRW 2 - E0 6 2:15.661 Honda Civic Type R Honda 2 25 Dragonfly Motorsports - E0 4 2:27.242 Factory Five 818 RSR Dragonfly Motorsports 3 21 DIG Motorsports - E0 5 2:35.694 Ford Mustang DIG Motorsports 4 30 MPACT Racing - E0 5 2:38.316 Ford Mustang GT Ford Performance Racing School 5 17 Honda Racing THRW 1 - E0 Honda Civic Type R Honda E1 1 44 FLIR Vision Racing - E1 3 2:23.306 Mitjet LV 02 FLIR 2 67 Bullet Performance (12) - E1 5 2:25.848 BMW 328i Bullet Performance 3 24 El Dorado Motorsports CRX (12) - E1 4 2:30.804 Honda CRX "Mike 4 46 Funduro Racing - E1 7 2:34.604 FDR Roadster Cup Nithaco / Honey Badger Team / OG / Racing CluB Partners 5 27 MF Racing - E1 6 2:42.891 BMW 330 AKGMotorSport E2 1 72 MooreWood Creative - E2 6 2:21.418 BMW 330i "MooreWood Creative 2 86 TAPG Motorsports (12) - E2 5 2:23.431 Toyota 86 "Toyota 3 28 HQ Autosport Racing / Shift Up Now (12) - E2 8 2:28.666 BMW 128i Toyo Tires & Shift Up Now 4 20 Slipstream-racing.com - E2 13 2:29.942 Mazda MX-5 Slipstream-racing.com 5 14 Technik Competition (12) - E2 4 2:34.487 Bmw 330 Hi Tech/ Technik Competition 6 56 SRC - SAMSPON Racing Comm.