Pressure Carburetors
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Type Certificate Holder Record Teledyne Continental Motors Ownership & Name Change As of April 19, 2011 (Continental Motors, Inc.)
DEPARTMENT OF TRANSPORTATION FEDERAL AVIATION ADMINISTRATION E-233 Revision 18 CONTINENTAL C75-8, -8F, -8FH, -8FHJ, -8FJ, -8J C75-12, -12F, -12FH, -12FHJ, -12FJ, -12J C75-12B, -12BF, -12BFH C75-15, -15F C85-8, -8F, -8FHJ, -8FJ, -8J C85-12, -12F, -12FH, -12FHJ, -12FJ, -12J C85-14F C85-15, -15F November 1, 2011 TYPE CERTIFICATE DATA SHEET NO. E-233 Engines of models described herein conforming with this data sheet (which is part of type certificate No. 233) and other approved data on file with the Federal Aviation Administration, meet the minimum standards for use in certificated aircraft in accordance with pertinent aircraft data sheets and applicable portions of the Civil Air Regulations provided they are installed, operated and maintained as prescribed by the approved manufacturer's manuals and other approved instructions. Type Certificate Holder Continental Motors Mobile, Alabama 36601 Type Certificate Holder Record Teledyne Continental Motors Ownership & name change as of April 19, 2011 (Continental Motors, Inc.) Model C75-8 C75-12, -15 C85-8 C85-12, -14, -15 Type 4H0A - - - - - - Rating, ICAO or ARDC standard atmosphere Max. continuous hp., r.p.m., full throttle 75-2275 - - 85-2575 - - at sea level pressure altitude Takeoff hp., 5 min., r.p.m. full throttle at 75-2275 - - 85-2575 - - sea level pressure altitude (87-2650 for -J, -FHJ and -FJ models only) Fuel (min. grade aviation gasoline) 73 - - - - - - Lubricating oil, ambient temperature Oil Grade Below 40°F. SAE 20 - - - - - - Above 40°F. SAE 40 - - - - - - Bore and stroke, in. 4.062 x 3.625 - - - - - - Displacement, cu. in. 188 - - - - - - Compression ratio 6.3:1 - - - - - - Weight (dry), lb. -
Certificated Aircraft Engines
CERTIFICATED AIRCRAFT ENGINES SSP1101 DECEMBER 2013 652 Oliver Street Williamsport, PA 17701 U.S.A. Phone: Main OfficeU.S. and Canada Toll Free +1 (800) 2583279 Direct +1 (570) 3236181 Sales Department +1 (570) 3277278 Facsimile +1 (570) 3277101 Visit us on the World Wide Web at: http://www.lycoming.com ©2013 Avco Corporation All Rights Reserved. Lycoming Engines is a division of Avco Corporation. TABLE OF CONTENTS PISTON CERTIFICATED ENGINES – (4) Four Cylinder Series ....................................................................................................................................................... 1 (6) Six Cylinder Series ....................................................................................................................................................... 16 (8) Eight Cylinder Series .................................................................................................................................................... 32 PISTON ENGINE INSTALLATIONS (4) Four Cylinder Installations............................................................................................................................................ 33 (6) Six Cylinder Installations.............................................................................................................................................. 42 TURBOCHARGED .................................................................................................................................................... 46 GEARED................................................................................................................................................................... -

This Photo Shows a 1935 Ford Station Wagon in Brigham City, Utah
www.earlyfordv8victoria.com P.O. Box 53517 Broadmead RPO Victoria, British Columbia V8X 5K2 This photo shows a 1935 Ford Station Wagon in Brigham City, Utah. Actually is the US Mail route Woodie. We think that’s Bruce Somers holding up the door! Page | 1 NOVEMBER 2019 TABLE OF CONTENTS: 1. Club Executive – contact information. 2. 2019 Club agenda & events. 3. Minutes. November 12th, regular club meeting. 4. Club news – updates, breaking news. 5. Tech talk – V8 members input, Q&A. Suggestions News. 6. Photos – Nostalgia EFV8 109, local and worldwide. 7. Buy & sell – parts, restorations, collections. Wanted dead or alive 8. Committees – contacts, functions, updates, help. 9. Fun page – caution, members contributing. 10. Miscellaneous – news and other interests. Contributions always appreciated The next regular club meeting will be held on January 14th , 2020 at Berwick House. 7:30 PM. 4062 Shelbourne St. CU there. Page | 2 NOVEMBER 2019 Early Ford V8 Club R.G. #109 2020 Position Name Telephone Email President Chris Chown 250 595 0312 [email protected] Vice President Mike Mortimer 250 477 0547 [email protected] Treasurer Jim Banks 250 433 4021 [email protected] Secretary Al Wills 250 474 4909 [email protected] Directors Dennis Mounce 250 478 6440 d&[email protected] Lauri Stevens 250 478 7565 [email protected] Chris Chown 250 595 0312 [email protected] Jim Jennings 250 477 5594 [email protected] Bill Pritchard 250 656 7029 [email protected] Don Landels 250 588 1300 [email protected] First Past Bill Pritchard 250 656 7029 [email protected] President Page | 3 NOVEMBER 2019 2019 Club Agenda & Events ACTIVITY AGENDA – January through December JAN 8 REGULAR CLUB MEETING 7:30 AT THE VICTORIAN JAN 19 CHRISTMAS PARTY SHAS Schoolhouse. -

Honda Gx 390 Tech Manual
GX240 GX270 GX340 GX390 UT2/RT2 Technical Manual ©2010 American Honda Motor Co., Inc. PTR54179 All Rights Reserved GX240 • GX270 • GX340 • GX390 (UT2/RT2) Technical Manual Preface This manual covers engine selection, engine installation design and engine installation testing, so the combination of a Honda engine and your equipment will make the best possible product. Please feel free to contact your Honda Engine Distributor at any time for additional technical information or to discuss your engine application needs. All information contained in this manual is based on the latest product information available at the time of printing. We reserve the right to make changes at anytime without notice. No part of this publication may be reproduced, or transmitted, in any form or by any means, electronic, mechanical photocopying, recording or otherwise, without the prior written permission of the publisher. This includes text, figures and tables. Contents Design Features .......................................................... 2 Starting Performance ...........................................16 Emission Regulations ................................................. 2 Installation Considerations ........................................17 Recommended Power Range ..................................... 3 Maintenance Points Accessibility ........................17 Maximum Operation ............................................... 3 Dimensional Drawings ...............................................19 Continuous Operation ........................................... -

Poppet Valve
POPPET VALVE A poppet valve is a valve consisting of a hole, usually round or oval, and a tapered plug, usually a disk shape on the end of a shaft also called a valve stem. The shaft guides the plug portion by sliding through a valve guide. In most applications a pressure differential helps to seal the valve and in some applications also open it. Other types Presta and Schrader valves used on tires are examples of poppet valves. The Presta valve has no spring and relies on a pressure differential for opening and closing while being inflated. Uses Poppet valves are used in most piston engines to open and close the intake and exhaust ports. Poppet valves are also used in many industrial process from controlling the flow of rocket fuel to controlling the flow of milk[[1]]. The poppet valve was also used in a limited fashion in steam engines, particularly steam locomotives. Most steam locomotives used slide valves or piston valves, but these designs, although mechanically simpler and very rugged, were significantly less efficient than the poppet valve. A number of designs of locomotive poppet valve system were tried, the most popular being the Italian Caprotti valve gear[[2]], the British Caprotti valve gear[[3]] (an improvement of the Italian one), the German Lentz rotary-cam valve gear, and two American versions by Franklin, their oscillating-cam valve gear and rotary-cam valve gear. They were used with some success, but they were less ruggedly reliable than traditional valve gear and did not see widespread adoption. In internal combustion engine poppet valve The valve is usually a flat disk of metal with a long rod known as the valve stem out one end. -

History of a Forgotten Engine Alex Cannella, News Editor
POWER PLAY History of a Forgotten Engine Alex Cannella, News Editor In 2017, there’s more variety to be found un- der the hood of a car than ever. Electric, hybrid and internal combustion engines all sit next to a range of trans- mission types, creating an ever-increasingly complex evolu- tionary web of technology choices for what we put into our automobiles. But every evolutionary tree has a few dead end branches that ended up never going anywhere. One such branch has an interesting and somewhat storied history, but it’s a history that’s been largely forgotten outside of columns describing quirky engineering marvels like this one. The sleeve-valve engine was an invention that came at the turn of the 20th century and saw scattered use between its inception and World War II. But afterwards, it fell into obscurity, outpaced (By Andy Dingley (scanner) - Scan from The Autocar (Ninth edition, circa 1919) Autocar Handbook, London: Iliffe & Sons., pp. p. 38,fig. 21, Public Domain, by the poppet valves we use in engines today that, ironically, https://commons.wikimedia.org/w/index.php?curid=8771152) it was initially developed to replace. Back when the sleeve-valve engine was first developed, through the economic downturn, and by the time the econ- the poppet valves in internal combustion engines were ex- omy was looking up again, poppet valve engines had caught tremely noisy contraptions, a concern that likely sounds fa- up to the sleeve-valve and were quickly becoming just as miliar to anyone in the automotive industry today. Charles quiet and efficient. -

MGA Supercharger System Installation Instructions for 1955 to 1962 MGA
MGA Supercharger System Installation Instructions For 1955 to 1962 MGA PART # 150-040 440 Rutherford St. P.O. Box 847 Goleta, CA 93117 1-800-667-7872 • FAX 805-692-2525 • www.mossmotors.com Please read and understand these valve between the barbed fitting and the instructions completely before you brake booster (closer to the booster) with begin the installation. the check valve arrow pointing toward the supercharger manifold. A few notes before you begin: Hose clamps: Re-use hose clamps, or Engine condition - Your car should have purchase new ones where necessary. Use a fresh tune up, including new spark plug new hose clamps on all fuel connections. wires, points, and a new distributor cap and rotor. Spark plugs are included in the If you have installed vacuum boosted supercharger system. brakes - you MUST install a check valve (Moss Part # 150-071) in the vacuum How superchargers work — line. This will prevent pressurized air from Superchargers compress the air/fuel mix- reaching the brake booster system and ture, filling cylinders with a greater charge damaging it. To install, remove the larger than when normally aspirated. Normally of the 3 plugs in the back of the super- aspirated engines produce vacuum, read charger manifold and install a barbed in inches of mercury, superchargers and fitting using teflon tape on the threads. turbochargers produce boost, read in posi- Using 3/8 in vacuum line, install the check tive pounds per square inch. 150-040 -1- Revised 1/11 Installation Instructions Boost capacity is determined by supercharger rod, jet, and slide have been altered to run prop- RPM which is, of course, affected by pulley size erly and safely on a wide range of supercharged, (the smaller the supercharger pulley, the faster unmodified engines. -

Review of Advancement in Variable Valve Actuation of Internal Combustion Engines
applied sciences Review Review of Advancement in Variable Valve Actuation of Internal Combustion Engines Zheng Lou 1,* and Guoming Zhu 2 1 LGD Technology, LLC, 11200 Fellows Creek Drive, Plymouth, MI 48170, USA 2 Mechanical Engineering, Michigan State University, East Lansing, MI 48824, USA; [email protected] * Correspondence: [email protected] Received: 16 December 2019; Accepted: 22 January 2020; Published: 11 February 2020 Abstract: The increasing concerns of air pollution and energy usage led to the electrification of the vehicle powertrain system in recent years. On the other hand, internal combustion engines were the dominant vehicle power source for more than a century, and they will continue to be used in most vehicles for decades to come; thus, it is necessary to employ advanced technologies to replace traditional mechanical systems with mechatronic systems to meet the ever-increasing demand of continuously improving engine efficiency with reduced emissions, where engine intake and the exhaust valve system represent key subsystems that affect the engine combustion efficiency and emissions. This paper reviews variable engine valve systems, including hydraulic and electrical variable valve timing systems, hydraulic multistep lift systems, continuously variable lift and timing valve systems, lost-motion systems, and electro-magnetic, electro-hydraulic, and electro-pneumatic variable valve actuation systems. Keywords: engine valve systems; continuously variable valve systems; engine valve system control; combustion optimization 1. Introduction With growing concerns on energy security and global warming, there are global efforts to develop more efficient vehicles with lower regulated emissions, including hybrid electrical vehicles, electrical vehicles, and fuel cell vehicles. Hybrid electrical vehicles became a significant part of vehicle production because of their overall efficiency, and they still pose a significant cost penalty, resulting in a stagnant market penetration of 3.2% and 2.7% in 2013 and 2018, respectively, in the United States (US), for example [1]. -

Evaporative Emission Control Technologies for Gasoline Powered Vehicles
Evaporative Emission Control Technologies for Gasoline Powered Vehicles December 2010 Manufacturers of Emission Controls Association 2020 N. 14th St. * Suite 220 * Arlington, VA 22201 www.meca.org www.dieselretrofit.org TABLE OF CONTENTS Executive Summary ........................................................................................................................ 1 1.0 Introduction ............................................................................................................................... 3 2.0 Current Evaporative Emissions Regulations in the U.S. .......................................................... 5 2.1 ARB’s Proposed LEV III Evaporative Emissions Requirements ................................. 7 2.2 Test Methods for Measuring Evaporative Emissions ................................................... 9 3.0 Technologies to Control Evaporative Emissions .................................................................... 10 3.1 Permeation Controls.................................................................................................... 11 3.2 Carbon Canisters ......................................................................................................... 12 3.3 Activated Carbon ........................................................................................................ 14 3.4 Air Intake Systems (AIS) ............................................................................................ 16 3.5 On-Board Refueling Vapor Recovery ....................................................................... -
GENERAL INSTRUCTIONS for ALL THROTTLE PLATE KITS Installation Instructions
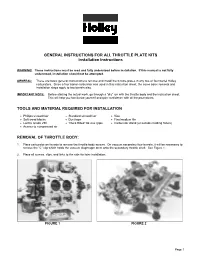
GENERAL INSTRUCTIONS FOR ALL THROTTLE PLATE KITS Installation Instructions WARNING! These instructions must be read and fully understood before installation. If this manual is not fully understood, installation should not be attempted. GENERAL: These are basic general instructions to remove and install the throttle plates in any two or four barrel Holley carburetors. Since a four barrel carburetor was used in this instruction sheet, the same basic removal and installation steps apply to two barrels also. IMPORTANT NOTE: Before starting the actual work, go through a “dry” run with the throttle body and the instruction sheet. This will help you familiarize yourself and gain confidence with all the procedures. TOOLS AND MATERIAL REQUIRED FOR INSTALLATION Phillips screwdriver Standard screwdriver Vise Soft wood blocks Duct tape Fine/medium file Loctite Grade 290 “Duck Billed” tip vise grips Carburetor stand (or suitable holding fixture) Access to compressed air REMOVAL OF THROTTLE BODY: 1. Place carburetor on its side to remove the throttle body screws. On vacuum secondary four barrels, it will be necessary to remove the “C” clip which holds the vacuum diaphragm stem onto the secondary throttle shaft. See Figure 1. 2. Place all screws, clips, and links to the side for later installation. FIGURE 1 FIGURE 2 Page 1 FIGURE 3 Front Side of Primary Throttle Bores shown FIGURE 4 REMOVAL OF OLD THROTTLE PLATES 1. Place the throttle body on a carburetor stand. See Figure 2. RECOMMENDATION: When servicing a carburetor off the vehicle it is recommended to place it in a suitable holding fixture. This helps prevent damage to the machined surfaces of the throttle body. -

Carbureted Fuel Pressure Regulators TB
Aeromotive, Inc. Technical Bulletin #201 From: Aeromotive Technical Department Date: 12/8/14 Re: Carbureted Fuel Pressure Regulators, Vacuum and Boost Reference: Aeromotive Carbureted Bypass Regulators: Why and how to use vacuum and boost reference. All Aeromotive, Carburetor Bypass are designed to allow the regulated fuel pressure to be vacuum or boost referenced on a 1:1 ratio with PSI. The purpose of the boost reference feature is to ensure fuel pressure at the inlet of the needle-and-seat rises with boost, offsetting any air pressure opposing fuel flow at the outlet of the needle and seat, in the float bowl itself. For “blow through” carbureted engines, where air is pushed or “blown” through the carburetor from a turbo or centrifugal supercharger, the carburetor and float bowls are pressurized, along with the intake. Pressure enters the float bowls via the vent tubes. As boost pressure builds in the intake, it also builds in the bowls, offsetting the pressure working to push fuel in through the needle and seat. Rising boost can act to slow or even stop fuel from entering the bowl, allowing it to run empty. By connecting the boost reference port on the regulator to the hat or carburetor box, the regulator will raise fuel pressure 1:1 with boost pressure, offsetting the rising air pressure and ensuring fuel continues to fill the bowl and feed the engine. The boost reference line on a blow through engine should reference positive pressure only (that is boost), not vacuum, and be connected to the carburetor box or hat rather than the intake manifold. -

Directional Control Valve 2-, 3- & 4-Way Din Poppet
2-, 3- & 4-WAY DIN POPPET DIRECTIONAL CONTROL VALVE 195 West Ryan Road 414-764-7500 Oak Creek, WI 53154 [email protected] www.elwood.com/fluidpower.html Poppet Directional Valves Features A modern concept in water hydraulics Zero Leakage Pilot Designed to Suit Application Positive, drop tight sealing is achieved by poppet type plung- For heavy duty mill type applications, our standard air actuat- er assemblies with replaceable seating discs which close ed pilot valve (Brochure 82) is furnished. This valve requires against heat treated stainless steel seats. no secondary operating media. Extended Poppet Seal Life Six Poppet Models Available The dynamic seals never cross ports during operation, there- Designed for dual speed, 4-way applications. fore, cannot extrude into ports. These seals are wear com- pensating. Interchangeability with Competitor Valves Direct replacements with competitor valves via simple adapter Minimum Valve Space Requirements plates. Compact subplate mounted design reduces space require- ments by as much as 50%. Easy Valve Maintenance All normal maintenance can be performed at the top side of the valve without removing the valve from the system. The internals are designed elim- inating all “press” fitted as well as “selectively” locked parts or assemblies. Cavities conform to international DIN standards and are sleeved to facilitate seal and parts replacement. Directional Control Function Flexibility Change the valve function by simply removing the top plate and arranging plugs for the appropriate function. Less Inventory Required Minimize spare inventory requirements through commonality of components between 2-, 3- and 4-way valves. Built-in Flow Controls Totally independent “meter-in” and/or “meter-out” flow control from either port is accomplished by simply limiting the poppet stroke by use of the ex- ternally stainless steel flow control screw.