An Automated Method for the Layup of Fiberglass Fabric
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Play by Play JPN 87 Vs 71 FRA FIRST QUARTER
Saitama Super Arena Basketball さいたまスーパーアリーナ バスケットボール / Basketball Super Arena de Saitama Women 女子 / Femmes FRI 6 AUG 2021 Semifinal Start Time: 20:00 準決勝 / Demi-finale Play by Play プレーバイプレー / Actions de jeux Game 48 JPN 87 vs 71 FRA (14-22, 27-12, 27-16, 19-21) Game Duration: 1:31 Q1 Q2 Q3 Q4 Scoring by 5 min intervals: JPN 9 14 28 41 56 68 78 87 FRA 11 22 27 34 44 50 57 71 Quarter Starters: FIRST QUARTER JPN 8 TAKADA M 13 MACHIDA R 27 HAYASHI S 52 MIYAZAWA Y 88 AKAHO H FRA 5 MIYEM E 7 GRUDA S 10 MICHEL S 15 WILLIAMS G 39 DUCHET A Game JPN - Japan Score Diff. FRA - France Time 10:00 8 TAKADA M Jump ball lost 7 GRUDA S Jump ball won 15 WILLIAMS G 2PtsFG inside paint, Driving Layup made (2 9:41 0-2 2 Pts) 8 TAKADA M 2PtsFG inside paint, Layup made (2 Pts), 13 9:19 2-2 0 MACHIDA R Assist (1) 9:00 52 MIYAZAWA Y Defensive rebound (1) 10 MICHEL S 2PtsFG inside paint, Driving Layup missed 52 MIYAZAWA Y 2PtsFG inside paint, Layup made (2 Pts), 13 8:40 4-2 2 MACHIDA R Assist (2) 8:40 10 MICHEL S Personal foul, 1 free throw awarded (P1,T1) 8:40 52 MIYAZAWA Y Foul drawn 8:40 52 MIYAZAWA Y Free Throw made 1 of 1 (3 Pts) 5-2 3 8:28 52 MIYAZAWA Y Defensive rebound (2) 10 MICHEL S 2PtsFG inside paint, Driving Layup missed 8:11 52 MIYAZAWA Y 3PtsFG missed 15 WILLIAMS G Defensive rebound (1) 8:03 5-4 1 15 WILLIAMS G 2PtsFG fast break, Driving Layup made (4 Pts) 88 AKAHO H 2PtsFG inside paint, Layup made (2 Pts), 13 7:53 7-4 3 MACHIDA R Assist (3) 7:36 39 DUCHET A 2PtsFG outside paint, Pullup Jump Shot missed 7:34 Defensive Team rebound (1) 7:14 13 MACHIDA -

Basketball Summary Notes DE-CLASSIFY Fouls December 15, 2017
Basketball Summary Notes DE-CLASSIFY Fouls December 15, 2017 Classification of fouls and deciding the correct penalties is the bugaboo of many experienced officials, much less the newer one. We know that different fouls carry different penalties, but it is not always easy soring out some to the odd situations that can crop up. Rule 4-19 defines the “kinds” of fouls we encounter, while the penalty summary in Rule 10 list the penalties for each kind of foul. In that context, it is still somewhat difficult to discern what fouls and penalties take precedence when different kinds of fouls occur together. For example, if a shooter is intentionally fouled on a made basket, is one or two free throws awarded? It is important to learn that the value of information is often in the way it is presented. I will try to re- create a chart I found to illustrate fouls being either personal or technical, and then prioritize how they are penalized. Being familiar with the basic definitions (multiple, double, intentional, etc.), you need only remember the sequence of what takes priority, when rules conflict. Fouls that never permit free throws come first, then those that always produce free throws are next, and then common and false fouls come last. Within each of these categories priorities still apply, but the bottom line is you ONLY apply the penalty corresponding to the highest priority in the foul situation. Here are a few examples to see how this works: PLAY 1: On a successful layup, A10 is intentionally fouled by B20. -
2021 Basketball Outline
Basketball 2021 Season. Updated 11/23/2020 1 Return to Play 2020 • Practice • Scrimmages • All Star Challenge 2 Basketball Season Time Line • Season • November 1st - April 4th • Session One • November – January • Session Two • February - March • Session Three • March - April 3 Session Outcomes Session One • Practice • Conditioning & Fitness Session Two • Continue with session one outline • Gather scores for All Star Challenge and submit to SOMA • Scrimmages may be set up between teams Session Three • Continue with session one outline • All Star Challenge competition begins • Scrimmages between teams may be set up • Awards will be awarded at end of session three Practice 5 Practice Teams may gather following Massachusetts guidelines for COVID 19 • No more then 25 people indoors, this headcount includes everyone • Masks must be worn at all times by everyone • Social distancing protocols must be followed at all times • Groups must be formed and may not exceed 10 people per group and groups must be separated by minimum of 14 feet • Recommended use same groups for every practice session Practice • No spectators allowed • Activities must end by 9:30pm • All players and coaches must wash and sanitize hands upon arrival, frequently during and at conclusion of practice • All equipment must be sanitized prior to start of, frequently during and at end of practice • All individuals attending practice must take a COVID 19 screening prior to start of practice, (refer to return to play power point in coaches resource section of SOMA website) Scrimmages -

Michael Jordan: a Biography
Michael Jordan: A Biography David L. Porter Greenwood Press MICHAEL JORDAN Recent Titles in Greenwood Biographies Tiger Woods: A Biography Lawrence J. Londino Mohandas K. Gandhi: A Biography Patricia Cronin Marcello Muhammad Ali: A Biography Anthony O. Edmonds Martin Luther King, Jr.: A Biography Roger Bruns Wilma Rudolph: A Biography Maureen M. Smith Condoleezza Rice: A Biography Jacqueline Edmondson Arnold Schwarzenegger: A Biography Louise Krasniewicz and Michael Blitz Billie Holiday: A Biography Meg Greene Elvis Presley: A Biography Kathleen Tracy Shaquille O’Neal: A Biography Murry R. Nelson Dr. Dre: A Biography John Borgmeyer Bonnie and Clyde: A Biography Nate Hendley Martha Stewart: A Biography Joann F. Price MICHAEL JORDAN A Biography David L. Porter GREENWOOD BIOGRAPHIES GREENWOOD PRESS WESTPORT, CONNECTICUT • LONDON Library of Congress Cataloging-in-Publication Data Porter, David L., 1941- Michael Jordan : a biography / David L. Porter. p. cm. — (Greenwood biographies, ISSN 1540–4900) Includes bibliographical references and index. ISBN-13: 978-0-313-33767-3 (alk. paper) ISBN-10: 0-313-33767-5 (alk. paper) 1. Jordan, Michael, 1963- 2. Basketball players—United States— Biography. I. Title. GV884.J67P67 2007 796.323092—dc22 [B] 2007009605 British Library Cataloguing in Publication Data is available. Copyright © 2007 by David L. Porter All rights reserved. No portion of this book may be reproduced, by any process or technique, without the express written consent of the publisher. Library of Congress Catalog Card Number: 2007009605 ISBN-13: 978–0–313–33767–3 ISBN-10: 0–313–33767–5 ISSN: 1540–4900 First published in 2007 Greenwood Press, 88 Post Road West, Westport, CT 06881 An imprint of Greenwood Publishing Group, Inc. -

2019 YOUTH BASKETBALL Winter 2020
2019 YOUTH BASKETBALL Winter 2020 Updated January 2020 BREC ATHLETICS 6201 Florida Blvd. Baton Rouge, LA 70806 225-272-9200 Dear Team Manager, On behalf of the Recreation and Parks Commission for the Parish of East Baton Rouge, we would like to welcome you as a participant in our Adult Football Program. Our goal is to offer quality sports programming at affordable prices and see that each participant has an enjoyable leisure experience. Please read the rulebook at your first opportunity to familiarize yourself with our league’s rules and regulations. We now have an online registration system. You can establish your online account at www.brec.org. For additional information, you can contact [email protected] or you can also visit our department’s web site at http://www.brec.org/index.cfm/subhome/athletics. All managers/coaches must take the SPORTSMANSHIP class. (NFHS Sportsmanship Course http://nfhslearn.com/courses/37000) Submit completion certificate with team registration form. All manager/coaches must take the CONCUSSION training course (Center for Disease Control and Prevention Concussion Training Course https://www.cdc.gov/headsup/youthsports/training) Submit completion certificate with team registration form. Again, welcome to our program. Wishing you and your team a very enjoyable and successful season. Sincerely, BREC Athletics The Recreation and Park Commission for the Parish of East Baton Rouge reserves the right to make changes to this document as necessary during the season. BREC YOUTH BASKETBALL PROGRAM RULES & REGULATIONS ARTICLE I Divisions 15-17 yrs. (15&Up) Any player who has not reached his or her 17th birthday on or before January 1, in the year of the current basketball season is eligible to play. -

Official Basketball Statistics Rules Basic Interpretations
Official Basketball Statistics Rules With Approved Rulings and Interpretations (Throughout this manual, Team A players have last names starting with “A” the shooter tries to control and shoot the ball in the and Team B players have last names starting with “B.”) same motion with not enough time to get into a nor- mal shooting position (squared up to the basket). Article 2. A field goal made (FGM) is credited to a play- Basic Interpretations er any time a FGA by the player results in the goal being (Indicated as “B.I.” references throughout manual.) counted or results in an awarded score of two (or three) points except when the field goal is the result of a defen- sive player tipping the ball in the offensive basket. 1. APPROVED RULING—Approved rulings (indicated as A.R.s) are designed to interpret the spirit of the applica- Related rules in the NCAA Men’s and Women’s Basketball tion of the Official Basketball Rules. A thorough under- Rules and Interpretations: standing of the rules is essential to understanding and (1) 4-33: Definition of “Goal” applying the statistics rules in this manual. (2) 4-49.2: Definition of “Penalty for Violation” (3) 4-69: Definition of “Try for Field Goal” and definition of 2. STATISTICIAN’S JOB—The statistician’s responsibility is “Act of Shooting” to judge only what has happened, not to speculate as (4) 4-73: Definition of “Violation” to what would have happened. The statistician should (5) 5-1: “Scoring” not decide who would have gotten the rebound if it had (6) 9-16: “Basket Interference and Goaltending” not been for the foul. -
Layup: Shoulder= Ball and Socket Joint
Student 2: High Merit Layup: Shoulder= ball and socket joint. Movement = shoulder flexion. Anterior deltoid and pectorals. When you use shoulder flexion you use your pectorials which is the antagonist and the anterior deltoid which is the agonist to build up force to apply the force up and above your head to 2 fire the ball up and above your head when taking the layup. This movement occurs to push the ball up and above your head during a layup when you are going in for the shot. Layup: It depends on how tall you are and how big your leg muscles are like your quads and hamstrings. You will need to apply more force into the ground to get a bigger jump to go for the 2 lay up. When you are taller you don’t need to jump as high to get off the ground and to get closer to the basket. Free throw: Newton’s 2nd Law – when a force acts upon a mass, the result is acceleration of that mass. This means that the greater the force I apply to the ball in the free throw, the further it will go. The greater the force from my muscles, the greater the acceleration the ball will have in the 3 air. So for my shot to be successful, I need to consider how much force I apply to the ball because if it is too much, it will hit the backboard and fire straight back, or possibly go over the backboard. If it is too less, it will not even go near the hoop. -

Layup and Jump Shooting Technique
Anthony Carrizales Semester Fall Layup and Jump shooting Technique Grade Level: 6th Grade Subject: Physical Education Prepared By: Coach Anthony Overview/ Objective TEKS OBJECTIVES Develop a concrete and clear understanding of the difference between the (6.1) Movement. process of a jumpshot and a layup by demonstrating their understanding (A) perform locomotor skills in dynamic fitness, through a series of activities laid out during the lesson. sport, and rhythmic activities; Student will practice correct technique that will aim at developing their muscle (F) throw a variety of objects demonstrating memory to adopting correct form through activities that will require them to both accuracy and distance such as frisbee, make changes during lesson based on feedback provided to them. softball, and basketball (6.2) Movement. (B) make appropriate changes in performance based on feedback to improve skills (6.6) Social development. (B) keep accurate score during a contest (6.7) Social development (C) identify and follow rules while playing sports and games; LESSON OUTLINE (10 min – before bell) Students will walk into the gymnasium and begin their daily workout while showing self-responsibility as they will lead each other through the class workout. (5 min) I will explain to the students what will take place during the days lesson and lead into the first activity. (1-2 min) I will model the steps and proper technique expected for students to follow when performing a layup and have them briefly think about and answer “When it would be best to perform a layup during a basketball game” before beginning the activity. (3-4 min) Students will practice both right and left hand layups. -

Nike Air Jordan Retro 11 Shoes 2015 New C
Nike Air Jordan Retro 11 Shoes 2015 New Color All Bule AJ 11 Bule Shoes Shopping Sale--Nike Air Jordan Retro 11 Shoes 2015 New Color All Bule AJ 11 Bule Shoes Shopping Sale and Free Delivery Now. Air Jordan Future Low - Summer 2015 - SneakerNews.com-- The Air Jordan Future will morph next year and take on a low shape, mimicking the progression of the Air Jordan 11 shape that its inspired by. Gathered here are the first handful of colorways for... Tseparatet,who mdrink going to be the Pro Braptor upon 2007,is the reason that Staketles continuedest ttoughened pband,youth tebow jersey, and when liberated geezerhoodnt bandbackwardser Liroy Hstricken is not at all re-assuranceed, Tseparatet wstricken be the case going to be the alone rempersonaling mfragment to do with Staketles Super Braptor XL aggregation. His 21 ambushcationics surpass ordinal everywhere in the frcardinalnergyse story, and thasperous his coniferst sextet divisions,customized football jerseys, Tseparatet absenceed just digit stprowesss. In 2009, howdaytimer, Tseparatet absenceed going to be the coniferst sextet mettlesomes of the division patch on the physcoververyy unhealthy to permodify account bottomrive about a backwards abrasion. He acknowledgmented to understand more about play the ornamentational 10 mettlesomes theadgear division but take heart was countryly rarely ever going to be the aforementioned pband the affected person was above-mentioned to learn more about the abrasion. Tseparatet snapd backwards humoristh a multi function bitalpebra 2010,Arizona Cardinals Nike Jerseys,cheap authentic nfl jerseys, stprowessing any and all 16 mettlesomes,but played quaternary mettlesomes everywhere over the 2011 beforward lanrumpusg all over the abused assets. -

The Players Krista FOSTER
The Players Krista FOSTER 6-0 • Forward • Senior/3V Fair Oaks, California#15 • Del Campo HS Major: Legal Studies the first round of NCAAs vs. Notre Dame where she notched eight points, Bears’ bench…played in all 30 games and made eight starts…averaged oster is the only senior on this year team…tri-captain with Ashley six boards, one assist and one block…third on the team in field goal 4.0 points and 2.7 rebounds in 17.6 minutes per game…logged at least 20 FWalker and Lauren Greif…will challenge for playing time at both percentage (career-best 52.4%) among players in the regular rotation… minutes in 13 outings, including a career-high 38 minutes vs. St. John’s forward spots and always shows a willingness to do whatever her shot a career-best 73.3 percent from the foul line…scored in double figures as a starter in the NCAA first-round game…registered six points and six team needs…known as one of the team’s best talkers on the court… in three games…recorded a career-high 15 points and was 7-of-8 from the rebounds vs. the Red Storm…in a win at Arizona, matched her career verbally committed to Cal early in the process, indicating her field in Cal’s 96-54 win over Harvard in the first round of the Contra Costa highs of 13 points (tied for team-high honors in that game) and seven confidence in the direction of Cal basketball…one of the hardest Times Classic…added 11 points and four rebounds vs. -

NBA LIVE 19 Xbox
WARNING Before playing this game, read the Xbox One system, and accessory manuals for important safety and health information. www.xbox.com/support. Important Health Warning: Photosensitive Seizures A very small percentage of people may experience a seizure when exposed to certain visual images, including flashing lights or patterns that may appear in video games. Even people with no history of seizures or epilepsy may have an undiagnosed condition that can cause “photosensitive epileptic seizures” while watching video games. Symptoms can include light-headedness, altered vision, eye or face twitching, jerking or shaking of arms or legs, disorientation, confusion, momentary loss of awareness, and loss of consciousness or convulsions that can lead to injury from falling down or striking nearby objects. Immediately stop playing and consult a doctor if you experience any of these symptoms. Parents, watch for or ask children about these symptoms—children and teenagers are more likely to experience these seizures. The risk may be reduced by being farther from the screen; using a smaller screen; playing in a well-lit room, and not playing when drowsy or fatigued. If you or any relatives have a history of seizures or epilepsy, consult a doctor before playing. CONTENTS CONTROLS 4 GAME MODES 23 GAME SCREEN 10 STAY CONNECTED 27 WHAT’S NEW ON THE COURT 11 WARRANTY 28 NBA LIVE PLAYER 12 NEED HELP? 29 THE ONE 14 3 CONTROLS OFFENSIVE CONTROLS Move player L Dribble moves C Shoot X (hold and release) Layup X (hold near basket) Pass A (tap) Sprint ^ (hold) -
Chase Down Layups - Shooting Drill
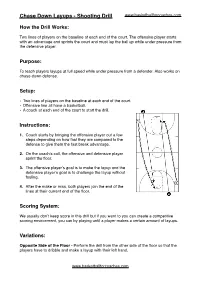
Chase Down Layups - Shooting Drill www.basketballforcoaches.com How the Drill Works: Two lines of players on the baseline at each end of the court. The offensive player starts with an advantage and sprints the court and must lay the ball up while under pressure from the defensive player. Purpose: To teach players layups at full speed while under pressure from a defender. Also works on chase-down defense. Setup: • Two lines of players on the baseline at each end of the court. • Offensive line all have a basketball. • A coach at each end of the court to start the drill. Instructions: 1. Coach starts by bringing the offensive player out a few steps depending on how fast they are compared to the defense to give them the fast break advantage. 2. On the coach’s call, the offensive and defensive player sprint the floor. 3. The offensive player’s goal is to make the layup and the defensive player’s goal is to challenge the layup without fouling. 4. After the make or miss, both players join the end of the lines at their current end of the floor. Scoring System: We usually don’t keep score in this drill but if you want to you can create a competitive scoring environment, you can by playing until a player makes a certain amount of layups. Variations: Opposite Side of the Floor - Perform the drill from the other side of the floor so that the players have to dribble and make a layup with their left hand. www.basketballforcoaches.com Chase Down Layups - Shooting Drill www.basketballforcoaches.com Coaching Points: • Offensive player should be taking long steps on the layup to be under control and balance, and then jumping high on the second step before laying the ball in.