The Performance Optimization of Oriented Strand Board Veneer Technology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Sheet Products Sheet
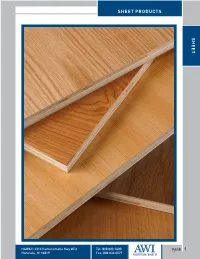
SHEET PRODUCTS SHEET HAWAII: 2312 Kamehameha Hwy #E3 Tel: 808 833 1600 PAGE 1 2.13 Honolulu, HI 96819 Fax: 808 834 0577 ARCHITECTURAL WOODS LP HARDWOOD PLYWOOD HARDWOOD PLYWOOD CORE TYPES The hardwood plywood family of products VENEER CORE includes panel products constructed with All inner plies of wood core material made from: veneer (softwood veneer. SHEET or hardwood, which may be of a different Thickness: species than the panel face), lumber, medium 5/16” or less .......... 3-PLY density fiberboard (MDF), particleboard, other 3/8” ........................ 5-PLY composite panels, or any combination of these 1/2” TO 5/8” ........... 7-PLY 3/4” & Over ............ 7-PLY Min core materials. Panels made with the various core types may differ from one another with Benefit: respect to certain properties such as flatness, Best screwhold power dimensional stability, screwholding ability, bending strength, and visual edge quality. The relative importance of specific properties COMPOSITE CORE in a particular application of the product Consists of wood veneer help determine the appropriate core type inner plies with that should be used. Be sure to discuss your MDF or MPX. product needs with your AWI representative so that they can suggest an appropriate panel for Thickness: 1/2” to 3/4” your particular use. Benefit: SOFTWOOD VENEER cores are light and strong Lightweight. Strong. No core but do not typically yield a panel as flat and telegraphing. Ideal for smooth as composite cores like particleboard overlaying of veneers, high pressure laminates and or MDF. Using a two step, or “blank” process miscellaneus gluable papers can significantly improve veneer core panels’ and foils. -

Chapter 296-78 WAC, Sawmills and Woodworking
Chapter 296-78 WAC Introduction Sawmills and Woodworking Operations _________________________________________________________________________________________________________ Chapter 296-78 WAC Sawmills and Woodworking Operations (Form Number F414-010-000) This book contains rules for Safety Standards for sawmills and woodworking operations, as adopted under the Washington Industrial Safety and Health Act of 1973 (Chapter 49.17 RCW). The rules in this book are effective March 2018. A brief promulgation history, set within brackets at the end of this chapter, gives statutory authority, administrative order of promulgation, and date of adoption of filing. TO RECEIVE E-MAIL UPDATES: Sign up at https://public.govdelivery.com/accounts/WADLI/subscriber/new?topic_id=WADLI_19 TO PRINT YOUR OWN PAPER COPY OR TO VIEW THE RULE ONLINE: Go to https://www.lni.wa.gov/safety-health/safety-rules/rules-by-chapter/?chapter=78/ DOSH CONTACT INFORMATION: Physical address: 7273 Linderson Way Tumwater, WA 98501-5414 (Located off I-5 Exit 101 south of Tumwater.) Mailing address: DOSH Standards and Information PO Box 44810 Olympia, WA 98504-4810 Telephone: 1-800-423-7233 For all L&I Contact information, visit https://www.lni.wa.gov/agency/contact/ Also available on the L&I Safety & Health website: DOSH Core Rules Other General Workplace Safety & Health Rules Industry and Task-Specific Rules Proposed Rules and Hearings Newly Adopted Rules and New Rule Information DOSH Directives (DD’s) See http://www.lni.wa.gov/Safety-Health/ Chapter 296-78 WAC Table of Contents Sawmills and Woodworking Operations _________________________________________________________________________________________________________ Chapter 296-78 WAC SAFETY STANDARDS FOR SAWMILLS AND WOODWORKING OPERATIONS WAC Page WAC 296-78-500 Foreword. -

Use of Wood Residue in Making Reconstituted Board Products
University of Montana ScholarWorks at University of Montana Graduate Student Theses, Dissertations, & Professional Papers Graduate School 1959 Use of wood residue in making reconstituted board products Suthi Harnsongkram The University of Montana Follow this and additional works at: https://scholarworks.umt.edu/etd Let us know how access to this document benefits ou.y Recommended Citation Harnsongkram, Suthi, "Use of wood residue in making reconstituted board products" (1959). Graduate Student Theses, Dissertations, & Professional Papers. 3981. https://scholarworks.umt.edu/etd/3981 This Thesis is brought to you for free and open access by the Graduate School at ScholarWorks at University of Montana. It has been accepted for inclusion in Graduate Student Theses, Dissertations, & Professional Papers by an authorized administrator of ScholarWorks at University of Montana. For more information, please contact [email protected]. THE USE OF WOOD RESIDUE IN MAKING RECONSTITUTED BOMD HiODUCTS SUTHI HARNSOMJKRAM B.S.F., Unlveinsity of the Philippines, 1952 Presented in partial fulfillment of the requirements for the degree of Master of Forestry MONTANA STATE UNIVERSITY 1959 Approved Dean, Graduate School I 3 I960 Date UMI Number: EP34193 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent on the quality of the copy submitted. In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. UMT " DlM«litionP«ibWfca ^ UMI EP34193 Copyright 2012 by ProQuest LLC. All rights reserved. This edition of the work is protected against unauthorized copying under Title 17, United States Code. -

Download This PDF File
CHARACTERISTICS OF TEN TROPICAL HARDWOODS FROM CERTIFIED FORESTS IN BOLIVIA PART I WEATHERING CHARACTERISTICS AND DIMENSIONAL CHANGE R. Sam Williams Supervisory Research Chemist Regis Miller Botanist and John Gangstad Technician USDA Forest Service Forest Products Laboratory1 Madison, WI 53705-2398 (Received July 2000) ABSTRACT Ten tropical hardwoods from Bolivia were evaluated for weathering performance (erosion rate, dimensional stability, warping, surface checking, and splitting). The wood species were Amburana crarensis (roble), Anudenanthera macrocarpa (curupau), Aspidosperma cylindrocarpon Cjichituriqui), Astronium urundeuva (cuchi), Caesalpinia cf. pluviosa (momoqui), Diplotropis purpurea (sucupira), Guihourriu chodatiuna (sirari), Phyllostylon rhamnoides (cuta), Schinopsis cf. quebracho-colorudo (soto), and Tabeb~liuspp. (lapacho group) (tajibo or ipe). Eucalyptus marginatu Cjarrah) from Australia and Tectonu grandis (teak), both naturally grown from Burma and plantation-grown from Central America, were included in the study for comparison. The dimensional change for the species from Bolivia, commensurate with a change in relative humidity (RH) from 30% to 90%, varied from about 1.6% and 2.0% (radial and tangential directions) for Arnburunu cer~ren.risto 2.2% and 4.1% (radial and tangential) for Anadenanthera macrocarpu. The dimensional change for teak was 1.3% and 2.5% (radial and tangential) for the same change in relative humidity. None of the Bolivian species was completely free of warp or surface checks; however, Anadenanthera macrocarpu, Aspidosperma cy- lindrocurpon, and Schinopsis cf. quebracho-colorado performed almost as well as teak. The erosion rate of several of the wood species was considerably slower than that of teak, and there was little correlation between wood density and erosion rate. Part 2 of this report will include information on the decay resistance (natural durability) of these species. -

Read Book Finish Carpentry
FINISH CARPENTRY PDF, EPUB, EBOOK Ted Cushman,Clayton DeKorne | 160 pages | 06 Nov 2003 | Taunton Press Inc | 9781561585366 | English | Connecticut, United States Finish Carpentry PDF Book They must be able to place items evenly and accurately, because they will be visible in the future. SteveAllenOcala December 3, Crown Molding Baseboards Painting. Finish carpenters use a wide variety of tools. Login: Forgot password? Eventually, they are allowed to work on minor finish projects, and as they develop competence, they are assigned to more challenging and complex tasks. Central Florida's Crown Moulding Specialists. For example, the green movement is driving designers and homeowners to bamboo , eucalyptus, and other fast-growth woods for a range of finish carpentry work. We offer complete installation and painting of a variety of interior decorative trim mouldings. This last tool is one of the most important for a finish carpenter to make the angled cuts the job requires. Hand tools are mostly used to cut and fit molding; however, some carpenters use power tools to save time and effort. At Steve Allen construction, we are the experts in finish carpentry. When things don't quite match in rough carpentry, it's acceptable, as long as they are solid. Try This Affordable Option. Finish carpenters typically:. Another large portion of finish carpentry work includes putting up the trim surrounding doors and windows, as well as installing each unit so it is level and operates correctly. Finish carpentry is a physically demanding job, but a rewarding one that offers obvious, fast, and pleasing results. A homeowner can also work with finish carpenters on finishing a new home or remodeling and existing house. -

Care and Preservation of Furniture and Wooden Objects by Louise Beck, Conservator, the Henry Ford
The Care and Preservation of Furniture and Wooden Objects by Louise Beck, Conservator, The Henry Ford. Introduction Antique furniture and wooden objects can be maintained for years of use and enjoyment provided that some basic care and attention is given to their preservation. The conservation staff at The Henry Ford have compiled the information in this fact sheet to help individuals care for their objects and collections. The first step in the care of collections is to understand and minimize or eliminate conditions that can cause damage. The second step is to follow basic guidelines for care, handling and cleaning. Types of Damage For most antique furniture owners, the desire to both utilize their collections and at the same time preserve them presents a formidable challenge. These two objectives are often at odds with each other. Improper handling/usage/display, environment, cleaning, and repair are the most common causes of damage to furniture and wooden objects. The primary cause of damage to furniture is careless handling and use, resulting in damage to surfaces or structural damage to the object. Inappropriate environment, both in terms of light and relative humidity, can lead to damage. Excessive light can accelerate the aging and degradation of finishes resulting in a cracked, brittle or "alligatored" appearance; it can also cause fading or softening of the finish. Since wood is a porous material it readily absorbs water when humidity levels are high. This absorption of moisture causes wood to swell. Conversely, wood shrinks in a dry environment. The shrinkage of wood in dry environments leads to the formation of structural cracks, lifting veneer and inlays, gaps in joints and the embrittlement of adhesives. -

Natural Durability of Narrow Leaved Ash (Fraxinus Angustifolia Vahl.) Wood from Planted and Natural Stands
Ormancılık Dergisi 12(1) (2016) 30-39 Natural Durability of Narrow Leaved Ash (Fraxinus angustifolia Vahl.) Wood from Planted and Natural Stands Kamile TIRAK HIZAL1*6, Nurgün ERDİN2 Abstract Sustainability of natural forests is under pressure due to some social and economic problems existing in developing countries. In such countries, creation of new resources for wood production by plantation establishment is necessary in order to protect forest eco-system and to meet the demand for wood. Fast-growing plantations will be relied upon as a key element in meeting future demand for wood. Fraxinus angustifolia Vahl. (Narrow leaved ash-NLA) tree is the most important species for Turkey because of its fast growing ability and valuable wood. It is also used in parquet, sports tools, mine poles, and caique building. The exceptional property of ash is its bending ability and flexibility. NLA wood is known as non-resistant to fungi but there is no information about planted ash wood. For this reason, possible durability differences between planted and natural grown NLA wood was studied in this study. Natural durability of fast growing NLA species, grown in plantation and natural stands was evaluated by soil-block decay test method according to ASTM D- 2017 -05. The ash trees were felled down from Adapazarı and Sinop regions and then test specimens were exposed to a brown rot fungus Gloeophyllum trabeum, two white rot fungi Pleurotus ostreatus and Coriolus versicolor for 12 weeks. The natural durability was determined by the weight loss percentage of the test blocks. As a result, there is no significant different between plantation and natural grown NLA wood durability against brown and white rot fungi. -

Moulding Catalog 50 Years of PASSION & QUALITY
’ , . Moulding Catalog 50 years of PASSION & QUALITY A passion for quality and almost 50 years of custom woodworking drives Roy’s Wood Products, RWP, to manufacture some of the best wood products in the industry. Our grandfather Roy Brazell, Sr., after serving in WWII, started building cabinets and other products for local craftsmen and contractors. His son, Roy Brazell, Jr. continued to grow the business by focusing on what the customer needed and working hard for timely delivery. As a result of hard work, attention to quality, and the blessings of our Lord and Savior Jesus Christ, RWP has grown into what it is today. We are looking forward to providing you with the custom cabinet doors, custom mouldings, hardwood flooring or any other products you might find in the pages of this catalog. Thank you for your business. Table of Contents Crown Moulding...........................................................................................................................................................5-17 Cove Crown...................................................................................................................................................................19-28 Doors & Windows .............................................................................................................................................................31 Casings..........................................................................................................................................................................33-43 -

Annex 2B: OSB (Oriented Strand Board)
Panel Guide Version 4 Annex 2B: OSB (oriented strand in panels from different manufacturers; in panels from different manufacturers it is possible to obtain ratios board) of property levels in the machine- to cross-direction of Description 1.25:1 to 2.5:1, thereby emulating the ratios found in OSB is an engineered wood-based panel material in plywood. which long strands of wood are bonded together with a synthetic resin adhesive. OSB is usually composed Appearance of three layers, with the strands of the outer two layers OSB is readily identified by its larger and longer wood orientated in a particular direction, more often than strands, compared to particleboard. The orientation not in the long direction of the panel. While there is an of the surface strands is not always visually apparent, orientation, it is often hard to see because there is quite especially in small pieces of panel. The panel tends to a large degree of variability in this orientation among have a number of holes on the surface due to the overlap adjacent strands in the panels from any one production of strands, but a smoother surface can be obtained by line, as well as between panels from different producers. sanding. However, OSB will never possess the smooth- ness of surface found in fibreboards and particleboards: rather its merits lie in the field of mechanical perfor- mance which is directly related to the use of longer and larger strands of wood. OSB varies in colour from a light straw colour to a medium brown depending on species used, resin system adopted and pressing conditions employed. -

Wood Products Brochure
Decoustics® Wood Project: Bank of America Architect: Gensler Location: New York, USA Product: Quadrillo® Decoustics Wood Ceiling and Wall Systems Enhancing any space with the natural beauty of wood has never been easier with Decoustics’ line of premium acoustical wood ceiling and wall products. From the premium Quadrillo® panels to the simple lines of Linear Wood and Grille, Decoustics has a solution for any room situation. Architects and designers rely on Decoustics’ ability to manufacture products which meet the highest of standards, ensuring that their designs match their visions. Environmental Commitment By using natural wood veneers with a Medium Density no-added formaldehyde (MDF) core instead of solid wood, Decoustics provides more sustainable product with better dimensional stability. Decoustics uses low VOC emitting cores and lacquers for improved indoor air quality. Decoustics is Green Circle Certified and is Forest Stewardship Council® (FSC®) certified by the Rainforest Alliance. Decoustics is Forest LUTION SO LE ® B A Stewardship Council N I A ® T S (FSC ) certified by the U S T A N Rainforest Alliance. E T N O C ® D LE RECYC Project: Summit Partners Architect: Gensler Location: Massachusetts, USA Photo by Neil Alexander© Product: Quadrillo® (Painted White) 2 Project: Eaton Corporation Headquarters Architect: Pickard Chilton Architects, Inc. Location: Ohio, USA Product: ForiTM Perforated Wood Panels Quadrillo® A sandwich panel with an absorptive acoustical core within an engineered composite wood frame. Two cross-directional layers of v-grooved veneer make the panels highly absorptive with minimal visual perforation. Solo-M A grooved panel with a composite wood core. ForiTM Acoustical perforated wood panels with perforations 1/16" (1.6mm) and spaced 5/6" (8mm) apart. -

Wood Properties of Teak (Tectona Grandis) from a Mature Unmanaged Stand in East Timor
J Wood Sci (2011) 57:171–178 © The Japan Wood Research Society 2011 DOI 10.1007/s10086-010-1164-8 ORIGINAL ARTICLE Isabel Miranda · Vicelina Sousa · Helena Pereira Wood properties of teak (Tectona grandis) from a mature unmanaged stand in East Timor Received: May 5, 2010 / Accepted: November 5, 2010 / Published online: March 17, 2011 Abstract The wood quality from 50- to 70-year-old Tectona carpentry. Teak wood is moderately hard and heavy, seasons grandis trees from an unmanaged forest in East Timor was rapidly, kiln dries well, and has overall good machining prop- assessed. The aim was to evaluate teak in mature stands that erties. It is prized mostly for its natural durability and high had undergone uncontrolled disturbances, e.g., fi re and local dimensional stability in association with pleasant aesthetics. community usage. Heartwood represented 91% of the tree Some end-user requirements include high heartwood content radius at a height of 1.7 m, and sapwood contained on average (at least 85%) and wood density (> 675 kg/m3) and suffi cient nine rings. The mean ring width showed within-tree and strength [modulus of rupture (MOR) > 135 N/mm2].1 between-tree variability. The chemical compositions of heart- Teak grows naturally in Southeast Asia and was intro- wood and sapwood were similar. Within-tree chemical varia- duced into other tropical and subtropical regions in Austra- tion occurred only in terms of extractives, which increased lia, Africa, and Latin America. Teak is now one of the most from the pith (8.3%) to the heartwood–sapwood transition important species for tropical plantation forestry, mostly (12.7%) and decreased in the sapwood (9.2%). -

WFD301824 Accessory Configurations
Accessory Configurations CABINET NOMENCLATURE WFD301824 CABINET TYPE WIDTH HEIGHT DEPTH ex. W3036 = Wall Cabinet: 30-in wide x 36-in tall Width x Height x Depth (depth is standard 12-in, so is not noted) ex. 4BD18 = Four Base Drawer Cabinet: 18-in wide Height x Depth not noted (these are standard 24-in deep x 34 1/2-in high) • • • BASE CABINETS: Standard 34 1/2-in tall (before countertop) and 24-in deep (not including door/drawer faces). WALL CABINETS: Standard 12-in depth. Latitude offers an additional standard 15-in depth. TALL CABINETS: Available in 84, 90, 93, and 96-in heights. 24-in deep with select 12-in deep options. VANITY CABINETS: Available in 32-in and 34 1/2-in heights (not including countertop). Both are 21-in deep. Cabinet sizing uses a 3-in increment system for width, height, and depth. Latitude Cabinets offers select base and wall cabinets in 1 1/2-in width increments to allow for design flexibility. Height, width, and depth reductions are also available on most cabinets. TOE SKINS Toe Skin | TK8, TTK8, TKM8, TTKM8 • 1/4” thick finished material used for field installation to cover toe kick area of cabinets. • Available in woods and laminates to match cabinetry. • 8 foot lengths only. • Grain runs long dimension. • TK8 for standard height = 4 1/2” height. o TTK8 for 8” heights. o TKM8 is brushed steel finish thermofoil 4 1/2” height. o TTKM8 is brushed steel finish thermofoil 8” height. • For contemporary design, specify the brushed steel finish TKM8.