THE PORT of BRISTOL UNDERFALL YARD WORKSHOPS Tom Fisher, David Jones and Roy Day
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bristol Harbour Information for Boaters
covers_308330.qxd 9/7/18 14:13 Page 3 RST L Information for boaters covers_308330.qxd 9/7/18 14:13 Page 4 SAFE HAVENS IN THE BRISTOL CHANNEL PORTISHEAD QUAYS MARINA & PENARTH QUAYS MARINAS PORTISHEAD Tel: 01275 841941 PENARTH Tel: 02920 705021 ■ Professional, friendly staff on duty 24 hrs ■ Professional, friendly staff on duty 24 hrs ■ Excellent access average HW +/- 4 hours ■ Fully serviced berths within Cardiff Bay ■ Fully serviced berths ■ Controlled access and car parking ■ Full boatyard facilities with lifting up to ■ Full boatyard facilities with lifting up to 35 tonnes 20 tonnes ■ Diesel & Petrol available ■ Diesel & Petrol available ■ Chandlery & workshop facilities ■ Chandlery & workshop facilities ■ Excellent road access - 5 mins from ■ Excellent road access 10 mins from junction 19 - M5plus junction 13 - M4 QUAY offering real ‘added value’ for our customers FREE periods of hard standing for annual berth holders* FREE reciprocal berthing between all Quay Marinas for all annual berth holders 50% discounted visitor berthing at 70 TransEurope marinas for berth holders 50% upto 50% off standard tariff for winter berthing 20% 20% off standard insurance rates through Quay Marinas scheme with Towergate Insurance. 15% 15% first year berth discount for boats sold into our marinas by our on-site brokers. * not applicable to Bangor Marina www.quaymarinas.com editorial_308330.qxd 9/7/18 10:47 Page 1 Marine engineering, Servicing, General boat maintenance, Engine sales and installs, Marine salvage Undercover boat storage, craning facilities -

AIA Bulletin 19-1 1992
ASSOCIATION FOR INDUSTRIAL ARCHAEOLOGY Volume 19 Number 1 1992 DOWN THE LINE TO money from this award on his own farmhouse so much so that the District Council served a DEMOLITION The building had been given much attention demolition order in the interests of safety The .1982 in recent years lt was surveyed in by the outcome of this action was to provoke a local Leicestershire Industrial History Society and outcry and media attention, culmrnating in a In June this year, atter many years of neglect, was the subject of a restoration feasibility study report on BBC Television's East Midlands one of Britain's earliest railway buildings was by a firm of architects which led to interest from Ioday Following this a prospective purchaser demolished The case raises some important the Leicestershire Historic Buildings Trust lt made an offer to the owner's agents This and questions about the management of listed was even suggested it should be moved to a subsequent higher offer, in five figures, were buildings of all types, Built by George and Leicestershire County Council's new museum turned down with the agents instructed to set a Robert Stephenson in 1832-3, the building was of science and industry at Snibston, As an minimum sale price of t30-40,000 Hinckley the incline keeper's house for the Leicester and Assistant Keeper at the museum I recommen- and Bosworth District Council also wrote to Swannington Railway self-acting tncline at Bag- ded that, because of its importance and its inform the owner that if the building was worth, the lasi remaining -

Brunel Harbourside Walk 3 Miles 1.5 Hours Easy
TO THE M5 (A4) CITY CENTRE Clifton Suspension Bridge CLIFTON Brandon Hill TO BRISTOL TEMPLE MEADS ( ) Bristol Cathedral Queen HOTWELLS Square 5 Arnolfini SS Great Britain 1 Swing Bridge 3 4 Cross-Harbour Ferry Clifton Suspension M Shed Great Western Plaque Bridge Viewpoint Spike Island Wapping Underfall Yard 2 Wharf TO BATH (A4) SOUTHVILLE TO BRISTOL AIRPORT (A38) A short, accessible walk around Bristol harbour, taking BRUNEL in some of Brunel’s achievements along the way. HARBOURSIDE The route should be accessible for most wheelchairs and buggies, but be WALK 3 MILES 1.5 HOURS EASY aware that Brunel Square is cobbled and there are some narrow paths. BRUNEL HARBOURSIDE WALK 3 MILES 1.5 HOURS EASY 1 Begin the walk on Brunel Square next to Brunel’s 2 Eventually, you will come to the Harbour Master’s SS Great Britain. Walk past the giant buoy along The SS Great Britain Underfall Yard is office andUnderfall Yard (if the yard is closed, turn Gas Ferry Road and turn right to follow the narrow was the world’s first iron crucial to the operation left and through the green gate onto Cumberland screw-driven steamship, and maintenance of the path, following the blue sign labelled ‘Harbourside launched in 1843. Today, floating harbour. Brunel Road, following Avon Crescent). Continue straight walk’. On reaching the road (Hanover Place), turn the SS Great Britain is advised on improvements through Underfall Yard, taking care as this is a right past the Bristol Old Vic Scenic Workshop and a visitor attraction. to reduce silt (mud) build working area. -

NO. 84 – September 2011 Edited by Jonathan Seagrave EDITORIAL 3
84 The Newsletter of the SOUTH WEST MARITIME HISTORY SOCIETY ` ISSN 1360-6980 CONTENTS –NO. 84 – September 2011 Edited by Jonathan Seagrave EDITORIAL 3 REPORTS OF MEETINGS AGM Topsham 5 Plymouth RM Barracks 7 ARTICLES ‘Charles Morgan’ James Saumarez 10 Aiding the Civil Power pt 1 Peter Foston 12 REVIEWS More Tales… Cornish Lugger P. Greenwood rev. Tony Pawlyn 18 Historic Ships P. Brown rev. J. Seagrave 19 Conservation Historic Vessels vol. 3 NHS rev. Sara Stirling 20 Mutual Underwriting Helen Doe rev. David Clement 22 Ebb and Flow –Lyme Regis P. Lacey rev. David Clement 25 LETTERS NOTES AND NEWS 27 WEBERY 34 UPCOMING EVENTS 38 OFFICERS and COMMITTEE back cover WEBSITE. http://www.swmaritime.org.uk/ Individual contributions © Individual contributors. Entire journal © South West Maritime History Society 2011. Views expressed are the authors’ and not necessarily those of the Society or editor. 1 Charles Morgan . © J Saumarez. See article on p.10 Annual Subscriptions Due 1st April. £15.00 or £12 if paid by Standing Order. Students can take advantage of our special annual subscription of £7. 2 EDITORIAL At our AGM we were again able to avoid a rise in the subscription. Summary accounts are on page 8. It is perhaps worth mentioning that the accounts for recent years are all available on line at the Charities Commission website. Postal and other costs will catch up with us eventually. In the meantime we hope you will feel we offer good value. I’d remind members that the Committee are looking at the future direction of the Society in the autumn, and please send your views to Dale as soon as possible. -

Brunel in Bristol: Shaping a City
Brunel in Bristol: Shaping a City Explore Brunel’s Bristol and discover facts about the cityscape Start Bus Stop that you see today. Follow the trail marked on the map - begin at the harbour side and finish at Clifton Suspension Bridge. Visit the buildings Finish Ferry Stop marked with a Q to answer the questions on the reverse of this map. Suggested Temple See new places and learn more about old favourites! Walking Route Meads Route 0cm 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 Watershed The Watershed sits along the stretch of The Brunel Brunel’s ss Great Britain was launched in July Bordeaux Quay, BS1 water called St Augustine’s Reach (named Institute 1843 from the same Dry Dock where she can 5TX after St Augustine’s Abbey Church which is Brunel’s ss Great be visited today. The ship famously returned to now Bristol Cathedral). This stretch of Britain, Bristol in 1970 and was restored to its former water is part of Bristol’s Floating Harbour. Great Western glory. It is now part of an award winning The Floating Harbour was created in 1809 Dockyard, visitor attraction. by damming water flow to ensure ships BS1 6TY remained upright when the tide went out. Q. Ask at the desk to access the Brunel The Floating Harbour is an excellent Institute. Using any of the reference sources example of engineering know-how. -

Editorial a Bias Manifesto
BIAS JOURNAL No 3 1970 EDITORIAL A BIAS MANIFESTO There has been a heavy wastage of Bristol's industrial It is now obsolete as a harbour, and almost everybody monuments in recent years. Many parts of the city is agreed that the future of Bristol as a great port lies at have been redeveloped or are now in course of the mouth of the River Avon and no longer around the renewal, and in the process the evidence of old ancient wharves of the Frome, the Grove, and Welsh industries and transport systems has been cleared Back. The future of the Floating Harbour is involved in away. The remains of these obsolete industries were the Bristol Docks Bill which has been making its way generally messy and unedifying, so that it is unneces- through the Parliamentary procedures in 1970. The sary to lament their obliteration, although one could disturbing thing about this measure is that so little have hoped for a more systematic attempt to record thought seems to have been given to the preservation them before they were destroyed. But a few of these of as much of the Harbour as possible for amenity and industrial monuments were of real significance. It aesthetic reasons, which accounts for the unfriendly was a loss to the character of Bristol, for example, reception which it has received from amenity interests, when Redcliff Shot Tower - the first place in the including BIAS. It should not be necessary to spell out world where lead shot was made by pouring the the case for preserving the Floating Harbour, because it molten metal from a height - was demolished. -

The Heroic Period of Civil and Marine Engineering in England 1822-1866
UK Tentative List of Potential Sites for World Heritage Nomination: Application form Please save the application to your computer, fill in and email to: [email protected] The application form should be completed using the boxes provided under each question, and, where possible, within the word limit indicated. Please read the Information Sheets before completing the application form. It is also essential to refer to the accompanying Guidance Note for help with each question, and to the relevant paragraphs of UNESCO’s Operational Guidelines for the Implementation of the World Heritage Convention, (OG) available at: http://whc.unesco.org/en/guidelines Applicants should provide only the information requested at this stage. Further information may be sought in due course. (1) Name of Proposed World Heritage Site The heroic period of civil and marine engineering in England 1822-1866 A serial nomination of four inter-related sites within the City of Bristol (2) Geographical Location Name of country/region City and County of Bristol , West of England Grid reference to centre of site page 1 HS1 ST 596 724 HS2 ST 578 724 HS3 ST 568 725 HS4 ST 565 731 Please enclose a map preferably A4-size, a plan of the site, and 6 photographs, preferably electronically. (3) Type of Site Please indicate category: Natural Cultural Mixed Cultural Landscape (4) Description Please provide a brief description of the proposed site, including the physical characteristics. 200 words HS1 The Old Station, earliest surviving 19th century main line railway terminus GWR, large clear span hall , a booking hall, purpose built offices, engine shed and a water tower. -

November 2017 Media Highlights Consumer News And
November 2017 media highlights Consumer news and features International Outlet: Go Nomad Reach: average 85,000 UVM Headline: Bristol, England, Looks Back and Ahead Date: 11/11/2017 US blogger Max Hartshorne’s first post on Bristol (based on a two-day visit to the city) explored a lit- tle of its darker history (the transatlantic slave trade exhibit at M-Shed) before checking out the very now Cargo. His second post (Bristol, a Seafaring City that looks Forward and Back) appeared in early December. Outlet: Ryan Air Reach: 1.4 million Facebook, 278k Twitter, 14.7k Youtube. Headline: None. Date: 28/11/2017 With Destination Bristol’s help, Ryanair sent a videographer to shoot a short, lively film on Bristol to include accommodation (Brooks Guesthouse), food and restaurants (St Nicks Market, Paco Tapas, Root, Pinkmans Bakery), street art, street scenes and attractions (SS Great Britain, Insight tours, We the Curious among others). The film will be shared across Ryanair’s social media platforms. Outlet: Finding the Universe Reach: 994,141 Facebook / 25.2k twitter / 46.7 k instagram Headline: 2 Days in Bristol: Itinerary and Planning Guide Date: November A post from Laurence and Jessica Norah of Finding the Universe. While in Bristol the pair covered Bristol City Museum, Cabot Tower, the Georgian House Museum, Christmas Steps, St Nicholas Market. Street Art Tour, sunset at suspension Bridge, Day 2 aquarium, cathedral, We the Curious, SS Great Britain and Underfall Yard. National Outlet: Travellous World Reach: 8,158 Twitter / 2,271 Instagram Headline: Bristol – Days Trips from London Date: 5/11/2017 London-based Dutch blogger Maaike van Kuijk visited Bristol on the day of eerie light created by Sahara desert haze (her photograph of St Mary Redcliffe looked magnificently weird). -

Download: Who Was Brunel – Teaching Resource
Who was Brunel? Robert Howlett (British, 1831–1858) - Metropolitan Museum of Art 'The man with the greatest originality of thought and power of execution, bold in his plans but right’. Daniel Gooch, 1859 Isambard Kingdom Brunel was born in Portsmouth, 9 April 1806. His father was Marc Isambard Brunel, a French engineer, and his English mother was Sophia Kingdom. His personal motto was 'En Avant' (Forward). Brunel learnt a lot from his father and worked for several years on the Thames Tunnel project as an assistant engineer under his father. It was only in 1831, when Brunel was 24 years old, that he took on the first project of his own – the Clifton Suspension Bridge. In his lifetime, Brunel constructed nearly 1,200 miles of rail; including tracks in Ireland, Italy and Bengal, with all the associated tunnels, bridges and roads. He took maritime engineering into another era and helped to create and inspire the innovative land and sea transport networks that carried the Industrial Revolution, not only around Britain but around the world, opening up global travel and communications. At only just over 5 feet tall, Brunel was worried he would not be taken seriously because of his height and often tried to appear taller by sitting up straight (especially when riding his horse) and by wearing a very tall hat! It is estimated that the hat was 8 inches in height. ‘My self-conceit and love of glory or rather approbation vie with each other which shall Govern me. The latter is so strong that even of a dark night riding home when I pass some unknown person who perhaps does not even look at me I catch myself trying to look big on my little pony…I often do the most silly useless things to appear to advantage before or attract the attention of those I shall never see again or whom I care nothing about.’ Isambard Kingdom Brunel. -
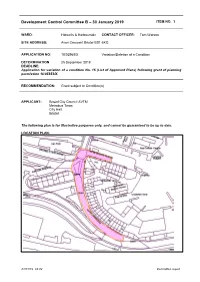
Development Control Committee B – 30 January 2019 ITEM NO
Development Control Committee B – 30 January 2019 ITEM NO. 1 WARD: Hotwells & Harbourside CONTACT OFFICER: Tom Watson SITE ADDRESS: Avon Crescent Bristol BS1 6XQ APPLICATION NO: 18/02968/X Variation/Deletion of a Condition DETERMINATION 25 September 2018 DEADLINE: Application for variation of a condition No. 15 (List of Approved Plans) following grant of planning permission 16/05853/X. RECOMMENDATION: Grant subject to Condition(s) APPLICANT: Bristol City Council AVTM Metrobus Team City Hall Bristol The following plan is for illustrative purposes only, and cannot be guaranteed to be up to date. LOCATION PLAN: 21/01/19 16:22 Committee report Item no. 1 Development Control Committee B – 30 January 2019 Application No. 18/02968/X : Avon Crescent Bristol BS1 6XQ SUMMARY In 2014, planning permission was granted for a revised section of the Ashton Vale to Temple Meads (AVTM) section of MetroBus, from Avon Crescent, along Cumberland Road to Redcliff Hill (application ref: 13/05648/FB). The planning permission is comprised of a new junction with Cumberland Road, a new bridge at Bathurst Basin, flood protection measures, demolition and reconstruction of walls, realignment of highway, crossings, traffic signals and temporary construction areas, bus stops and shelters. Since grant of planning permission, applications to discharge conditions have been submitted and approved and construction activity relating to those phases of development that directly relate to the operation of MetroBus have been completed. In 2017, an application to vary planning permission 13/05648/FB was granted, to allow the position of the proposed new bridge at Bathurst Basin to be moved (application ref: 13/05648/FB). -
Annual Navigation and Berthing Charges
Bristol City Council City Docks 2021/2022 Fees for navigation and berthing of ‘craft’ as defined in the Bristol Corporation Act 1961 Page 1 of 8 Fees for navigation and berthing of craft Annual: Applicable from 1st May 2021 • Class A Berthing per metre £121.50 • Class B Berthing per metre £109.10 • Pontoon Berth per metre £175.05 • Club Pontoon per metre (including club discount) £145.30 • Temple Quay (without services) per metre £130.10 • Temple Quay (with services) per metre £138.10 • Pontoon Temple Back per metre £147.30 • Pontoon Hanover Quay per metre £229.90 Short Term Applicable from 1st April 2021 • 24 Hours per metre £2.05 • 48 Hours per metre £3.45 • 7 Days per metre £9.25 • 15 Days per metre £14.60 Notes: (i) The annual charge can be paid as follows: a. in a group which is a recognised City Docks Club. - 10% discount on the published scale of charges when the club committee completes a Pontoon Loan & Maintenance Agreement Form. - Each set of application forms must be fronted by a completed summary sheet and enclosed with the completed Pontoon Loan & Maintenance Agreement, both available from the Harbour Office. - No other discount is claimed. b. payment methods advised on reverse of invoice. c. by Direct Debit Mandate in the form of monthly instalments. (ii) Craft are measured overall, as berthed, rounded up to the nearest 0.5 metres. Berthing charges for multi-hulls are charged at 1.5 times normal berthing fees. (iii) All applications for annual licences must be accompanied by the original valid third party liability insurance certificate (minimum £3,000,000 cover) together with the original valid Boat Safety Certificate. -

Gapud2019.Pdf (1.584Mb)
This thesis has been submitted in fulfilment of the requirements for a postgraduate degree (e.g. PhD, MPhil, DClinPsychol) at the University of Edinburgh. Please note the following terms and conditions of use: This work is protected by copyright and other intellectual property rights, which are retained by the thesis author, unless otherwise stated. A copy can be downloaded for personal non-commercial research or study, without prior permission or charge. This thesis cannot be reproduced or quoted extensively from without first obtaining permission in writing from the author. The content must not be changed in any way or sold commercially in any format or medium without the formal permission of the author. When referring to this work, full bibliographic details including the author, title, awarding institution and date of the thesis must be given. Empire Circumscribed: Silence, Disconnection, Public Secrets, and the Absent-Presence of the British Empire in Bristol Alex Jason Gapud For the Degree of Doctor of Philosophy (PhD) in Social Anthropology At The University of Edinburgh 2018 Abstract This thesis explores the ways in which the British Empire is understood and represented in historical discourse and heritage practice in the city of Bristol. It attempts to develop a wider literature on metropolitan post-colonial memory, looking at the ways in which European Empires are understood and talked about in their former metropoles. While commentators including journalists and other scholars have suggested that Britain has an amnesiac relationship with its history of Empire, this thesis uses a more nuanced framework, largely based off of Ann Stoler’s concept of colonial aphasia.