The Processes of Iron and Steel Making
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Society, Materials, and the Environment: the Case of Steel
metals Review Society, Materials, and the Environment: The Case of Steel Jean-Pierre Birat IF Steelman, Moselle, 57280 Semécourt, France; [email protected]; Tel.: +333-8751-1117 Received: 1 February 2020; Accepted: 25 February 2020; Published: 2 March 2020 Abstract: This paper reviews the relationship between the production of steel and the environment as it stands today. It deals with raw material issues (availability, scarcity), energy resources, and generation of by-products, i.e., the circular economy, the anthropogenic iron mine, and the energy transition. The paper also deals with emissions to air (dust, Particulate Matter, heavy metals, Persistant Organics Pollutants), water, and soil, i.e., with toxicity, ecotoxicity, epidemiology, and health issues, but also greenhouse gas emissions, i.e., climate change. The loss of biodiversity is also mentioned. All these topics are analyzed with historical hindsight and the present understanding of their physics and chemistry is discussed, stressing areas where knowledge is still lacking. In the face of all these issues, technological solutions were sought to alleviate their effects: many areas are presently satisfactorily handled (the circular economy—a historical’ practice in the case of steel, energy conservation, air/water/soil emissions) and in line with present environmental regulations; on the other hand, there are important hanging issues, such as the generation of mine tailings (and tailings dam failures), the emissions of greenhouse gases (the steel industry plans to become carbon-neutral by 2050, at least in the EU), and the emission of fine PM, which WHO correlates with premature deaths. Moreover, present regulatory levels of emissions will necessarily become much stricter. -

Iron, Steel and Swords Script - Page 1 Powder Is Difficult
10.4. Crucible Steel 10.4.1 The Making of Crucible Steel in Antiquity Debunking the Myth of "Wootz" Before I start on "wootz" I want to be very clear on how I see this rather confused topic: There never has been a secret about the making of crucible (or "wootz") steel, and there isn't one now. Recipes for making crucible steel were well-known throughout the ages, and they were just as sensible or strange as recipes for making bloomery iron or other things. There are many ways for making crucible steel. If the crucible process worked properly, the steel produced was fully liquid, and it didn't matter much exactly how you made it. If the process did not work well and the steel was only partially molten, i.e. a mixture of liquid cast iron and solid austenite, the product was not good steel. Besides differences in the (always large) carbon concentration, the concentration of impurities might also be different - just like for bloomery steel. This might lead to differences in properties for comparable carbon concentrations, for example the susceptibility to cold shortness or the ability to form a good "watered silk" or "water" pattern. Crucible steel that has been liquid once is relatively homogeneous and slag-free - in contrast to bloomery steel. That is where crucible steel is "better" than bloomery steel. Crucible steel is always high carbon if not ultra-high carbon steel (UHCS). This is generally not so good. However, mixtures that would, for example, have produced 0.8 % carbon steel, a steel optimal for many applications, would not melt at the temperatures available. -
Grasp Success by the Roots
Grasp success by the roots Forming and root protection ensure perfect weld seams and roots Profit from forming For more than 40 years, root protection and forming have proven their value in welding technology. They permit an increase in weld Laminar and turbulent flow seam quality and contribute to a reduction of follow-up costs. The focus here is on reworking, pickling costs, the associated transport costs and Laminar flow instead of turbulence the not inconsiderable loss of time. With correct In order to ensure the high quality and economy forming, weld seams and roots can be produced of the work, a few basic rules must be observed. which need no reworking. One of the most important concerns the feed of the shield gas to the weld seam region. This Forming and root protection should never be uncontrolled. In an optimum Root protection is the bathing of the weld root shield gas feed, the flow is laminar. If the flow is and the heat affected zone with shield gases, turbulent, the eddies result in mixing of the while simultaneously displacing atmospheric forming gas and the atmosphere. A laminar flow oxygen (DVS Data Sheet 0937). When applied to is generated with the help of a diffusor, usually pipes and tanks, it is known as forming. This comprising pipes, sheets or mouldings of sinter technique is used for the welding of gas sensitive material. The sinter metal distributes the gas materials such as high alloyed CrNi steels, for feed over a large area, from which the forming example, to ensure the corrosion resistance of gas is emitted in laminar form. -

Shielding Gas. Gases for All Types of Stainless Steel
→ Stainless Steel - New Zealand edition Shielding gas. Gases for all types of stainless steel. Argon 03 Stainless steel is usually defined as an iron-chromium alloy, containing at least 11% chromium. Often containing other elements such as silicon, manganese, nickel, molybdenum, titanium and niobium, it is most widely used as corrosion resistant engineering material in applications where aggressive environments or elevated temperatures are prevalent. Stainless steel is traditionally categorised into four main groups and each group is further sub-divided into specific alloys. The main groups are: austenitic, ferritic, martensitic and duplex. → Austenitic stainless steels are the most widely used, accounting for around 70% of all stainless steels fabricated. They are used in applications such as chemical processing, pharmaceutical manufacturing, food processing and brewing, and liquid gas storage. The weldability of these grades is usually very good. → Ferritic stainless steels are not as corrosion resistant or as weldable as austenitic stainless steels. They have high strength and good high temperature properties and are used for products such as exhausts, catalytic converters, air ducting systems, and storage hoppers. → Martensitic stainless steels are high strength but are more difficult to weld than other types of stainless steels. They are used for products such as vehicle chassis, railway wagons, mineral handling equipment and paper and pulping equipment. → Duplex stainless steels combine the high strength of ferritic steels and the resistance of austenitic steels. They are used in corrosive environments such as offshore and petrochemical plants, where the integrity of the welded material is critical. ARGOSHIELD®, ALUSHIELD® STAINSHIELD® and SPECSHIELD® are registered trademarks of BOC a Member of The Linde Group. -

Iron and Steel: Introduction
Iron and Steel: Introduction Iron is cheap and strong and the most used metal in the world. Iron, as produced in the blast furnace is called pig iron. This is brittle because it contains about 4% carbon and other non-metal impurities. Most of this iron is converted into a variety of steels by removing nearly all the carbon, and adding small quantities of different metals. The different steels are alloys which are mixtures of metals. They have different properties such as toughness, hardness, corrosion resistance, etc. Some background The method of using carbon to reduce iron oxide to iron was very probably discovered accidentally in prehistoric camp fires. Here, charcoal would have been the source of carbon. The iron was used to make tools and weapons and gave its name to the Iron Age. Early in the 18th century, Abraham Darby in Shropshire discovered a method of converting coal to coke as a source of carbon. This led to the modern blast furnace. In the mid-19th century, Henry Bessemer developed a steel-making process that used oxygen to burn off some of the carbon in cast iron. The Basic Oxygen Steelmaking process was introduced in the 1950s and now accounts for about two-thirds of steel production. Did you know? Stainless steel contains about 18% chromium. About three-quarters of food and drinks cans are made of steel. A car tyre contains over ½ kg of steel wire. About 400 million tonnes of steel are recycled every year worldwide. Iron and Steel: Introduction | 1 . -

ARCHAEOLOGY DATASHEET 302 Steelmaking
ARCHAEOLOGY DATASHEET 302 Steelmaking Introduction A single forging produced ‘shear steel’, a second operation Although an important aspect of medieval and earlier resulted in ‘double shear steel’ and so-on. societies, the manufacture of steel was industrialised during Furnace design changed over time, and also appears to the post-medieval period. Many complementary techniques have shown some regional variation. The first English steel were developed which often operated at the same time on furnaces were built at Coalbrookdale (Shropshire) by Sir the same site; there were also close links with other Basil Brooke in c1615 and c1630. These were circular in ironworking processes. This datasheet describes pre-20th plan with a central flue. They probably contained a single century steelmaking processes in the UK, their material chest and would have had a conical chimney. Other 17th- remains and metallurgical potential. century cementation furnaces were located in and around Birmingham, Wolverhampton, Stourbridge and Bristol, but Carbon steel and other alloys none of these have been excavated. The north-east became Until the late 19th century, steel was, like other types of the main area of cementation steelmaking in the late 17th iron, simply an alloy of iron and carbon (HMS datasheet and early 18th centuries. Ambrose Crowley established 201). There was considerable variation in the nature of several cementation steelworks, and others followed. Of ‘steel’ and in the properties of individual artefacts. Cast these, the oldest standing structure is at Derwentcote iron, smelted in the blast furnace usually had a carbon (County Durham), built in 1734. Unlike the West Midlands content of 5-8%, making it tough but brittle. -

Studies of NRIM Continuous Steelmaking Process*
UDC 669.18-932 Studies of NRIM Continuous Steelmaking Process* By Ry uichi NAKAGAWA:* S hiro YOS HIMATSU:* Taklly a UEDA:* Tatsllro M ITSUI, ** Akira FUKUZA WA:* A kira S ATO:* and TS llyoshi OZAKI** Synopsis K.)U- 13) The fundamental aspect q! the development of the NRIM multi-stage (2) Tank type continuous steelmaking process at trough type continuous steelmaking process and the results of its recent IRSID (France )14- 16) operations are presented in this jJaper. Though the scale of the plant used (3) Single stage trough type continuous steel was small (7.8 tlhr in hot metal flow rate), a suitable sejJaration of the making process (WORCRA process) at CRA (Austral steelmaking reactions to each stage of the continuous steelmaking furnace ia)17 - 20) and the know-how qf its ojJeration were satiifactorily obtained. As the (4) Single stage trough type continuous steel result of the separation, that is, silicon and phosphorus were mostly removed making process at Bethlehem Steel Co. (U.S.A. )21) in the first stage so that the final carbon level was controlled mainly in the second stage, the product with phosphorus as low as 0.005% (dephosjJhori (5) Single stage multi-chamber type continuous z ation rate 96% ) was obtained with comparable amount of lime to that steelmaking process at MISiS (U.S.S.R.)22) of the conventional batch type steelmaking processes. The industrializ a (6) Multi-stage trough type continuous steelmak tion of this process is confirmed to be feasible. ing process at NRIM (Japan)23- 34) In NRIM the research on the continuous steelmak I. -

EFFICIENT GAS HEATING of INDUSTRIAL FURNACES EFFICIENT GAS HEATING of INDUSTRIAL FURNACES COMPANY PROFILE: Gasbarre Furnace Group JANUARY/FEBRUARY 2017
THERMAL PROCESSI NG MAGAZINE MAGAZINE NG EFFICIENT GAS HEATING OF INDUSTRIAL FURNACES FURNACES INDUSTRIAL OF GAS HEATING EFFICIENT EFFICIENT GAS HEATING OF INDUSTRIAL FURNACES COMPANY PROFILE: Gasbarre Furnace Group JANUARY/FEBRUARY 2017 JANUARY/FEBRUARY JANUARY/FEBRUARY 2017 Technologies and Processes for the Advancement of Materials thermalprocessing.com TP-2017-01-02.indb 1 12/23/16 10:43 AM Regardless of the industry you are in or the Regardless of the industry you are in or the Regardless of the industry you are in or the processes you run, The Ipsen, Harold blog is processes you run, The Ipsen, Harold blog is processes you run, The Ipsen, Harold blog is devoted to providing expert-curated best devoted to providing expert-curated best devoted to providing expert-curated best practices, maintenance tips and details about practices, maintenance tips and details about practices, maintenance tips and details about the latest industry news and innovations. the latest industry news and innovations. the latest industry news and innovations. Want to know what everyone else is reading? Want to know what everyone else isWant reading? to know what everyone else is reading? Here are our top blog posts of 2016 ... Here are our top blog posts of 2016 ... Here are our top blog posts of 2016 ... 5 Quick Tips on How to Become a Brazing Superhero 5 Quick Tips on How to Become a Brazing Superhero 5 Quick Tips on How to Become a Brazing Superhero When it comes to vacuum aluminum brazing there are a lot of advantages, but you also need to know When it comes to vacuum aluminum brazing there are a lot of advantages,When but you also need to know it comes to vacuum aluminum brazing there are a lot of advantages, but you also need to know the details on how to properly braze your parts. -

Measuring the Dewpoint of Hydrogen Forming Gas with a Zirconia Oxygen Sensor
Measuring the Dewpoint of Hydrogen Forming Gas with a Zirconia Oxygen Sensor By Dr M A Swetnam 1 Abstract This paper describes the uses of hydrogen forming gas in reducing and oxidising industrial applications and explains why controlling the water content is so important in the metal heat treatment industry. Measuring water at elevated temperatures is extremely difficult to do with normal equipment. Cambridge Sensotec has developed a high temperature forming gas analyser capable of measuring the hydrogen dewpoint using a series of thermodynamic calculations, based on the signals from a modified Rapidox zirconia oxygen sensor. 2 Background Forming gas is used in many heat treatment applications as a cheap way to remove oxygen and control water in an oven or heat treatment process. Forming gas is a mixture of hydrogen (H2) and an inert gas which is nearly always nitrogen (N2). It can be made chemically by cracking ammonia: 2 3 + 1 3 → 2 2 which produces a ratio of 3:1 hydrogen to nitrogen. This method is not generally used because it is chemically inefficient and costly. More commonly the hydrogen and nitrogen are either mixed together on site or purchased as a pre-mixed cylinder from the gas company. Any mix of hydrogen and nitrogen can refer to forming gas, but the most common blend is 5% H2 in 95% N2. This mix is always below the lower explosive limit (LEL) Forming Gas White Paper v1.0 1 of hydrogen and is therefore considered a safe gas which does not require any special equipment or handling. 3 Forming Gas Applications Forming gas is used in specialist soldering applications as well as some photographic applications to clean long exposed film (e.g. -

Mathematical Modeling of Discharge Plasma Generation and Diffusion Saturation of Metals and Alloys
Information Technologies in Science, Management, Social Sphere and Medicine (ITSMSSM 2016) Mathematical Modeling of Discharge Plasma Generation and Diffusion Saturation of Metals and Alloys Nguyen Bao Hung1, T. V. Koval2, Tran My Kim An3 1,2,3 National Research Tomsk Polytechnic University Tomsk, Russia E-mail: [email protected], [email protected], [email protected] Abstract. This paper presents a mathematical modeling of the for which it is required to provide an ion current density of plasma generation in a hollow cathode and the diffusion ~1 mA/cm2 to a treated surface and a discharge operating saturation of metals and alloys by nitrogen atoms in the plasma voltage of hundred volts [8–11]. of a low-pressure non-self-sustained glow discharge. Characteristics of gas discharge are obtained. The relations The complexity and multiple relations of nitriding process between main technological parameters and structural-phase make difficult to define the general laws in the structuration of states of nitrited material are defined. Furthermore, this paper modified layers and their properties [12-16]. Such problems leads a comparison of calculated results with the experimental can be solved by mathematical modeling of the processes in data. plasma generation and material nitriding. This is also an effective way to establish the mechanisms of forming the Keywords: hollow cathode, glow discharge, low-pressure modified layer with specified properties and their dependences discharge, plasma, plasma cathode, plasma nitriding, diffusion on -
Confirming the Dew Point of Forming Gas Using Intrinsically Safe
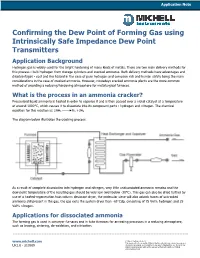
Application Note Confirming the Dew Point of Forming Gas using Intrinsically Safe Impedance Dew Point Transmitters Application Background Hydrogen gas is widely used for the bright hardening of many kinds of metals. There are two main delivery methods for this process - bulk hydrogen from storage cylinders and cracked ammonia. Both delivery methods have advantages and disadvantages - cost and fire hazard in the case of pure hydrogen and corrosion risk and human safety being the main considerations in the case of cracked ammonia. However, nowadays cracked ammonia plants are the more common method of providing a reducing/hardening atmosphere for metallurgical furnaces. What is the process in an ammonia cracker? Pressurised liquid ammonia is heated in order to vaporise it and is then passed over a nickel catalyst at a temperature of around 1000°C, which causes it to dissociate into its component parts - hydrogen and nitrogen. The chemical equation for this reaction is: 2NH3 N2 +3H2 The diagram below illustrates the cracking process: As a result of complete dissociation into hydrogen and nitrogen, very little undissociated ammonia remains and the dew-point temperature of the resulting gas should be very low (well below -30°C). This gas can also be dried further by use of a heated-regeneration twin column desiccant dryer, the molecular sieve will also adsorb traces of uncracked ammonia still present in the gas, the gas exits the system dryer than -65°Cdp, consisting of 75 Vol% hydrogen and 25 Vol% nitrogen. Applications for dissociated ammonia The forming gas is used in conveyer furnaces and in tube furnaces for annealing processes in a reducing atmosphere, such as brazing, sintering, de-oxidation, and nitrization. -

Blended Cement Mixed with Basic Oxygen Steelmaking Slag (BOF) As an Alternative Green Building Material
materials Article Blended Cement Mixed with Basic Oxygen Steelmaking Slag (BOF) as an Alternative Green Building Material Assel Jexembayeva 1,2, Talal Salem 1, Pengcheng Jiao 3,4,*, Bozhi Hou 3 and Rimma Niyazbekova 2 1 Department of Civil and Environmental Engineering, Michigan State University, East Lansing, MI 48824, USA; [email protected] (A.J.); [email protected] (T.S.) 2 Technical Faculty, Saken Seifullin Kazakh Agro Technical University, Astana 010011, Kazakhstan; [email protected] 3 Institute of Port, Coastal and Offshore Engineering, Ocean College, Zhejiang University, Zhoushan 316021, China; [email protected] 4 Engineering Research Center of Oceanic Sensing Technology and Equipment, Zhejiang University, Ministry of Education, Hangzhou 310000, China * Correspondence: [email protected] Received: 13 June 2020; Accepted: 4 July 2020; Published: 9 July 2020 Abstract: Portland cement tends to exhibit negative environmental impacts; thus, it is required to find measures that will improve its green credentials. In this study, we report a blended Portland slag cement as an alternative environmentally-friendly building material in order to reduce the total carbon footprint resulted from the production of the ordinary Portland cement (OPC), which may resolve the environmental issues associated with carbon dioxide emissions. The ordinary Portland cement type I enhanced by basic oxygen steelmaking slag (BOF) is produced and casted into cubic and beam-like samples for the compressive and three-point bending tests, and the compressive and flexural strengths are experimentally measured. Numerical simulations are conducted to compare with the experimental result and satisfactory agreements are obtained. X-ray diffraction (XRD) investigations and porosity tests are then carried out using the semi-adiabatic calorimetry, which indicates that 5% BOF is the optimal ratio to accelerate the hydration process while increasing the amount of hydration products, especially at the early curing age of 3 days.