Stamping Press Operator ONET Code: 51-4031.00
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Integrating Cold Forging and Progressive Stamping for Cost
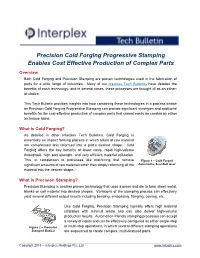
Precision Cold Forging Progressive Stamping Enables Cost Effective Production of Complex Parts Overview Both Cold Forging and Precision Stamping are proven technologies used in the fabrication of parts for a wide range of industries. Many of our previous Tech Bulletins have detailed the benefits of each technology, and in several cases, these processes are thought of as an either- or choice. This Tech Bulletin provides insights into how combining these technologies in a process known as Precision Cold Forging Progressive Stamping can provide significant synergies and additional benefits for the cost-effective production of complex parts that cannot easily be created by either technique alone. What is Cold Forging? As detailed in other Interplex Tech Bulletins, Cold Forging is essentially an impact forming process in which billets of raw material are compressed and reformed into a part’s desired shape. Cold Forging offers the key benefits of lower costs, rapid high-volume throughput, high part strength, and very efficient material utilization. This, in comparison to processes like machining that remove Figure 1 – Cold Forged significant amounts of raw material rather than simply reforming all the Automotive Seat Belt Gear material into the desired shape. What is Precision Stamping? Precision Stamping is another proven technology that uses a press and die to form sheet metal, blanks or coil material into desired shapes. Variations of the stamping process can effectively yield several different output results including bending, embossing, flanging, coining, etc. Like Cold Forging, Precision Stamping typically offers high material utilization with minimal waste and can also deliver high-volume production results. -

1 Modeling and Optimization in Manufacturing by Hydroforming and Stamping
13 1 Modeling and Optimization in Manufacturing by Hydroforming and Stamping Hakim Naceur1 and Waseem Arif2 1Université Polytechnique Hauts-de-France, CNRS, INSA Hauts-de-France, UMR 8201-LAMIH, F-59313 Valenciennes, France 2University of Gujrat, Mechanical Engineering Department, Gujrat, Pakistan 1.1 Introduction Due to the strict environmental policies and shortage of energy, the manufacturing industries are pressurized to cut down the raw material cost and to save energy. This is particularly true in the automotive industry, where manufacturers are obliged to develop advanced techniques to reduce the pollution by reducing the fuel con- sumption without significant increase in the cost. Among all the manufacturing techniques, the stamping and hydroforming methods hold a top position among the cold sheet metal forming processes due to the versatility of components that can be produced and high production rates [1]. Stamping and hydroforming processes are intensively used in various industrial sectors such as transportation, car body in white (Figure 1.1), household appliances, metal packaging, etc. The use of fluid pressure has been remarkably increased in sheet metal form- ing processes since it allows a superior final surface quality of the workpiece than standard deep drawing process [2–4]. In particular, sheet hydroforming process has great potential to manufacture body-in-white parts with consistently extreme level of ultimate tensile strength, reduced weight, geometrical accuracy, and minimum tol- erances. It has certain advantages, e.g. more uniform thickness distribution of the final workpiece component, lower tooling cost, and versatility to produce partswith different geometries using the same setup [5]. The worldwide acknowledgment of these two sheet metal forming processes is largely due to the external pressure from the government legislators to develop lightweight products. -

Boilermaker Health & Safety Manual
Boilermakers Health & Safety Manual ihsa.ca Boilermakers Health & Safety Manual Infrastructure Health & Safety Association 5110 Creekbank Road, Suite 400 Mississauga, Ontario L4W 0A1 Canada 1-800-263-5024 ihsa.ca 1 Boilermakers Health & Safety Manual IHSA has additional information on this and other topics. Visit ihsa.ca or call Customer Service at 1-800-263-5024. The contents of this publication are for general information only. This publication should not be regarded or relied upon as a definitive guide to government regulations or to safety practices and procedures. The contents of this publication were, to the best of our knowledge, current at the time of printing. However, no representations of any kind are made with regard to the accuracy, completeness, or sufficiency of the contents. The appropriate regulations and statutes should be consulted. Readers should not act on the information contained herein without seeking specific independent legal advice on their specific circumstance. The Infrastructure Health & Safety Association is pleased to answer individual requests for counselling and advice. This manual was developed, reviewed, and endorsed by the Boilermakers Labour-Management Health and Safety Committee in association with IHSA. Manual IHSA editor: Lori-Lynn Bonnell, design and illustrations: Philippa Giancontieri; project manager: Mike Russo. The Infrastructure Health & Safety Association would like to thank the members of the working group for contributing their knowledge, experience, and time to produce a health and safety manual that will benefit both labour and management in the boilermaker sector. The working group included representatives from the Boilermaker Contractors’ Association (BCA) as well as: · Marty Albright – Alstom Power Canada Inc. -
Problem- Solving Guide
Common Stamping Problems Problem- Manufacturers know that punching can be the most cost-effective process for making Dayton Progress Corporation holes in strip or sheet metal. However, as the part material increases in hardness to 500 Progress Road Solving accommodate longer or more demanding runs, greater force is placed on the punch P.O. Box 39 Dayton, OH 45449-0039 USA and the die button, resulting in sudden shock, excessive wear, high compressive loading, and fatigue-related failures. Dayton Progress Detroit Guide 34488 Doreka Dr. The results of some of these Fraser, MI 48026 problems are shown in the Dayton Progress Portland photos on this page. 1314 Meridian St. Portland, IN 47371 USA Dayton Progress Canada, Ltd. 861 Rowntree Dairy Road Woodbridge, Ontario L4L 5W3 Punch Chipping & Point Breakage Dayton Progress Mexico, S. de R.L. de C.V. Access II Number 5, Warehouse 9 Chips and breaks can be caused by Benito Juarez Industrial Park press deflection, improper punch Querétaro, Qro. Mexico 76130 materials, excessive stripping force, Dayton Progress, Ltd. and inadequate heat treatment. G1 Holly Farm Business Park Honiley, Kenilworth Slug Jamming Warwickshire CV8 1NP UK Slug jamming is often the result Dayton Progress Corporation of Japan of improper die design, worn-out 2-7-35 Hashimotodai, Midori-Ku die parts, or obstruction in the slug Sagamihara-Shi, Kanagawa-Ken relief hole. 252-0132 Japan Slug Pulling Dayton Progress GmbH Adenauerallee 2 Slug pulling occurs when the slug 61440 Oberursel/TS, Germany sticks to the punch face upon withdrawal and comes out of the Dayton Progress Perfuradores Lda Zona Industrial de Casal da Areia Lote 17 lower die button. -

Methods Used for the Compaction and Molding of Ceramic Matrix Composites Reinforced with Carbon Nanotubes
processes Review Methods Used for the Compaction and Molding of Ceramic Matrix Composites Reinforced with Carbon Nanotubes Valerii P. Meshalkin and Alexey V. Belyakov * Mendeleev University of Chemical Technology of Russia (MUCTR), 9 Miusskaya Square, 125047 Moscow, Russia; [email protected] * Correspondence: [email protected]; Tel.: +7-495-4953866 Received: 2 August 2020; Accepted: 11 August 2020; Published: 18 August 2020 Abstract: Ceramic matrix composites reinforced with carbon nanotubes are becoming increasingly popular in industry due to their astonishing mechanical properties and taking into account the fact that advanced production technologies make carbon nanotubes increasingly affordable. In the present paper, the most convenient contemporary methods used for the compaction of molding masses composed of either technical ceramics or ceramic matrix composites reinforced with carbon nanotubes are surveyed. This stage that precedes debinding and sintering plays the key role in getting pore-free equal-density ceramics at the scale of mass production. The methods include: compaction in sealed and collector molds, cold isostatic and quasi-isostatic compaction; dynamic compaction methods, such as magnetic pulse, vibration, and ultrasonic compaction; extrusion, stamping, and injection; casting from aqueous and non-aqueous slips; tape and gel casting. Capabilities of mold-free approaches to produce precisely shaped ceramic bodies are also critically analyzed, including green ceramic machining and additive manufacturing technologies. Keywords: carbon nanotubes; ceramic matrix composites; compaction; molding; casting; powder mixtures; green bodies; plastic molding powders; slips; polymerizable monomers; solid freeform fabrication; machinery 1. Introduction Compaction molding is an important technological stage in the mass production of technical ceramics and ceramic matrix composites (hereinafter, CMCs). -

The Simulation of Cold Volumetric Stamping by the Method of Transverse Extrusion
MATEC Web of Conferences 224, 01105 (2018) https://doi.org/10.1051/matecconf/201822401105 ICMTMTE 2018 The simulation of cold volumetric stamping by the method of transverse extrusion Anatoly K. Belan1, Vladimir A. Nekit1,*, and Olga A. Belan1 1Nosov Magnitogorsk State Technical University, Lenin Street, 38, Magnitogorsk city, Chelyabinsk Region, Russian Federation, 455000 Abstract. The article is devoted to the theoretical study and development of the production process of manufacturing rod products with larger heads by transverse extrusion. For carrying out researches the elastic-plastic finite- element model based on the variation principle was chosen. This model, due to the development of a complex of boundary and initial conditions, has been adapted to the scheme of volume stamping of the fasteners and implemented in the form of a software package in the system DEFORM 3D.The paper presents the results of computer simulation of the technology of manufacturing the mortgage bolt 1 Introduction With the development of mechanical engineering, automotive and construction, there is a growing need for sophisticated modern fasteners which allows you to create strong, high- performance, reliable and durable connections. These fasteners contain: flanged fasteners, self-drilling and self-tapping screws, their use greatly simplifies and speed up installation work [1]. Fig. 1. Items with long cone and an enlarged head. To reduce terms of development and introduction of new types of fasteners the systems of the automated design and modelling allowing to model several options of the technology * Corresponding author: [email protected] © The Authors, published by EDP Sciences. This is an open access article distributed under the terms of the Creative Commons Attribution License 4.0 (http://creativecommons.org/licenses/by/4.0/). -

SQAR DEFINITIONS and PROJECT ID GUIDE
Only the online system has the current version. Verify hard copy against online system before use. SQAR DEFINITIONS and PROJECT ID GUIDE SG - 0140 Revision Date: 05-07-2019 Approved (Signature on file) Nikki Kodama Director, Supplier Quality Aerospace Systems Sector 1 Only the online system has the current version. Verify hard copy against online system before use. Revision Record The latest issue of this document may be confirmed by viewing the OASIS web site: www.northropgrumman.com/suppliers Revision Date Revision Date Revision Date New 11/23/05 Date 1/14/09 Date 1/02/12 Date 5/15/06 Date 4/13/09 Date 1/11/13 Date 2/05/07 Date 8/01/09 Date 7/18/13 Date 3/17/08 Date 12/06/10 Date 10/21/13 Date 5/09/08 Date 1/26/11 Date 5/6/14 Date 8/18/08 Date 5/05/11 Date 11/25/15 Date 9/04/08 Date 6/20/11 Date 12/20/17 Date 10/20/08 Date 8/18/11 Date 5/7/2019 Note: All additions are in Blue font. Primary Change Summary • Updated SQAR Code J Title 2 Only the online system has the current version. Verify hard copy against online system before use. SQAR CODE DEFINITIONS SQAR Code A - Raw Materials Associated with metallic (ferrous and non-ferrous) or nonmetallic materials that are controlled by a material specification, i.e., sheet, bar/plate/round stock, ingots, extrusions, tubing, bare wire, fiberglass, graphite, Kevlar, plastics, rubber sheets, etc. Materials may be provided by the original mill or manufacturer, or furnished by distributors. -

The Dynisco Extrusion Processors Handbook 2Nd Edition
The Dynisco Extrusion Processors Handbook 2nd edition Written by: John Goff and Tony Whelan Edited by: Don DeLaney Acknowledgements We would like to thank the following people for their contributions to this latest edition of the DYNISCO Extrusion Processors Handbook. First of all, we would like to thank John Goff and Tony Whelan who have contributed new material that has been included in this new addition of their original book. In addition, we would like to thank John Herrmann, Jim Reilly, and Joan DeCoste of the DYNISCO Companies and Christine Ronaghan and Gabor Nagy of Davis-Standard for their assistance in editing and publication. For the fig- ures included in this edition, we would like to acknowledge the contributions of Davis- Standard, Inc., Krupp Werner and Pfleiderer, Inc., The DYNISCO Companies, Dr. Harold Giles and Eileen Reilly. CONTENTS SECTION 1: INTRODUCTION TO EXTRUSION Single-Screw Extrusion . .1 Twin-Screw Extrusion . .3 Extrusion Processes . .6 Safety . .11 SECTION 2: MATERIALS AND THEIR FLOW PROPERTIES Polymers and Plastics . .15 Thermoplastic Materials . .19 Viscosity and Viscosity Terms . .25 Flow Properties Measurement . .28 Elastic Effects in Polymer Melts . .30 Die Swell . .30 Melt Fracture . .32 Sharkskin . .34 Frozen-In Orientation . .35 Draw Down . .36 SECTION 3: TESTING Testing and Standards . .37 Material Inspection . .40 Density and Dimensions . .42 Tensile Strength . .44 Flexural Properties . .46 Impact Strength . .47 Hardness and Softness . .48 Thermal Properties . .49 Flammability Testing . .57 Melt Flow Rate . .59 Melt Viscosity . .62 Measurement of Elastic Effects . .64 Chemical Resistance . .66 Electrical Properties . .66 Optical Properties . .68 Material Identification . .70 SECTION 4: THE SCREW AND BARREL SYSTEM Materials Handling . -

Stamping Press Technician Apprenticeship Program Outline (STI 6.225)
14 Training Tomorrow’s Technicians On a Foundation of Timeless Values Stamping Press Technician Apprenticeship Program Outline (STI 6.225) Course Est. Course Title Prerequisite Program Objectives Code Hrs. The SUPERB Apprenticeship Program is designed Year One 186.5 to develop the skill level of the participants and help MATH01 Basic Math 4 None SUPERB achieve its commitment to maintaining a SHOPCOM01 Shop Communications 14 None skilled workforce capable of and committed to superior craftsmanship. This program shall go SUP901 SUPERB9000 Systems, Level I 14 None beyond the minimum standards of the industry and BLUE01 Blueprints for Metalworking 21 MATH01 is accredited by the U.S. Department of Labor and MEAS01 Measurement for Metalworking 18 BLUE01 the Ohio Apprenticeship Council. The purpose of NIMSMM01 Measurement, Materials & Safety 12 MEAS01 the Apprenticeship Program is to provide SUPERB NIMSS01 Metal Forming, Level I 5.5 MEAS01 with qualified personnel and participants with a SUP902 SUPERB9000 Systems, Level II 14 SUP01 nationally accredited training program to enhance STMP01 Stamping Operations 30 MEAS01 their job qualifications and earnings potential. NIMSDM01 Drilling/Milling, Level I 54 MEAS01 or NIMSJB01 Program Requirements Year Two 199.5 Comp01 Basic Computers 12 None The Stamping Press Technician Apprenticeship NIMSS02 Stamping Level II 40.5 STMP01, NIMSS01 Program is a four-year training program consisting QUAL04 SPC 15 MEAS01 of the following: MEAS03 Measuring Systems 18 MEAS01 METL01 Material Properties 12 MEAS01 Practical on the job training 4,000 Hours min. Classroom/Seminar training 300 Hours min. DIES01 Die Theory 21 MEAS01 NIMSS03 Stamping Level III 40.5 NIMS01 The progress and performance of the participants NIMSS04 Stamping, Part Inspection 40.5 NIMSS03, MEAS03 are measured in the following manner: Total 386 Grades from classroom instruction Successful completion of key tasks Standardized Skill Tests Job Performance Reviews OTJ Training Est. -

Sorting of Automotive Manufacturing Wrought Aluminum Scrap
Sorting of Automotive Manufacturing Wrought Aluminum Scrap A Major Qualifying Project Submitted to the Faculty of Worcester Polytechnic Institute in partial fulfillment of the requirements for the Degree in Bachelor of Science in Mechanical Engineering By Shady J. Zummar Ghazaleh Date: 04/26/2018 Sponsoring Organization: Metal Processing Institute Approved by: ________________________________________ Professor Diran Apelian Alcoa-Howmet Professor of Engineering, Advisor Founding Director of Metal Processing Institute Abstract An increase of 250% in wrought aluminum usage in automotive manufacturing is expected by 2020. Consequently, the generation of new aluminum sheet scrap will also increase. Producing secondary aluminum only emits 5% of the CO2 compared to primary aluminum – a significant 95% decrease. With the advent of opto-electronic sorting technologies, recovery and reuse of new aluminum scrap (generated during manufacturing) is at hand. A series of interviews with industrial experts and visits to automotive stamping plants were performed in order to identify: (i) the most common wrought aluminum alloys from which scrap is generated; (ii) the present scenario — how scrap is collected today; and (iii) the types of contamination that must be accounted for during and after sortation. Recommendations are made herein that will support the development of an optimized scrap management system including sorting criteria that will enable closed loop recycling. 2 Table of Contents Abstract 2 Table of Contents 3 Acknowledgements 5 1 Introduction -

Iron Or Steel Fabrication – Iron Or Steel Works – Shop
NEW YORK COMPENSATION INSURANCE NEW YORK MANUAL FOR WORKERS' COMPENSATION AND RATING BOARD EMPLOYERS' LIABILITY INSURANCE CLASSIFICATION CODE INTERPRETATIONS Note: Code 3040 and Code 3041 “Iron or Steel Fabrication – Iron or Steel Works – Shop – Decorative or Artistic & Foundries, Drivers” shall not be assigned to the same risk unless the operations described by these classifications are conducted as separate and distinct businesses. Description: Code 3040 applies to employers engaged in operating an ornamental iron or steel works shop engaged in producing a variety of non-structural products fabricating, assembling or manufacturing of rebar, ornamental brass, bronze or iron work, railings, balconies, fire escapes, staircases, iron shutters and other non-structural iron or steel work. The raw materials such as iron or steel rods, bars, tubes, angle stock and plate stock are removed from stock, and then cut by power saw or punch press to specifications. Also, the products are painted and inspected. Assignment By Analogy: • Aircraft landing mats – welded strip metal • Balconies • Bed – guard rails • Bleachers and grandstands – metal – portable or stationary • Buckets – metal – hoisting and lifting type • Chutes – metal – iron or steel • Greenhouses – iron • Hot houses – iron or steel frames • Hoppers – iron or steel • Kickplates – iron – for doors • Lintels – iron • Railroad signal – poles or stanchions • Silos – metal – including framing rings • Stanchions – brass or bronze Operations To Be Separately Rated: 1. Iron gate erection – artistic or decorative. Refer to Code 6400 “Fence Erection – Metal – All Operations to Completion.” 2. Manufacturing: a. Iron or steel. Refer to Code 3004 “Iron or Steel Mfg. – Steelmaking & Drivers.” b. Iron or steel casting. Refer to Code 3081 “Foundry – NOC – Ferrous.” c. -

Achieving Cosmetic Standards in the Stamping Press
Case Study: Achieving Cosmetic Standards in the Stamping Press Customer’s Goals Select a tooling shop that could design and build a progressive stamping die of this magnitude. Select a metal stamping supplier with the capability and capacity to produce these larger-sized, highly cosmetic side tables. Design and Manufacturing Process Customer Ultra designed and built a 144-inch progressive stamping die equipped with multiple stations and in-die sensors to produce the Major Appliance Manufacturer side table on our 800-ton press. The part's stringent cosmetic standards made it a challenge to metal stamp and this case Part study outlines how we established a successful production process. Stainless Steel Side Tables To remove sharp edges on the side table during metal stamping the Die Manufacturing Issue Designers utilized two methods; hemming and coining. Hemming Utilizing their own equipment and works better on longer, straighter edges and so this method is primarily employees to produce this part was applied on the side edges of the tables. Hemming precisely wraps the sheet not sustainable for the long-term. metal back around itself and forms a clean, radius edge. Coining operations are then used to remove the sharp edges on the remaining areas of the side table including interior locations; resulting in a stamped cut edge. Another key component to maintaining the cosmetic standards was locating a steel supplier that could provide plastic coating on one-side of the sheet metal and within the specified material thickness. Finally, during metal stamping two methods are utilized to maintain clean surfaces on the side tables.