Fundamentals of Refrigeration FOREWORD
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Solar Heating and Cooling & Solar Air-Conditioning Position Paper
Task 53 New Generation Solar Cooling & Heating Systems (PV or solar thermally driven systems) Solar Heating and Cooling & Solar Air-Conditioning Position Paper November 2018 Contents Executive Summary ............................................................. 3 Introduction and Relevance ................................................ 4 Status of the Technology/Industry ...................................... 5 Technical maturity and basic successful rules for design .............. 7 Energy performance for PV and Solar thermally driven systems ... 8 Economic viability and environmental benefits .............................. 9 Market status .................................................................................... 9 Potential ............................................................................. 10 Technical potential ......................................................................... 10 Costs and economics ..................................................................... 11 Market opportunities ...................................................................... 12 Current Barriers ................................................................. 12 Actions Needed .................................................................. 13 This document was prepared by Daniel Neyer1,2 and Daniel Mugnier3 with support by Alexander Thür2, Roberto Fedrizzi4 and Pedro G. Vicente Quiles5. 1 daniel neyer brainworks, Oberradin 50, 6700 Bludenz, Austria 2 University of Innsbruck, Technikerstr. 13, 6020 Innsbruck, Austria -

Chapter 8 and 9 – Energy Balances
CBE2124, Levicky Chapter 8 and 9 – Energy Balances Reference States . Recall that enthalpy and internal energy are always defined relative to a reference state (Chapter 7). When solving energy balance problems, it is therefore necessary to define a reference state for each chemical species in the energy balance (the reference state may be predefined if a tabulated set of data is used such as the steam tables). Example . Suppose water vapor at 300 oC and 5 bar is chosen as a reference state at which Hˆ is defined to be zero. Relative to this state, what is the specific enthalpy of liquid water at 75 oC and 1 bar? What is the specific internal energy of liquid water at 75 oC and 1 bar? (Use Table B. 7). Calculating changes in enthalpy and internal energy. Hˆ and Uˆ are state functions , meaning that their values only depend on the state of the system, and not on the path taken to arrive at that state. IMPORTANT : Given a state A (as characterized by a set of variables such as pressure, temperature, composition) and a state B, the change in enthalpy of the system as it passes from A to B can be calculated along any path that leads from A to B, whether or not the path is the one actually followed. Example . 18 g of liquid water freezes to 18 g of ice while the temperature is held constant at 0 oC and the pressure is held constant at 1 atm. The enthalpy change for the process is measured to be ∆ Hˆ = - 6.01 kJ. -

Ammonia As a Refrigerant
1791 Tullie Circle, NE. Atlanta, Georgia 30329-2305, USA www.ashrae.org ASHRAE Position Document on Ammonia as a Refrigerant Approved by ASHRAE Board of Directors February 1, 2017 Expires February 1, 2020 ASHRAE S H A P I N G T O M O R R O W ’ S B U I L T E N V I R O N M E N T T O D A Y © 2017 ASHRAE (www.ashrae.org). For personal use only. Additional reproduction, distribution, or transmission in either print or digital form is not permitted without ASHRAE’s prior written permission. COMMITTEE ROSTER The ASHRAE Position Document on “Ammonia as a Refrigerant” was developed by the Society’s Refrigeration Committee. Position Document Committee formed on January 8, 2016 with Dave Rule as its chair. Dave Rule, Chair Georgi Kazachki IIAR Dayton Phoenix Group Alexandria, VA, USA Dayton, OH, USA Ray Cole Richard Royal Axiom Engineers, Inc. Walmart Monterey, CA, USA Bentonville, Arkansas, USA Dan Dettmers Greg Scrivener IRC, University of Wisconsin Cold Dynamics Madison, WI, USA Meadow Lake, SK, Canada Derek Hamilton Azane Inc. San Francisco, CA, USA Other contributors: M. Kent Anderson Caleb Nelson Consultant Azane, Inc. Bethesda, MD, USA Missoula, MT, USA Cognizant Committees The chairperson of Refrigerant Committee also served as ex-officio members: Karim Amrane REF Committee AHRI Bethesda, MD, USA i © 2017 ASHRAE (www.ashrae.org). For personal use only. Additional reproduction, distribution, or transmission in either print or digital form is not permitted without ASHRAE’s prior written permission. HISTORY of REVISION / REAFFIRMATION / WITHDRAWAL -

A Comprehensive Review of Thermal Energy Storage
sustainability Review A Comprehensive Review of Thermal Energy Storage Ioan Sarbu * ID and Calin Sebarchievici Department of Building Services Engineering, Polytechnic University of Timisoara, Piata Victoriei, No. 2A, 300006 Timisoara, Romania; [email protected] * Correspondence: [email protected]; Tel.: +40-256-403-991; Fax: +40-256-403-987 Received: 7 December 2017; Accepted: 10 January 2018; Published: 14 January 2018 Abstract: Thermal energy storage (TES) is a technology that stocks thermal energy by heating or cooling a storage medium so that the stored energy can be used at a later time for heating and cooling applications and power generation. TES systems are used particularly in buildings and in industrial processes. This paper is focused on TES technologies that provide a way of valorizing solar heat and reducing the energy demand of buildings. The principles of several energy storage methods and calculation of storage capacities are described. Sensible heat storage technologies, including water tank, underground, and packed-bed storage methods, are briefly reviewed. Additionally, latent-heat storage systems associated with phase-change materials for use in solar heating/cooling of buildings, solar water heating, heat-pump systems, and concentrating solar power plants as well as thermo-chemical storage are discussed. Finally, cool thermal energy storage is also briefly reviewed and outstanding information on the performance and costs of TES systems are included. Keywords: storage system; phase-change materials; chemical storage; cold storage; performance 1. Introduction Recent projections predict that the primary energy consumption will rise by 48% in 2040 [1]. On the other hand, the depletion of fossil resources in addition to their negative impact on the environment has accelerated the shift toward sustainable energy sources. -

Subcooling Cryogenic Propellants for Long Duration Space Exploration
-. Subcooling Cryogenic Propellants for Long Duration Space Exploration Shuvo Mustati1, Edgar Canavan 2 NASA Goddard Space Flight Center, Greenbelt, Maryland, 20771, USA Wesley Johnson3 NASA Kennedy Space Center, Kennedy Space Center, Florida, 32899, USA Bernard Kutter4 United Launch Alliance, Denver, Colorado, 80127, USA and JeffShull5 Barber Nichols> Arvada, Colorado, 80002, USA The use of cryogenic propellants such as hydrogen and oxygen is crucial for exploration of the solar system because of their superior specific impulse capability. Future missions may require vehicles with the flexibility to remain in orbit or travel in space for months, necessitating long-term storage of these cryogens. One powerful technique for easing the challenge of cryogenic fluid storage is to remove energy from tlie cryogenic propellant by isobaricly subcooling them below their normal boiling point prior to launch. The isobaric subcooling of the cryogenic propellant will be performed by using a cold pressurant to maintain the tank pressure while the cryogen's temperature is simultaneously reduced. After launch, even with the use of the best insulation systems, heat will leak into the cold cryogenic propellant tank. However, the large heat capacity available in highly subcooled cryogenic propellants allows them to absorb the energy that leaks into the tank until the cryogen reaches its operational thermodynamic condition. During this period of heating of the subcooled cryogen there will be no loss of the propellant due to venting for pressure control. This simple technique can extend the operational life of a spacecraft or an orbital cryogenic depot many months with minimal mass penalty. Subcooling technologies for cryogenic propellants would thus provide the Exploration Systems Mission Directorate with an enhanced level of mission flexibility. -

(Vocs) in Asian and North American Pollution Plumes During INTEX-B: Identification of Specific Chinese Air Mass Tracers
Atmos. Chem. Phys., 9, 5371–5388, 2009 www.atmos-chem-phys.net/9/5371/2009/ Atmospheric © Author(s) 2009. This work is distributed under Chemistry the Creative Commons Attribution 3.0 License. and Physics Characterization of volatile organic compounds (VOCs) in Asian and north American pollution plumes during INTEX-B: identification of specific Chinese air mass tracers B. Barletta1, S. Meinardi1, I. J. Simpson1, E. L. Atlas2, A. J. Beyersdorf3, A. K. Baker4, N. J. Blake1, M. Yang1, J. R. Midyett1, B. J. Novak1, R. J. McKeachie1, H. E. Fuelberg5, G. W. Sachse3, M. A. Avery3, T. Campos6, A. J. Weinheimer6, F. S. Rowland1, and D. R. Blake1 1University of California, Irvine, 531 Rowland Hall, Irvine 92697 CA, USA 2University of Miami, RSMAS/MAC, 4600 Rickenbacker Causeway, Miami, 33149 FL, USA 3NASA Langley Research Center, Hampton, 23681 VA, USA 4Max Plank Institute, Atmospheric Chemistry Dept., Johannes-Joachim-Becherweg 27, 55128 Mainz, Germany 5Florida State University, Department of Meteorology, Tallahassee Florida 32306-4520, USA 6NCAR, 1850 Table Mesa Drive, Boulder, 80305 CO, USA Received: 9 March 2009 – Published in Atmos. Chem. Phys. Discuss.: 24 March 2009 Revised: 16 June 2009 – Accepted: 17 June 2009 – Published: 30 July 2009 Abstract. We present results from the Intercontinental 1 Introduction Chemical Transport Experiment – Phase B (INTEX-B) air- craft mission conducted in spring 2006. By analyzing the The Intercontinental Chemical Transport Experiment – mixing ratios of volatile organic compounds (VOCs) mea- Phase B (INTEX-B) aircraft experiment was conducted in sured during the second part of the field campaign, to- the spring of 2006. Its broad objective was to understand gether with kinematic back trajectories, we were able to the behavior of trace gases and aerosols on transcontinental identify five plumes originating from China, four plumes and intercontinental scales, and their impact on air quality from other Asian regions, and three plumes from the United and climate (an overview of the INTEX-B campaign can be States. -
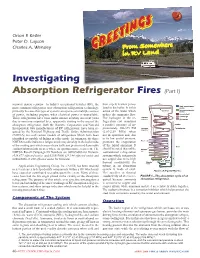
Investigating Absorption Refrigerator Fires (Part I)
Orion P. Keifer Peter D. Layson Charles A. Wensley Investigating Absorption Refrigerator Fires (Part I) ATLANTIC BEACH, FLORIDA—In today’s recreational vehicles (RV), the then expels it when perco- most common refrigerator uses absorption refrigeration technology, lated in the boiler. It is this primarily because this type of system can operate on multiple sources action of the water which of power, including propane when electrical power is unavailable. makes the ammonia flow. These refrigerators have been under intense scrutiny in recent years The hydrogen in the re- due to numerous reported fires, apparently starting in the area of the frigeration coil maintains absorption refrigerator. Both the Dometic Corporation and Norcold a positive pressure of ap- Incorporated, two manufacturers of RV refrigerators, have been re- proximately 300-375 PSI quired by the National Highway and Traffic Safety Administration (2.07-2.59 MPa) when (NHTSA) to recall certain models of refrigerators which have been not in operation and, due identified as capable of failing in a fire mode. In summary, the three to its low partial pressure, NHTSA recalls indicate a fatigue crack may develop in the boiler tube promotes the evaporation of the cooling unit which may release sufficient pressurized flammable of the liquid ammonia. It coolant solution into an area where an ignition source is present. The should be noted that unlike NHTSA Recall Campaign ID Numbers are 06E076000 for Dometic conventional refrigeration (926,877 affected units), and 02E019000 (28,144 affected units) and systems which extensively 02E045000 (8,419 affected units) for Norcold. use copper due to its high thermal conductivity, the Applications Engineering Group, Inc. -

Solar Air-Conditioning and Refrigeration - Achievements and Challenges
Solar air-conditioning and refrigeration - achievements and challenges Hans-Martin Henning Fraunhofer-Institut für Solare Energiesysteme ISE, Freiburg/Germany EuroSun 2010 September 28 – October 2, 2010 Graz - AUSTRIA © Fraunhofer ISE Outline Components and systems Achievements Solar thermal versus PV? Challenges and conclusion © Fraunhofer ISE Components and systems Achievements Solar thermal versus PV? Challenges and conclusion © Fraunhofer ISE Overall approach to energy efficient buildings Assure indoor comfort with a minimum energy demand 1. Reduction of energy demand Building envelope; ventilation 2. Use of heat sinks (sources) in Ground; outside air (T, x) the environment directly or indirectly; storage mass 3. Efficient conversion chains HVAC; combined heat, (minimize exergy losses) (cooling) & power (CH(C)P); networks; auxiliary energy 4. (Fractional) covering of the Solar thermal; PV; (biomass) remaining demand using renewable energies © Fraunhofer ISE Solar thermal cooling - basic principle Basic systems categories Closed cycles (chillers): chilled water Open sorption cycles: direct treatment of fresh air (temperature, humidity) © Fraunhofer ISE Open cycles – desiccant air handling units Solid sorption Liquid sorption Desiccant wheels Packed bed Coated heat exchangers Plate heat exchanger Silica gel or LiCl-matrix, future zeolite LiCl-solution: Thermochemical storage possible ECOS (Fraunhofer ISE) in TASK 38 © Fraunhofer ISE Closed cycles – water chillers or ice production Liquid sorption: Ammonia-water or Water-LiBr (single-effect or double-effect) Solid sorption: silica gel – water, zeolite-water Ejector systems Thermo-mechanical systems Turbo Expander/Compressor AC-Sun, Denmark in TASK 38 © Fraunhofer ISE System overview Driving Collector type System type temperature Low Open cycle: direct air treatment (60-90°C) Closed cycle: high temperature cooling system (e.g. -
Cryogenicscryogenics Forfor Particleparticle Acceleratorsaccelerators Ph
CryogenicsCryogenics forfor particleparticle acceleratorsaccelerators Ph. Lebrun CAS Course in General Accelerator Physics Divonne-les-Bains, 23-27 February 2009 Contents • Low temperatures and liquefied gases • Cryogenics in accelerators • Properties of fluids • Heat transfer & thermal insulation • Cryogenic distribution & cooling schemes • Refrigeration & liquefaction Contents • Low temperatures and liquefied gases ••• CryogenicsCryogenicsCryogenics ininin acceleratorsacceleratorsaccelerators ••• PropertiesPropertiesProperties ofofof fluidsfluidsfluids ••• HeatHeatHeat transfertransfertransfer &&& thermalthermalthermal insulationinsulationinsulation ••• CryogenicCryogenicCryogenic distributiondistributiondistribution &&& coolingcoolingcooling schemesschemesschemes ••• RefrigerationRefrigerationRefrigeration &&& liquefactionliquefactionliquefaction • cryogenics, that branch of physics which deals with the production of very low temperatures and their effects on matter Oxford English Dictionary 2nd edition, Oxford University Press (1989) • cryogenics, the science and technology of temperatures below 120 K New International Dictionary of Refrigeration 3rd edition, IIF-IIR Paris (1975) Characteristic temperatures of cryogens Triple point Normal boiling Critical Cryogen [K] point [K] point [K] Methane 90.7 111.6 190.5 Oxygen 54.4 90.2 154.6 Argon 83.8 87.3 150.9 Nitrogen 63.1 77.3 126.2 Neon 24.6 27.1 44.4 Hydrogen 13.8 20.4 33.2 Helium 2.2 (*) 4.2 5.2 (*): λ Point Densification, liquefaction & separation of gases LNG Rocket fuels LIN & LOX 130 000 m3 LNG carrier with double hull Ariane 5 25 t LHY, 130 t LOX Air separation by cryogenic distillation Up to 4500 t/day LOX What is a low temperature? • The entropy of a thermodynamical system in a macrostate corresponding to a multiplicity W of microstates is S = kB ln W • Adding reversibly heat dQ to the system results in a change of its entropy dS with a proportionality factor T T = dQ/dS ⇒ high temperature: heating produces small entropy change ⇒ low temperature: heating produces large entropy change L. -

Refrigerant Selection and Cycle Development for a High Temperature Vapor Compression Heat Pump
Refrigerant Selection and Cycle Development for a High Temperature Vapor Compression Heat Pump Heinz Moisia*, Renè Riebererb aResearch Assistant, Institute of Thermal Engineering, Graz University of Technology, Inffeldgasse 25/B, 8010 Graz, Austria bAssociate Professor, Institute of Thermal Engineering, Graz University of Technology, Inffeldgasse 25/B, 8010 Graz, Austria Abstract Different technological challenges have to be met in the course of the development of a high temperature vapor compression heat pump. In certain points of operation, high temperature refrigerants can show condensation during the compression which may lead to compressor damage. As a consequence, high suction gas superheat up to 20 K can be necessary. Furthermore high compressor outlet temperatures caused by high heat sink outlet temperatures (approx. 110 °C) and high pressure ratios can lead to problems with the compressor lubricant. In order to meet these challenges different refrigerant and cycle configurations have been investigated by means of simulation. Thermodynamic properties as well as legal and availability aspects have been considered for the refrigerant selection. The focus of the cycle configurations has been set on the realization of the required suction gas superheat. Therefore the possibility of an internal heat exchanger and a suction gas cooled compressor has been investigated. The simulation results showed a COP increase of up to +11 % due to the fact that the main part of the suction gas superheat has not been provided in the evaporator. Furthermore, the effect of increased subcooling has been investigated for a single stage cycle with internal heat exchanger. The results showed a COP of 3.4 with a subcooling of 25 K at a temperature lift of approximately 60 K for the refrigerant R600 (n-butane). -

Sustainable Energy Conversion Through the Use of Organic Rankine Cycles for Waste Heat Recovery and Solar Applications
ENERGY SYSTEMS RESEARCH UNIT AEROSPACE AND MECHANICAL ENGINEERING DEPARTMENT UNIVERSITY OF LIÈGE Sustainable Energy Conversion Through the Use of Organic Rankine Cycles for Waste Heat Recovery and Solar Applications. in Partial Fulfillment of the Requirements for the Degree of Doctor of Applied Sciences Presented to the Faculty of Applied Science of the University of Liège (Belgium) by Sylvain Quoilin Liège, October 2011 Introductory remarks Version 1.1, published in October 2011 © 2011 Sylvain Quoilin 〈►[email protected]〉 Licence. This work is licensed under the Creative Commons Attribution - No Derivative Works 2.5 License. To view a copy of this license, visit ►http://creativecommons.org/licenses/by-nd/2.5/ or send a letter to Creative Commons, 543 Howard Street, 5th Floor, San Francisco, California, 94105, USA. Contact the author to request other uses if necessary. Trademarks and service marks. All trademarks, service marks, logos and company names mentioned in this work are property of their respective owner. They are protected under trademark law and unfair competition law. The importance of the glossary. It is strongly recommended to read the glossary in full before starting with the first chapter. Hints for screen use. This work is optimized for both screen and paper use. It is recommended to use the digital version where applicable. It is a file in Portable Document Format (PDF) with hyperlinks for convenient navigation. All hyperlinks are marked with link flags (►). Hyperlinks in diagrams might be marked with colored borders instead. Navigation aid for bibliographic references. Bibliographic references to works which are publicly available as PDF files mention the logical page number and an offset (if non-zero) to calculate the physical page number. -

Factors Affecting Indoor Air Quality
Factors Affecting Indoor Air Quality The indoor environment in any building the categories that follow. The examples is a result of the interaction between the given for each category are not intended to site, climate, building system (original be a complete list. 2 design and later modifications in the Sources Outside Building structure and mechanical systems), con- struction techniques, contaminant sources Contaminated outdoor air (building materials and furnishings, n pollen, dust, fungal spores moisture, processes and activities within the n industrial pollutants building, and outdoor sources), and n general vehicle exhaust building occupants. Emissions from nearby sources The following four elements are involved n exhaust from vehicles on nearby roads Four elements— in the development of indoor air quality or in parking lots, or garages sources, the HVAC n loading docks problems: system, pollutant n odors from dumpsters Source: there is a source of contamination pathways, and or discomfort indoors, outdoors, or within n re-entrained (drawn back into the occupants—are the mechanical systems of the building. building) exhaust from the building itself or from neighboring buildings involved in the HVAC: the HVAC system is not able to n unsanitary debris near the outdoor air development of IAQ control existing air contaminants and ensure intake thermal comfort (temperature and humidity problems. conditions that are comfortable for most Soil gas occupants). n radon n leakage from underground fuel tanks Pathways: one or more pollutant pathways n contaminants from previous uses of the connect the pollutant source to the occu- site (e.g., landfills) pants and a driving force exists to move n pesticides pollutants along the pathway(s).