Considerations for Copper Roof Design
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

American Galvanised Iron Roofing and Cladding from the 1870'S to 1920'S
University of Pennsylvania ScholarlyCommons Theses (Historic Preservation) Graduate Program in Historic Preservation 1988 American Galvanised Iron Roofing and Cladding from the 1870's to 1920's Andrew Benjamin Hall University of Pennsylvania Follow this and additional works at: https://repository.upenn.edu/hp_theses Part of the Historic Preservation and Conservation Commons Hall, Andrew Benjamin, "American Galvanised Iron Roofing and Cladding from the 1870's to 1920's" (1988). Theses (Historic Preservation). 301. https://repository.upenn.edu/hp_theses/301 Copyright note: Penn School of Design permits distribution and display of this student work by University of Pennsylvania Libraries. Suggested Citation: Hall, Andrew Benjamin (1988). American Galvanised Iron Roofing and Cladding from the 1870's to 1920's. (Masters Thesis). University of Pennsylvania, Philadelphia, PA. This paper is posted at ScholarlyCommons. https://repository.upenn.edu/hp_theses/301 For more information, please contact [email protected]. American Galvanised Iron Roofing and Cladding from the 1870's to 1920's Disciplines Historic Preservation and Conservation Comments Copyright note: Penn School of Design permits distribution and display of this student work by University of Pennsylvania Libraries. Suggested Citation: Hall, Andrew Benjamin (1988). American Galvanised Iron Roofing and Cladding from the 1870's to 1920's. (Masters Thesis). University of Pennsylvania, Philadelphia, PA. This thesis or dissertation is available at ScholarlyCommons: https://repository.upenn.edu/hp_theses/301 UNIVEKSlTYy* PENNSYLVANIA. UBKARIES s AMERICAN GALVANISED IRON ROOFING AND CLADDING FROM THE 1870 's TO 1920' Andrew Benjamin Hall A THESIS The Graduate Program in Historic Preservation Presented to the Faculties of the University of Pennsylvania in Partial Fulfillment of the Requirements for the Degree of MASTER OF SCIENCE 1988 Robert Schuyler, Associate Professor, American Civilization, Advisor Henry Glassie, Professor, Folklore and Folklife, Reader Da\ri#-G. -

Architectural Metal Wall & Roof Systems Product Portfolio
Metal Wall & Roof Systems North America Architectural Metal Wall & Roof Systems Product Portfolio Innovative Single Element Building Envelope Solutions Architectural Metal Wall & Roof Systems Product Portfolio Morin specializes in roll forming of architectural heavier gauge single skin metal wall and roof systems. With over 100 profiles and three manufacturing locations, Morin is well positioned to produce for any size project. 2 Architectural Metal Wall & Roof Systems Product Portfolio Contents 01 Morin Architectural Wall Range Matrix Series® 10 Pulse Series® 12 Integrity Series 14 Concealed Fastener Series 16 Exposed Fastener Series 18 MorZip® Series 20 02 Morin Architectural Roof Range MorZip® Series 20 Symmetry Series 22 SLR Series 24 SWL Series 26 03 Design Options Perforations 28 Primo Soffit Panel 30 Monolith Series 32 KarrierPanel™ 34 Color Options 36 3 Architectural Metal Wall & Roof Systems Product Portfolio Your Global Partner Morin is part of the Kingspan Group plc., founded in Kingscourt Co. Cavan Ireland in 1965, Kingspan is a global leader in the design, development and delivery of advanced building envelope products and solutions. Italy France UK & Ireland Norway Spain Germany Sweden Canada Poland USA Turkey Mexico Middle East Asia South East Brisbane Sydney South America Melbourne 13 159 5.3 15,000+ regional R&D manufacturing billion USD employees centers sites worldwide revenue in 2019 worldwide 4 Architectural Metal Wall & Roof Systems Product Portfolio Kingspan Insulated Panels are pioneering better technologies and methods of building for a low carbon world. Improving building performance, construction methods and ultimately people’s lives – that’s what drives our people across the world. Energy efficiency is at the heart of Kingspan’s innovation, from making the industry’s most thermally efficient core for our insulated panels, to producing the most airtight interfaces, to providing technical and field-service support on how to build optimally. -

Metal Sales Product Catalog Metal Roof & Wall Panels Products
Metal Sales Product Catalog Metal Roof & Wall Panels Products Architectural Commercial Post Frame Residential THE METAL SALES Profile Selection DIFFERENCE STANDING SEAM PANELS Magna-Loc, Magna-Loc 180 ��������������������������������������������������3 WTW For more than 55 years, Metal Sales Manufacturing Corporation has Curved Magna-Loc ����������������������������������������������������������������3 WTW ™ earned a reputation as the premier provider of innovative metal building T-Armor Series ��������������������������������������������������������������������4 WTW Seam-Loc 24® ������������������������������������������������������������������������5 WTW components and accessories� We’ve backed this reputation with the Snap-Loc 24 ��������������������������������������������������������������������������5 WTW industry’s largest professional sales and service team, supported by 21 Vertical Seam, Vertical Seam Plus ����������������������������������������6 WTW branches located throughout the United States� Clip-Loc ���������������������������������������������������������������������������������6 WTW We offer a full line of exceptional quality metal roof and wall panels for CONCEALED FASTENED PANELS agricultural, commercial, architectural, industrial and residential projects Image II™ �������������������������������������������������������������������������������7 WTW of every shape and size – new construction or retrofit. Mini-Batten, Curved Mini-Batten ��������������������������������������������8 Box-Batten �����������������������������������������������������������������������������8 -

Product Catalog
ARCHITECTURAL METAL ROOF AND WALL SYSTEMS PRODUCT CATALOG (800) 669-0009 • WWW.BERRIDGE.COM A MESSAGE FROM JACK BERRIDGE SETTING THE ARCHITECTURAL METAL STANDARD Back in 1970, No other company can provide you we are certain that you will find that when I founded with the range of products and the Berridge meets all of your needs. the Berridge depth of service like Berridge. Whether Thank you for your business in the past Manufacturing you are a contractor or an architect, and we look forward to working with Company, our Berridge is proud to offer extensive you on your next project. goal was to be first in providing our programs to provide customer service customers with high-quality, innovative and support through our architectural, Sincerely, architectural metal roof panels. Now, technical and marketing departments. more than four decades later, we Coupled with the industry’s broadest have established our role as the selection of panels and shingles for Jack A. Berridge most innovative manufacturer in the every application, on-site forming Chairman of the Board architectural metal panel industry. equipment and our superior warranties, WIDEST INDUSTRY THE BERRIDGE LICENSEE FULL TESTING, SELECTION OF TOTAL PROGRAM AND EXTENSIVE WARRANTIES, FACTORY PRODUCTS EXCLUSIVE TECHNOLOGY AND SUPPORT 32 Architectural Metal Products Exclusive On-Site Fabrication 13 Nationwide Branches Technology With Berridge Portable Available In: Roll Formers And Seamers Full Product Testing • 24 gauge Galvalume® steel substrate Superior Warranty Programs: • Many -

Aluminum Design Guide
Aluminum Design Guide / Installation Supplement This aluminum panel design guide / installation guide KEY ATTRIBUTES IN DETAIL supplement provides general information and guidance for AEP Span products manufactured out of aluminum. Corrosion Resistance: Refer to the standard AEP Span product installation Bare aluminum quickly develops a durable oxide film on guides for installation recommendations and refer to this the surface when exposed to air. This transparent, very supplement for additional considerations and information thin oxide layer is nearly impervious to further specific to aluminum. corrosion. This drives the desire for utilizing aluminum in coastal (corrosive) environments as well as applications that produce many cut edges. Perforated ALUMINUM MATERIAL SUMMARY panels are also very popular in aluminum due to the corrosion resistance around the punched holes. No red Physical properties of AEP Span’s aluminum offering: rust around perforation edges like what often occurs Alloy: 3003-H14 with steel panels. (3105-H26 alt.) Yield (typ.): 17ksi Tensile (typ.): 20ksi Coefficient of 0.0000133” growth of 1” of Thermal material per each degree of Expansion: temperature rise Weight: 0.098lbs/in3 - Properties obtained from The Aluminum Association’s Aluminum Design Manual. - AEP Span aluminum alloys and product design in compliance to ASTM B209, Standard Specification for Aluminum and Aluminum-Alloy Sheet and Plate Products manufactured out of aluminum have specific Thermal Expansion / Contraction: characteristics that provide both benefits and limitations for their use as single skin metal roof and wall panels. The thermal expansion/contraction of aluminum is double the rate of steel. A common rule of thumb for Benefits: steel is to expect roughly 1/8” expansion for every 10ft of panel length. -

Aluminum Copper Steel Stainless Steel Sps Metals
SPS METALS Since 1977, We’ve been a national distributor of quality roong, architectural sheet metal, and plumbing products for the professional contractor. ALUMINUM | COPPER | A606 COR-TEN | LEAD | PAINTED | STEEL | STAINLESS STEEL | ZINC ALUMINUM Gauges Width Length Alloy .032 - .250 48”, 60”, 72” 96”, 120”, 144” 3003, 5052, 5005AQ Coil ANODIZED ALUMINUM Gauges Width Length Color Available Upon Request .032 - .125 48”, 60” 96”, 120”, 144” Clear Class II 72” wide Coil Black Class II Class I Dark Bronze Custom Colors ALUMINUM Medium Bronze Ex Dark Bronze Champagne - Batch COPPER Alloy 110 Lead Coated Sheet Coil Revere Copper - Liberty 16, 20oz 36”x120” 11 7/8", 15", Collection Gauge 18", 20", 24" Delaware (brass) 12, 16, 20, 24, 32, 48 & 96oz Freedom Grey 36”x96” DE #1 16, 20oz 36”x120” 20” & 24“ Massachusetts Width Length MA #6 Sheet 24”, 36”, 48” 96”, 120” Continental Bronze 36”x96” 20”, 24”, 36” New York 16, 20oz 36”x120” NY #11 Masking available on 1 side North Carolina COPPER Bar Coil 2.625”, 11 7/8”, 15”, 16”, 1/8”x1”, 3/16”x1” - Other sizes available upon request Hammered, Crimped, 18”, 20”, 24”, 36”, 48” Flat & Expanded STEEL Standard Stock Length 96", 120”, 144" G40 G60 G90 A606 Cor-Ten Cladded Metal 36” 16GA-26GA 36” 16GA-26GA 36” 10GA-26GA 48” 18GA-22GA CR 24G TPO WHITE, 48” 16GA-28GA 48” 16GA-28GA 48” 7GA-26GA 48” 7GA-16GA HR GREY, TAN 60” 16GA-28GA 60” 16GA-28GA 60” 8GA-26GA 60” 7GA-16GA HR 24GA PVC WHITE, GREY, TAN Galvannealed A-40 Cold Roll Bonderized Galvalume Plus 36” 14GA-26GA 36” 10GA-22GA 48” 11GA-26GA 48” 18GA-26GA -

Metal-Roofing-Myths-A.B.-Martin.Pdf
The Six Myths of Metal Roofing Debunked Debunked www.abmartin.net Myth #1 A metal roof is way more expensive than asphalt shingles Debunked Actually, corrugated metal panels often cost as much as 20% less per square (10’ x 10’) than asphalt shingles accessories like screws,. Before flashing, you get and too ridgeexcited caps. though, With remember the accessories that a included, metal roof a metal requires roof more can cost about the same as (or within a few hundred dollars of) a shingle roof. And considering that our premium and standard metal panels come with 40-year paint warranties (with many metal roofs even lasting over 100 years with proper maintenance), the savings over time makes metal a smarter choice. Read More. Myth #2 A metal roof costs more because it takes longer to install than asphalt shingles Debunked Debunked Sometimes, yes. But not always. Every roof is different. If we’re talking about a very complicated roof with lots of peaks, ridges, dormers, and valleys, then shingles might be faster to install and cost less in labor than metal roofing. But a standard gable roof will enable an experienced crew to install metal panels significantly faster than shingles, saving you labor costs. Read more. Myth #3 A metal roof is heavier than asphalt shingles Debunked No way. In fact, a metal roof is often over 50% lighter than asphalt shingles. So in most cases no additional framing is needed where shingles were used previously. Many roofers will even install metal over top of shingles to save you removal and disposal costs. -

1 Architectural Metal Roof, Wall and Perimeter/Roof Edge Systems
Architectural Metal Roof, Wall and Perimeter/Roof Edge Systems 800-PAC-CLAD | PAC-CLAD.COM 1 TABLE OF CONTENTS PAC-CLAD® PRODUCT RANGE 3-7 PAC-CLAD PRODUCT RANGE AND APPLICATIONS Petersen Aluminum Corporation (PAC) was founded in 1965 PAC-CLAD PANELS 8-9 PAC-CLAD COLOR CHART AND AVAILABILITY as a metals service center to the architectural metal industry. Petersen is an industry leader in providing factory-produced 10-11 SNAP-CLAD PANELS Petersen provides products of the highest possible quality metal panels, maintaining extensive roll-forming equipment in within reliable, dependable lead times. Petersen’s strong all regional plants. Each Petersen facility produces panels that national sales base allows for large inventories and cost have been leveled. Standing seam, exposed fastener, flush wall, Snap-Clad economies for its customers. soffit and horizontal wall panels are factory-formed in lengths 12-13 TITE-LOC PANELS Headquartered in Elk Grove Village, Illinois, located just outside up to 64’. Refer to the specific product pages, or consult the of Chicago, Petersen also operates full production facilities in local factory for maximum lengths and capabilities for each Tite-Loc Tite-Loc Plus Annapolis Junction, Maryland; Tyler, Texas; Phoenix, Arizona facility. Matching flashing and trim also may be factory-formed, or field-formed from PAC-CLAD material. 14-15 SNAP-ON PANELS and Acworth, Georgia, plus a regional sales office in Andover, Minnesota. In addition to the information found in this catalog, PAC-CLAD ACCESSORIES PAC maintains an extensive website at pac-clad.com where a Snap-On Snap-On High Petersen fabricates a wide range of roofing accessories SS Batten Snap-On SS PDF of this catalog is available in digital format and within PAC’s from stocked PAC-CLAD colors and gauges. -
Rubber Boot Flashing
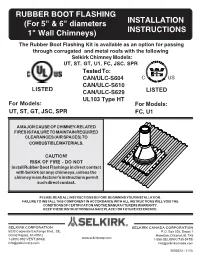
RUBBER BOOT FLASHING INSTALLATION (For 5" & 6" diameters INSTRUCTIONS 1" Wall Chimneys) The Rubber Boot Flashing Kit is available as an option for passing through corrugated and metal roofs with the following Selkirk Chimney Models: UT, ST, GT, U1, FC, JSC, SPR Tested To: CAN/ULC-S604 CAN/ULC-S610 LISTED CAN/ULC-S629 LISTED UL103 Type HT For Models: For Models: UT, ST, GT, JSC, SPR FC, U1 A MAJOR CAUSE OF CHIMNEY-RELATED FIRES IS FAILURE TO MAINTAIN REQUIRED CLEARANCES (AIR SPACES) TO COMBUSTIBLE MATERIALS. CAUTION! RISK OF FIRE - DO NOT install Rubber Boot Flashings in direct contact with Selkirk (or any) chimneys, unless the chimney manufacturer's instructions permit such direct contact. PLEASE READ ALL INSTRUCTIONS BEFORE BEGINNING YOUR INSTALLATION. FAILURE TO INSTALL THIS COMPONENT IN ACCORDANCE WITH ALL INSTRUCTIONS WILL VOID THE CONDITIONS OF CERTIFICATION AND THE MANUFACTURERS WARRANTY. KEEP THESE INSTRUCTIONS IN A SAFE PLACE FOR FUTURE REFERENCE. SELKIRK CORPORATION SELKIRK CANADA CORPORATION 5030 Corporate Exchange Blvd., SE, P.O. Box 526, Depot 1 Grand Rapids, MI 49512 Hamilton, Ontario L8L 7X6 1-(800)-992-VENT (8368) www.selkirkcorp.com 1-888-SELKIRK (735-5475) [email protected] [email protected] 3002822 - 1113 The Rubber Boot Flashing Kit consists of a ventilated shield To install the Rubber Boot Flashing Kit: assembly that fits around a pipe section and a rubber boot that 1. The Shield (item 1) “master” end has a column of master holes seals around the shield assembly. The shield assembly is first on one edge while the other edge has multiple columns of assembled, installed and supported around the chimney. -

Copper Roofing: an Enduring Link Between Past and Future
Volume 15 Number 1 Journal of architectural technology published by Hoffmann Architects, specialists in exterior rehabilitation First Issue 1997 Volume 15 Number 1 Copper Roofing: An Enduring Link Between Past and Future with their standard 20-year warranty. Arthur L. Sanders, AIA Certainly, not all buildings are intended to last more than 30 or 40 years and C ustom-crafted copper roofing, rich may not warrant a copper roof. But in detailing, rich in history, speaks to many are designed for longevity and endurance and long life, its soft blue- merit a roof that will endure equally well. green patina a testament to the passage of time. But as a building material, Without a doubt, copper was and is a copper shouldn’t be relegated to the high initial cost item, typically two or past, despite competition over the past more times the cost of other roofing few decades from lower-cost, pre-formed types, with the exception of slate and metal roofing systems and other roofing tile. This high initial cost was a primary types. If longevity, low maintenance, reason why copper traditionally was and a strong aesthetic statement are a selected only for “important” buildings building owner’s goals, copper remains — public facilities, churches, libraries, the hands-down favorite. and other buildings of long-term value to their owners and their communities. When properly designed, detailed, and That cost came from the high level of installed, a copper roof can easily last craftsmanship required for installation, 50 years or more with relatively little along with the cost of the material itself. -
Download It at Steelscape.Com
METAL ROOF BUYER’S GUIDE WANT A GREAT ROOF? START WITH METAL Metal offers a number of benefits as a construction material. It is fire resistant, 100% recyclable, can be formed into a multitude of shapes and is one the most durable products available on the market. Most importantly, metal is available in an endless array of color and finish options to enable the fulfillment of almost any design vision. This guide is designed to step end-users through the process of selecting the right metal product for roof applications. There are a number of factors to consider when selecting and installing the right solution. This selection is critical to achieving the right aesthetic and securing long term performance. The vast array of technical terms associated with metal roofing can be overwhelming to end-users, however not all of these are critical to the purchase decision. This guide is designed to provide an overview of key insights and steps to follow as part of the buying journey. Specifically, this guide is designed for homeowners, residential remodelers and do-it-yourselfers. For help with more technical elements associated with metal roofs, please contact Steelscape, your preferred installer, or end product manufacturer. ● For further help selecting the right color, or finding the right design inspiration, visit steelscape.com. 1 Limitation of Liability: While Steelscape has used reasonable efforts to in preparing this publication, it makes no representations about the accuracy or completeness of the information contained herein and specifically disclaims any express or implied warranty, including the warranty of merchantability or fitness for a particular purpose. -

A Design Guide for Standing Seam Roof Panels
Missouri University of Science and Technology Scholars' Mine AISI-Specifications for the Design of Cold- Wei-Wen Yu Center for Cold-Formed Steel Formed Steel Structural Members Structures 01 Jun 2000 A Design Guide for Standing Seam Roof Panels American Iron and Steel Institute Follow this and additional works at: https://scholarsmine.mst.edu/ccfss-aisi-spec Part of the Structural Engineering Commons Recommended Citation American Iron and Steel Institute, "A Design Guide for Standing Seam Roof Panels" (2000). AISI- Specifications for the Design of Cold-Formed Steel Structural Members. 26. https://scholarsmine.mst.edu/ccfss-aisi-spec/26 This Technical Report is brought to you for free and open access by Scholars' Mine. It has been accepted for inclusion in AISI-Specifications for the Design of Cold-Formed Steel Structural Members by an authorized administrator of Scholars' Mine. This work is protected by U. S. Copyright Law. Unauthorized use including reproduction for redistribution requires the permission of the copyright holder. For more information, please contact [email protected]. A Design Guide for Standing Seam Roof Panels DESIGN GUIDE CF00-1 JUNE 2000 Committee on Specifications for the Design of Cold-Formed Steel Structural Members a American Iron and Steel Institute A DESIGN GUIDE FOR STANDING SEAM ROOF PANELS June 2000 Design Guide CF 00-1 Committee on Specifications for the Design of Cold-Formed Steel Structural Members American Iron and Steel Institute 1101 17th Street, NW Washington, DC 20036 The following Design Guide has been developed under the direction of the American Iron and Steel Institute Committee on Specifications for the Design of Cold-Formed Steel Structural Members and Metal Building Manufacturers Association Technical Committee.