Conversion of Quartz-Mine Waste Material to Exploitable Resources and Industrial Products
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Agricultural Practices in Ancient Macedonia from the Neolithic to the Roman Period
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by International Hellenic University: IHU Open Access Repository Agricultural practices in ancient Macedonia from the Neolithic to the Roman period Evangelos Kamanatzis SCHOOL OF HUMANITIES A thesis submitted for the degree of Master of Arts (MA) in Black Sea and Eastern Mediterranean Studies January 2018 Thessaloniki – Greece Student Name: Evangelos Kamanatzis SID: 2201150001 Supervisor: Prof. Manolis Manoledakis I hereby declare that the work submitted is mine and that where I have made use of another’s work, I have attributed the source(s) according to the Regulations set in the Student’s Handbook. January 2018 Thessaloniki - Greece Abstract This dissertation was written as part of the MA in Black Sea and Eastern Mediterranean Studies at the International Hellenic University. The aim of this dissertation is to collect as much information as possible on agricultural practices in Macedonia from prehistory to Roman times and examine them within their social and cultural context. Chapter 1 will offer a general introduction to the aims and methodology of this thesis. This chapter will also provide information on the geography, climate and natural resources of ancient Macedonia from prehistoric times. We will them continue with a concise social and cultural history of Macedonia from prehistory to the Roman conquest. This is important in order to achieve a good understanding of all these social and cultural processes that are directly or indirectly related with the exploitation of land and agriculture in Macedonia through time. In chapter 2, we are going to look briefly into the origins of agriculture in Macedonia and then explore the most important types of agricultural products (i.e. -
Thesis Title
To my parents, Athanassios Kravvas and Eleni Lioudi-Kravva To my children, Bigina and Thanassis Without them I feel that my accomplishments would be somehow incomplete… Acknowledgements There are some people who have contributed –one way or another– to this final product. I would like to thank my Ph.D. supervisors Pat Caplan and Victoria Goddard for their continuous support, guidance and trust in my project and myself. I am grateful to Rena Molho for her help and support through all these years. Stella Salem constantly enhanced my critical understanding and problematised many of my arguments. Of course, I should not forget to mention all my informants for sharing with me their ideas, their fears and who made me feel “at home” whenever they invited me to their homes. I would also like to thank Eleonora Skouteri–Didaskalou a gifted academic who tried to teach me more than ten years ago what anthropology is and why studying it entails a kind of magic. Last but not least I would like to express my gratitude to Ariadni Antonopoulou for helping me with the final version of the text. CONTENTS Introduction: What is to be “cooked” in this book? 1 1. Introducing the Jews of Thessaloniki: Views from within 9 About the present of the Community 9 Conceptualising Jewishness 13 “We are Sephardic Jews” 17 “We don‟t keep kosher but” 20 2. Conceptual “ingredients”: We are what we eat or we eat because we 24 want to belong Part A. Theories: Food as an indicator of social relationships 25 Food and the local-global interplay 29 Ethnicity and boundaries 32 Boundaries and communities 35 Eating food, constructing boundaries and making communities 42 Greece “through the looking glass” and the study of Macedonia 44 Part B. -

UCLA Electronic Theses and Dissertations
UCLA UCLA Electronic Theses and Dissertations Title Cremation, Society, and Landscape in the North Aegean, 6000-700 BCE Permalink https://escholarship.org/uc/item/8588693d Author Kontonicolas, MaryAnn Emilia Publication Date 2018 Peer reviewed|Thesis/dissertation eScholarship.org Powered by the California Digital Library University of California UNIVERSITY OF CALIFORNIA Los Angeles Cremation, Society, and Landscape in the North Aegean, 6000 – 700 BCE A dissertation submitted in partial satisfaction of the requirements for the degree Doctor of Philosophy in Archaeology by MaryAnn Kontonicolas 2018 © Copyright by MaryAnn Kontonicolas 2018 ABSTRACT OF THE DISSERTATION Cremation, Society, and Landscape in the North Aegean, 6000 – 700 BCE by MaryAnn Kontonicolas Doctor of Philosophy in Archaeology University of California, Los Angeles, 2018 Professor John K. Papadopoulos, Chair This research project examines the appearance and proliferation of some of the earliest cremation burials in Europe in the context of the prehistoric north Aegean. Using archaeological and osteological evidence from the region between the Pindos mountains and Evros river in northern Greece, this study examines the formation of death rituals, the role of landscape in the emergence of cemeteries, and expressions of social identities against the backdrop of diachronic change and synchronic variation. I draw on a rich and diverse record of mortuary practices to examine the co-existence of cremation and inhumation rites from the beginnings of farming in the Neolithic period -

Dr. VASILIOS MELFOS Associate Professor in Economic Geology - Geochemistry
Dr. VASILIOS MELFOS Associate Professor in Economic Geology - Geochemistry CURRICULUM VITAE PERSONNEL INFORMATION EDUCATION TEACHING EXPERIENCE RESEARCH PUBLICATIONS THESSALONIKI 2021 CONTENTS 1. PERSONAL DETAILS-EDUCATION ................................................................................... 1 1.1. Personnel Details ................................................................................................................ 1 1.2. Education ............................................................................................................................ 1 1.3. Positions Held ..................................................................................................................... 1 1.4. Scholarships ........................................................................................................................ 2 2. TEACHING EXPERIENCE ................................................................................................. 2 2.1. Courses Taught ................................................................................................................... 2 2.1.1. Aristotle University of Thessaloniki ................................................................................. 2 2.1.2. Democritus University of Thrace (Xanthi) ....................................................................... 5 2.1.3. University of Thessaly (Volos) .......................................................................................... 5 2.1.4. Institute of Vocational Training (Thessaloniki) -

The Pre-Alpine Evolution of the Basement of the Pelagonian Zone and the Vardar Zone, Greece
The Pre-Alpine Evolution of the Basement of the Pelagonian Zone and the Vardar Zone, Greece Dissertation zur Erlangung des Grades „Doktor der Naturwissenschaften“ am Fachbereich Chemie, Pharmazie und Geowissenschaften der Johannes Gutenberg-Universität Mainz Birte Anders Mainz, Juni 2005 Erklärung: Hiermit versichere ich, die vorliegende Arbeit selbstständig und nur unter Verwendung der angegebene Quellen und Hilfsmittel verfasst zu haben. Mainz, Juni 2005 Tag der mündlichen Prüfung: 27.07.2005 Summary iii Summary The Hellenides in Greece constitute an integral part of the Alpine-Himalayan mountain chain. They are traditionally divided into several subparallel, c. NNW-SSE trending tectono-stratigraphic zones. These zones are grouped into two large units, namely the External Hellenides (Hellenide foreland) in the west and the Internal Hellenides (Hellenide hinterland) in the east. The External Hellenides comprise the Paxon, Ionian and Gavrovo-Tripolis Zones, which are dominated by Mesozoic and Cainozoic cover rocks. The Pelagonian Zone, the Attico-Cycladic Massif, the Vardar Zone, the Serbo-Macedonian Massif and the Rhodope Massif (from west to east) form the Internal Hellenides. They are characterised by abundant occurrences of crystalline basement. The Pelagonian Zone and the Vardar Zone in Greece represent the western part of the Internal Hellenides. While the Pelagonian Zone comprises predominantly crystalline basement and sedimentary cover rocks, the Vardar Zone has long been regarded as an ophiolite-decorated suture zone separating the Pelagonian Zone from the Serbo-Macedonian Massif to the east. In order to identify the major crust-forming episodes and to improve the understanding of the evolutionary history of this region, felsic basement rocks from both the Pelagonian Zone and the Vardar Zone were dated, with the main focus being on the Pelagonian Zone. -
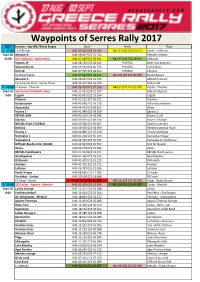
Waypoints of Serres Rally 2017
Waypoints of Serres Rally 2017 DAY Liaisons ‐ Spe+B3:F50cial Stages Start Finish Place 1 ‐ 27.08 L1 Lefkonas N41 06.202 E23 32.936 N41 07.640 E23 29.911 Elpida ‐ Lefkonas Start SS Metochi 9. N41 06.657 E23 31.745 Metochi Stream 15:00 SSS1 Metochi ‐ Melenekitsi N41 07.640 E23 29.911 N41 07.640 E23 29.911 Lefkonas Stream 13 N41 08.741 E23 28.164 PHOTOS After fast downhill Melenikitsi 33 N41 09.532 E23 26.735 PHOTOS In the River Hills 51 N41 07.505 E23 28.813 PHOTOS Christos L2 Hotel Elpida N41 07.640 E23 29.911 N41 06.202 E23 32.936 Elpida Resort Metochi 9. N41 06.657 E23 31.745 Metochi Stream Ceremonial Start ‐ Serres Town N41 05.342 E23 32.940 Volta Café 2 ‐ 28.08 L1 Serres ‐ Therma N41 06.202 E23 32.936 N40 52.973 E23 33.920 Elpida ‐ Therma Start SS SS2 Ayrton Chalkidiki Lakes N41 11.422 E23 31.107 Metochi Bypass 9:00 Lagadi N40 50.661 E23 33.254 Lagadi Potamia N41 21.513 E24 36.311 Potamia Kastanochori N40 49.648 E23 39.370 Palio Kastanochori Asprovalta N40 44.433 E23 40.651 Sikies Vrasna 2 N40 41.946 E23 39.659 Egnatia 1 REFUEL ELIN N40 40.139 E23 40.548 Stayros ELIN Stavros N40 39.095 E23 40.674 Stavros Change REFUEL Point STAVROS N40 40.238 E23 39.867 Stavros Junction Rentina N40 39.405 E23 36.909 Rentina National Road Vrasna 2 N40 42.886 E23 37.230 Vrasna Old Road Vamvakia 1 N40 41.268 E23 36.633 Vamvakia Village Vamvakia 2 N40 42.365 E23 35.335 Vamvakia to Arethousa Difficult Washout for QUADS N40 42.592 E23 25.657 SOS for Quads! Askos N40 44.259 E23 22.692 Askos REFUEL Nymfopetra N40 41.592 E23 19.711 REFUEL Nymfopetra Nymfopetres -

First-Report on Mesozoic Eclogite-Facies
First-report on Mesozoic eclogite-facies metamorphism preceding Barrovian overprint from the western Rhodope (Chalkidiki, northern Greece) Konstantinos Kydonakis, Evangelos Moulas, Elias Chatzitheodoridis, Jean-Pierre Brun, Dimitrios Kostopoulos To cite this version: Konstantinos Kydonakis, Evangelos Moulas, Elias Chatzitheodoridis, Jean-Pierre Brun, Dim- itrios Kostopoulos. First-report on Mesozoic eclogite-facies metamorphism preceding Barrovian overprint from the western Rhodope (Chalkidiki, northern Greece). Lithos, Elsevier, 2015, 220- 223, pp.147-163. <10.1016/j.lithos.2015.02.007>. <insu-01117877> HAL Id: insu-01117877 https://hal-insu.archives-ouvertes.fr/insu-01117877 Submitted on 18 Feb 2015 HAL is a multi-disciplinary open access L'archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destin´eeau d´ep^otet `ala diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publi´esou non, lished or not. The documents may come from ´emanant des ´etablissements d'enseignement et de teaching and research institutions in France or recherche fran¸caisou ´etrangers,des laboratoires abroad, or from public or private research centers. publics ou priv´es. ACCEPTED MANUSCRIPT First-report on Mesozoic eclogite-facies metamorphism preceding Barrovian overprint from the western Rhodope (Chalkidiki, northern Greece) Konstantinos Kydonakis a, Evangelos Moulas b,c , Elias Chatzitheodoridis d, Jean-Pierre Brun a, Dimitrios Kostopoulos e aGéosciences Rennes, UMR 6118CNRS, Université Rennes1, Campus de Beaulieu, 35042 Rennes, France bInstitut des sciences de la Terre, Université de Lausanne, 1015 Lausanne, Switzerland cDepartment of Earth Sciences, ETH Zurich, Sonneggstrasse 5, 8092 Zurich, Switzerland dNational Technical University of Athens, School of Mining and Metallurgical Engineering, Department of Geological Sciences, Laboratory of Mineralogy eFaculty of Geology, Dep. -

Thessaloniki Perfecture
SKOPIA - BEOGRAD SOFIA BU a MONI TIMIOU PRODROMOU YU Iriniko TO SOFIASOFIA BU Amoudia Kataskinossis Ag. Markos V Karperi Divouni Skotoussa Antigonia Melenikitsio Kato Metohi Hionohori Idomeni 3,5 Metamorfossi Ag. Kiriaki 5 Ano Hristos Milohori Anagenissi 3 8 3,5 5 Kalindria Fiska Kato Hristos3,5 3 Iliofoto 1,5 3,5 Ag. Andonios Nea Tiroloi Inoussa Pontoiraklia 6 5 4 3,5 Ag. Pnevma 3 Himaros V 1 3 Hamilo Evzoni 3,5 8 Lefkonas 5 Plagia 5 Gerakari Spourgitis 7 3 1 Meg. Sterna 3 2,5 2,5 1 Ag. Ioanis 2 0,5 1 Dogani 3,5 Himadio 1 Kala Dendra 3 2 Neo Souli Em. Papas Soultogianeika 3 3,5 4 7 Melissourgio 2 3 Plagia 4,5 Herso 3 Triada 2 Zevgolatio Vamvakia 1,5 4 5 5 4 Pondokerassia 4 3,5 Fanos 2,5 2 Kiladio Kokinia Parohthio 2 SERES 7 6 1,5 Kastro 7 2 2,5 Metala Anastassia Koromilia 4 5,5 3 0,5 Eleftherohori Efkarpia 1 2 4 Mikro Dassos 5 Mihalitsi Kalolivado Metaxohori 1 Mitroussi 4 Provatas 2 Monovrissi 1 4 Dafnoudi Platonia Iliolousto 3 3 Kato Mitroussi 5,5 6,5 Hrisso 2,5 5 5 3,5 Monoklissia 4,5 3 16 6 Ano Kamila Neohori 3 7 10 6,5 Strimoniko 3,5 Anavrito 7 Krinos Pentapoli Ag. Hristoforos N. Pefkodassos 5,5 Terpilos 5 2 12 Valtoudi Plagiohori 2 ZIHNI Stavrohori Xirovrissi 2 3 1 17,5 2,5 3 Latomio 4,5 3,5 2 Dipotamos 4,5 Livadohori N. -

Exploration Key to Growing Greek Industry Greece Is Opening Its Doors to Private Investment to Boost Domestic Industries
Greek mineral prospects A fisherman near Sarakiniko beach in Milos, Greece. The surrounding volcaniclastic rocks could be developed for their industrial mineral applications Exploration key to growing Greek industry Greece is opening its doors to private investment to boost domestic industries. Ananias Tsirambides and Anestis Filippidis discuss the country’s key exploration targets for industrial minerals development reece avoided bankruptcy with the to make the terms of the European Financial surplus above 5.5% and a programme of public agreement of the 17 leaders of the Stability Fund (EFSF) more flexible. property use and privatisations of €50bn for the Eurozone on 21 July 2011 for the Privatisation, imposition of new taxes and period 2011-2015. Therefore, the fiscal repair and second aid package of €158bn. Of spending cuts in the period 2011-15, totalling recovery of the national economy is not infeasible. this, €49bn will be from the €28.4bn, to hold the deficit to 7.5% of gross Despite the short-term costs, the reforms that Gparticipation of individuals. Many crucial details as national product (GNP), are foreseen. have been implemented or planned will benefit regards the new loan have not been clarified yet, In particular, the following reforms are expected: Greece for many years to come, as they will raise but it is obvious that Europe has given Greece a streamlining wage costs, operating cost reductions, growth, living standards and equity. A basic second chance, under the suffocating pressures of closures/mergers of bodies, decreased subsidies, prerequisite of success is that the burden and the markets and fears that the debt crisis may reorganisation of Public Enterprises and Entities benefits of reform broadly may be fairly shared. -

Map 50 Macedonia Compiled by E.N
Map 50 Macedonia Compiled by E.N. Borza, 1994 Introduction Map 50 Macedonia Map 51 Thracia The single most valuable guide to Greek and Roman settlements as far east as Philippi is Papazoglou (1988). While ostensibly a treatment of Roman towns in Macedonia, it incorporates considerable information about pre-Roman periods at many sites, and includes exhaustive and valuable notes on the ancient sources and modern scholarship. Although now largely supplanted by Papazoglou on the treatment of individual sites and the road system, Hammond (1972) presents a comprehensive overview of the historical geography and topography of Macedonia. For Chalcidice, Zahrnt’s (1971) study emphasizes pre-Roman periods. TIR Philippi, covering those parts of Thrace lying within modern Greece, is generally accurate and has comprehensive bibliographies. Isaac (1986) is a useful survey with references to the ancient sources and modern scholarship. Since the 1920s much of Thrace, especially the Chersonese, has been a military zone, with the result that archaeological survey and excavation have been severely restricted. TIR Naissus provides information about hundreds of Roman sites within the modern state of Macedonia; for areas within Greece today, however, it is less reliable. References to south Slavic scholarly investigations more recent than those listed by it can be found in MAA and ArchIug. On the Greek side, two annual publications cover continuing archaeological work in the region: the summaries of recent work cited in BCH, and the archaeologists’ own reports in AEMT. RE remains a comprehensive guide to the ancient evidence for toponyms. The ancient courses of the principal rivers flowing into the central Macedonian plain are largely conjectural because over the centuries they have frequently shifted in this highly alluviated region. -

Public Relations Department [email protected] Tel
Public Relations Department [email protected] Tel.: 210 6505600 fax : 210 6505934 Cholargos, Wednesday, March 6, 2019 PRESS RELEASE Hellenic Cadastre has made the following announcement: The Cadastre Survey enters its final stage. The collection of declarations of ownership starts in other two R.U. Of the country (Magnisia and Sporades of the Region of Thessalia). The collection of declarations of ownership starts on Tuesday, March 12, 2019, in other two regional units throughout the country. Anyone owing real property in the above areas is invited to submit declarations for their real property either at the Cadastral Survey Office in the region where their real property is located or online at the Cadastre website www.ktimatologio.gr The deadline for the submission of declarations for these regions, which begins on March 12 of 2019, is June 12 of 2019 for residents of Greece and September 12 of 2019 for expatriates and the Greek State. Submission of declarations is mandatory. Failure to comply will incur the penalties laid down by law. The areas (pre-Kapodistrias LRAs) where the declarations for real property are collected and the competent offices are shown in detail below: AREAS AND CADASTRAL SURVEY OFFICES FOR COLLECTION OF DECLARATIONS REGION OF THESSALY 1. Regional Unit of Magnisia: A) Municipality of Volos: pre-Kapodistrian LRAs of: AIDINIO, GLAFYRA, MIKROTHIVES, SESKLO B) Municipality of Riga Ferraiou C) Municiplaity of Almyros D) Municipality of South Pelion: pre-Kapodistrian LRAs of: ARGALASTI, LAVKOS, METOCHI, MILINI, PROMYRI, TRIKERI ADDRESS OF COMPETENT CADASTRAL SURVEY OFFICE: Panthesallian stadium of Volos: Building 24, Stadiou Str., Nea Ionia of Magnisia Telephone no: 24210-25288 E-mail: [email protected] Opening hours: Monday, Tuesday, Thursday, Friday from 8:30 AM to 4:30 PM and Wednesday from 8:30 AM to 8:30 PM 2. -

Journal of Greek Archaeology Open Access Sampler
ISSN: 2059-4674 Journal of Greek Archaeology Open Access Sampler Volume 1 2016 Archaeopress JOURNAL OF GREEK ARCHAEOLOGY An international journal publishing contributions in English and specializing in synthetic articles and in long reviews. Work from Greek scholars is particularly welcome. The scope of the journal is Greek archaeology both in the Aegean and throughout the wider Greek- inhabited world, from earliest Prehistory to the Modern Era. Thus included are contributions not just from traditional periods such as Greek Prehistory and the Classical Greek to Hellenistic eras, but also from Roman through Byzantine, Crusader and Ottoman Greece and into the Early Modern period. Contributions covering the Archaeology of the Greeks overseas beyond the Aegean are welcome, likewise from Prehistory into the Modern World. Greek Archaeology, for the purposes of the JGA, includes the Archaeology of the Hellenistic World, Roman Greece, Byzantine Archaeology, Frankish and Ottoman Archaeology, and the Postmedieval Archaeology of Greece and of the Greek Diaspora. The journal appears annually and incorporates original articles, research reviews and book reviews. Articles are intended to be of interest to a broad cross-section of archaeologists, art historians and historians concerned with Greece and the development of Greek societies. They are syntheses with bibliography of recent work on a particular aspect of Greek archaeology; or summaries with bibliography of recent work in a particular geographical region; or articles which cross national or other boundaries in their subject matter; or articles which are likely to be of interest to a broad range of archaeologists and other researchers for their theoretical or methodological aspects.