A Study on 5S Principles
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Conceptual Model for Production Leveling (Heijunka) Implementation in Batch Production Systems
A Conceptual Model for Production Leveling (Heijunka) Implementation in Batch Production Systems Luciano Fonseca de Araujo and Abelardo Alves de Queiroz Federal University of Santa Catarina, Department of Manufacturing, GETEQ Research Group, Caixa Postal 476, Campus Universitário, Trindade, 88040-900, Florianópolis, SC, Brazil [email protected], [email protected] Abstract. This paper explains an implementation model for a new method for Production Leveling designed for batch production system. The main struc- ture of this model is grounded on three constructs: traditional framework for Operations Planning, Lean Manufacturing concepts for Production Leveling and case study guidelines. By combining the first and second construct, a framework for Production Leveling has been developed for batch production systems. Then, case study guidelines were applied to define an appropriate im- plementation sequence that includes prioritizing criteria of products and level production plan for capacity analysis. This conceptual model was applied on a Brazilian subsidiary of a multinational company. Furthermore, results evidence performance improvement and hence were approved by both manag- ers and Production personnel. Finally, based on research limitations, researchers and practitioners can confirm the general applicability of this method by applying it in companies that share similarities in terms of batch processing operations. Keywords: Batch Production, Heijunka, Implementation Model, Production Leveling. 1 Introduction Due intense competition, both traditional and emerging companies must improve existing methods for Operations Planning (OP). Indeed, Production Leveling im- proves operational efficiency in five objectives related to flexibility, speed, cost, qual- ity and customers’ service level [1], [6], [10]. Production Leveling combines two well known concepts of Lean Manufacturing: Kanban System and Heijunka. -

Techniques to Deploy Lean Concept: a Review
International Journal of Enhanced Research in Science Technology & Engineering, ISSN: 2319-7463 Vol. 3 Issue 8, August-2014, pp: (117-136), Impact Factor: 1.252, Available online at: www.erpublications.com Techniques to deploy lean concept: A Review Narottam1, Sachin Kumar2, Dr. K. Kumar3, Naveen Kumar4 1,2Dept. of M.E., Bhiwani Institute of Technology and Sciences, Bhiwani, Haryana, India 3Former Director, Maruti Suzuki India Ltd., Lean Consultant. 4Counselor MACE, Maruti Suzuki India Ltd. Abstract Purpose: Lean manufacturing concept is most important to be used in an automobile industry system for reduction in the waste, which decreases the yield. The techniques used for implementing Lean concept are helpful to find the waste throughout the industry and suggest the techniques to get rid of from that waste. By these techniques without using much cost and labor we can reduce waste producing in the process. In this context, this study is an attempt to remove the roadblocks in implementing Lean concept in Indian automobile industry. Design/Methodology/Approach: Various tools and techniques have been identified from the literature review. The various roadblocks have been identified through the study and the responses from the experts on the Lean Implementation. The model consists of six major lean tools, which are Policy Deployment, Visual Management, Continuous Improvement, Standardized Work, Just in Time, and Value Stream Mapping and the other tools and methods which fall within such as 5s, TPM, and A3 thinking. Findings: Twenty four variables have been identified from the literature review. Out of which six major lean tools are identified for successful lean implementation. -

Production Leveling System Implementation at Mixed Model Product with Heterogeneous Cycle Time for Single Operation Line
INTERNATIONAL JOURNAL OF INTEGRATED ENGINEERING VOL. 13 NO. 2 (2021) 196-201 © Universiti Tun Hussein Onn Malaysia Publisher’s Office The International Journal of IJIE Integrated Journal homepage: http://penerbit.uthm.edu.my/ojs/index.php/ijie Engineering ISSN : 2229-838X e-ISSN : 2600-7916 Production Leveling System Implementation at Mixed Model Product with Heterogeneous Cycle Time for Single Operation Line A.N. Adnan1*, A. Ismail1 1Mechanical Engineering Faculty, Universiti Teknologi MARA, Johor Branch, Johor, MALAYSIA *Corresponding Author DOI: https://doi.org/10.30880/ijie.2021.13.02.022 Received 1 January 2020; Accepted 3 December 2020; Available online 28 February 202 Abstract: Production leveling is one of the main lean manufacturing principles which aims to enhance production performance and optimize operation cost. Systematic and level production of process for mixed model product is presented to study manufacturing parameter results. A required production time was synched in leveling system approach to avoid non-value-added item such as excess inventory and poor planning in production space. A few parameters were used to measure the performance of production leveling system implementation. Proper establishment production leveling schedule gained good results for manufacturers who were committed to the implementation. The most significant production area and productivity were due to balanced capacity according to actual demand. The conclusion and recommendation regarding potentials of efficient implementation were presented in a demonstration of production leveling system at mixed model product at single operation line. Keywords: Production leveling, level production scheduling, smooth flow manufacturing 1. Introduction Intense competition among manufacturers has grown and increased significantly. Uncertain demand situation as well as dynamic consumer expectations have pressured manufacturers to seek systematic and efficient techniques in handling the environment. -

REST Journal on Emerging Trends in Modelling and Manufacturing 3(1) 2017, 12-16
Mayank. et.al / REST Journal on Emerging trends in Modelling and Manufacturing 3(1) 2017, 12-16 REST Journal on Emerging trends in Modelling and Manufacturing Vol:3(1),2017 REST Publisher ISSN: 2455-4537 Website: www.restpublisher.com/journals/jemm A Review of Lean Tools & Techniques for Cycle Time Reduction Mayank Pandya1, Vivek Patel2, Nilesh Pandya3 1,2G H Patel College of Engineering & Technology, V.V.Nagar-388120, Gujrat,India 3Foundry manager at Priti Marine PVT. LTD., Sihor, Dist. Bhavnagar, Gujarat, India [email protected], [email protected], [email protected] Abstract In today’s enormous competitive world, in order to survive in the market, any company has to satisfy their customers by providing right quantity with right quality and right price within stipulated time. All small scale industries facing problems in fulfilling customers demand within stipulated time period. In this paper the prime focus is various lean tools & techniques with their principles of application. There are many ideas and tools to explore in lean, so the one way is to do survey of some most important lean tools and its principles. This paper contains review of various lean tools and techniques such as 5S, Heijunka, SMED, Kaizen, PDCA, Takt time, TPM, and also about which tool can give better results for cycle time reduction also described with the help of literature review. Key words: lean tools & techniques, 5S, Heijunka, SMED, Kaizen, PDCA, Takt Time, TPM I. Introduction In Today’s Competitive era of globalization, in order to strive in this competitive market situation, companies now must look forward to please their customers in every possible manners and must complete customer’s ordered requirements within the stipulated time period which is given by customers. -
Glossary of Lean Terminology
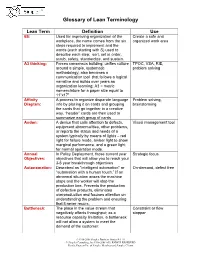
Glossary of Lean Terminology Lean Term Definition Use 6S: Used for improving organization of the Create a safe and workplace, the name comes from the six organized work area steps required to implement and the words (each starting with S) used to describe each step: sort, set in order, scrub, safety, standardize, and sustain. A3 thinking: Forces consensus building; unifies culture TPOC, VSA, RIE, around a simple, systematic problem solving methodology; also becomes a communication tool that follows a logical narrative and builds over years as organization learning; A3 = metric nomenclature for a paper size equal to 11”x17” Affinity A process to organize disparate language Problem solving, Diagram: info by placing it on cards and grouping brainstorming the cards that go together in a creative way. “header” cards are then used to summarize each group of cards Andon: A device that calls attention to defects, Visual management tool equipment abnormalities, other problems, or reports the status and needs of a system typically by means of lights – red light for failure mode, amber light to show marginal performance, and a green light for normal operation mode. Annual In Policy Deployment, those current year Strategic focus Objectives: objectives that will allow you to reach your 3-5 year breakthrough objectives Autonomation: Described as "intelligent automation" or On-demand, defect free "automation with a human touch.” If an abnormal situation arises the machine stops and the worker will stop the production line. Prevents the production of defective products, eliminates overproduction and focuses attention on understanding the problem and ensuring that it never recurs. -

Lean Manufacturing
8 Lean manufacturing Lean manufacturing, lean enterprise, or lean production, often simply, "Lean", is a production practice that considers the expenditure of resources for any goal other than the creation of value for the end customer to be wasteful, and thus a target for elimination. Working from the perspective of the customer who consumes a product or service, "value" is defined as any action or process that a customer would be willing to pay for. Essentially, lean is centered on preserving value with less work. Lean manufacturing is a management philosophy derived mostly from the Toyota Production System (TPS) (hence the term Toyotism is also prevalent) and identified as "Lean" only in the 1990s. TPS is renowned for its focus on reduction of the original Toyota seven wastes to improve overall customer value, but there are varying perspectives on how this is best achieved. The steady growth of Toyota, from a small company to the world's largest automaker, has focused attention on how it has achieved this success. 8.1 Overview Lean principles are derived from the Japanese manufacturing industry. The term was first coined by John Krafcik in his 1988 article, "Triumph of the Lean Production System," based on his master's thesis at the MIT Sloan School of Management. Krafcik had been a quality engineer in the Toyota-GM NUMMI joint venture in California before coming to MIT for MBA studies. Krafcik's research was continued by the International Motor Vehicle Program (IMVP) at MIT, which produced the international best-seller book co-authored by Jim Womack, Daniel Jones, and Daniel Roos called The Machine That Changed the World.] A complete historical account of the IMVP and how the term "lean" was coined is given by Holweg (2007). -
The Lean Guide – a Primer on Lean Production for the Australian Wine Industry
Australian Grape and Wine Authority THE LEAN GUIDE A PRIMER ON LEAN PRODUCTION FOR THE AUSTRALIAN WINE INDUSTRY About Guide Case Studies AGWA Website Australian Grape and Wine Authority Introduction STEP 1: Thinking ‘lean’ STEP 2: Identify Waste STEP 3: Implement Practices STEP 4: Re-think Flow Continuous Improvement Toolbox LEAN METRICS | SEVEN WASTE ID | 5S | VALUE STREAM MAPPING | STANDARD WORK | TPM | ERROR PROOFING | FAST CHANGEOVERS VISUAL MANAGEMENT | QUALITY CONTROL | TAKT TIME | PULL SYSTEMS | PACEMAKER | PRODUCTION LEVELING | FUTURE-STATE VSM | CI BLITZ HOW TO NAVIGATE THIS GUIDE This GUIDE is designed to help you access the information you need, This document has been designed for easy on screen reading. as quickly as possible. It can be navigated in two ways: However, it may be printed as any normal Adobe.pdf document. 1. If you are interested in a specific Step, you can get to it quickly by You can choose full-screen view by going to View/Full ScreenMode in your clicking its tab located on the top of the Guide page and following Acrobat Reader. Shortcut: Ctrl + L. To get out of this view, hit the Escape button. the links on the top for further information. Whenever you roll your cursor over a button, an arrow (like the ‘NEXT PAGE’ 2. If you are interested in a specific Technique, you can get to it quickly button bottom right), or words that are underlined, you are able to jump to the by clicking its text hyperlink located on the top of each Step’s page. hotlink - just like a web page. -

Toyota Production System – Maximizing Production Efficiency by Waste Elimination
IARJSET ISSN (Online) 2393-8021 ISSN (Print) 2394-1588 International Advanced Research Journal in Science, Engineering and Technology Vol. 8, Issue 4, April 2021 DOI: 10.17148/IARJSET.2021.8448 Toyota Production System – Maximizing Production Efficiency by Waste Elimination Sarvesh A. Kulkarni1, Rishi R. Nagare2, Deep N. Nagare3, Pushkar N. Aware4 1,2,3,4 Student, Mechanical Engineering, Guru Gobind Singh College of Engineering and Research Centre, Nashik, India Abstract: The Toyota motor corporation started in 1933 by Kiichiro Toyoda, the Toyota production system (TPS) was implemented after the CEO visited US companies like Ford, GM to gather the idea about how they improve the production system. for this purpose, they built a TPS house which is structured in 3 parts and shows elements of the system. It is focused on JIT, reduction of waste, cost reduction, Autonomation (Jidoka) and also the implementation of KANBAN and KAIZEN. This TPS foundation is built to always focus on resources which are reliable with minimum disorders and work as a repeatable manual process. My paper emphasizes the idea that Toyota production system is a set of general principles of organizing and managing an enterprise which can help any organization get on a path of positive learning and improvement. Keywords: TPS, Toyota, Kanban, Kaizen, Standardization, JIT, Autonomation (Jidoka). I. INTRODUCTION Toyota Production system is an anomalous manufacturing approach developed by Eiji Toyoda and Taiichi Ohno between 1948 and 1975. The oil crises in autumn 1973 as well as the following global recession had a huge impact on the global economy and its companies. Even the economy of Japan broke down in 1974 and decreased to a zero growth[1],[3]. -

Planning the Inflow of Products for Production Levelling
INTERNATIONAL SCIENTIFIC JOURNAL "MACHINES. TECHNOLOGIES. MATERIALS." WEB ISSN 1314-507X; PRINT ISSN 1313-0226 PLANNING THE INFLOW OF PRODUCTS FOR PRODUCTION LEVELLING M.Sc. Eng. Rewers R. Faculty of Mechanical Engineering and Management – Poznan University of Technology, Poland [email protected] Abstract: Production levelling, also referred to as production smoothing (jap. Heijunka), is an effective method for reducing unevenness in the production process and maintaining better control over stock levels. It helps keep production at a steady pace and ensure the desired level of flexibility. The authors present a study aimed at developing a method for planning the inflow of products from the production process, intended to be used in the scheduling of levelled production. Focus has been put on finding the right combination of lot size and production interval which, assuming certain input parameters (order size and placement rate, initial stock levels), yields the best outcome in terms of timely/untimely order fulfilment and minimum and maximum stock levels. Keywords: PRODUCTION LEVELLING, LEAN MANUFACTURING, SIMULATION 1. Introduction There is an array of interpretations of production levelling in the literature. Some of them define production levelling as a method In the market conditions prevailing these days, demand can be for: anything but steady. Enterprises striving to remain competitive need increasing production capacity [13], to adjust to a rapidly changing environment. reducing stock levels [14], To keep up with the fluctuation of demand, manufacturing preventing work overload [15], enterprises increase their stock levels or enhance flexibility of the increasing competitiveness [16], production system [1]. Higher stock levels have a stabilizing effect smoothing out peaks in production [17], on the production process on the one hand, but drive the cost of manufacturing for stock [18]. -

Implementation of '5S'
Brijesh Kumar Swarnkar. Int. Journal of Engineering Research and Application www.ijera.com ISSN : 2248-9622, Vol. 7, Issue 7, ( Part -I) July 2017, pp.44-48 RESEARCH ARTICLE OPEN ACCESS Implementation of ‘5S’in a small scale industry: A case study Brijesh Kumar Swarnkar*, Dr. Devendra Singh Verma** *(PG Scholar, Department of Mechanical Engineering, IET, DAVV Indore (M.P.), India ** (Assistant Professor, Department of Mechanical Engineering, IET, DAVV Indore (M.P.), India Corresponding Author: Brijesh Kumar Swarnkar ABSTRACT “5S Method” of Lean Manufacturing techniques refers to five words for the basic elements of the system: Sort, Set in order, Shine, Standardize and Sustain. This research work has been carried out to understand the positive impact of the 5S methods implementation in a small scale industry over the various attributes like Labor Productivity, Floor space savings, positive work culture shift, safety & health of the workers etc. „5S‟methods of Lean manufacturing techniques is a proven tool to reduce and eliminate waste and to bring Positive work culture shift in the organization. The paper presents the methodology of successfully implementing the 5S methods in a small Scale industry. Results clearly shows significant improvement in 5S Score, Labor Productivity & Floor space utilization apart from some qualitative benefits like improvement in health, safety and positive work culture shift in the organization after implementation of 5S methods. Keywords: 5S method, Lean manufacturing, work culture, labour Productivity, Floor space utilization I. INTRODUCTION Over the years the 5S System has spread and can be Today, it is increasingly recognized that 5S found within Total Productive Maintenance (TPM), management techniques enhance productivity and the visual workplace, the Just- In-Time competitiveness. -

Glossary of Lean Terminology
Glossary of Lean Terminology Lean Term Definition Use 5S: Used for Improving organization of the Create an workplace: Sort > Set in order > Shine > organized Standardize > Sustain work area A3 Thinking: Forces consensus building: unifies culture Value Stream around a simple, systematic methodology; A3 Analysis = metric nomenclature for a paper size (VSA), Rapid equivalent to 11”x17” Improvement Event (RIE), problem solving Affinity A process for organizing ideas by placing Problem Diagram: them on cards and grouping the cards that go solving, together in a creative way. “Header” cards brainstorming are then used to summarize each group of cards. Andon: A device that calls attention to defects, Visual equipment abnormalities, other problems, or management reports the status and needs of a system tool typically by means of light - red light for failure mode, yellow light to show marginal performance, and green light for normal operation mode. Annual Current year objectives that will allow you to Strategic focus Objectives reach your 3-5 year breakthrough objectives. Bottleneck: The place in the value stream that negatively Constraint or affects the flow; inhibiting a process/system flow stopper from meeting the demand of the customer. Breakthrough Objectives characterized by multi-functional Strategic focus Objectives: teamwork, significant change in the organization, significant competitive advantage and major stretch for the organization. Catch Ball: The process of selecting strategies to meet an Strategy objective at any level then getting managers deployment, and their teams to engage in dialogue to reach collaborative agreement on strategies to achieve their goals. goal setting Cause and A problem-solving tool used to establish Problem Effect relationships between effects and multiple solving Diagram: causes. -

Pull Production Systems: Link Between Lean Manufacturing and PPC
80 Chapter 4 Pull Production Systems: Link Between Lean Manufacturing and PPC Eduardo Guilherme Satolo https://orcid.org/0000-0002-8176-2423 São Paulo State University (UNESP), Brazil Milena Estanislau Diniz Mansur dos Reis https://orcid.org/0000-0003-1080-8735 Federal University of Rio de Janeiro (UFRJ), Brazil Robisom Damasceno Calado Fluminense Federal University (UFF), Brazil ABSTRACT This chapter aims to organize knowledge about pull production systems by presenting the underlying concepts of lean manufacturing as for its origin, principles, and relations with PPC. Pull production is one the fundamental principles of lean manufacturing, and its implementation can bring positive impacts. For such a purpose, sequential and mixed supermarket pull systems stand out in which the integration between pull production systems and PPC and its various levels is a main subject of discussion. The JIT model or Kanban method and hybrid systems, such as conwip and lung-drum-string theory, are mechanisms for managing pull production systems. Finally, a pull production system implementation is presented for illustration purposes. At the end of this chapter, it is expected that skills are developed by readers, which are going to assist them in using the tools presented to model production systems and aid decision-making processes. DOI: 10.4018/978-1-7998-5768-6.ch004 Copyright © 2021, IGI Global. Copying or distributing in print or electronic forms without written permission of IGI Global is prohibited. Pull Production Systems INTRODUCTION Lean Manufacturing Principles The concept of Lean Manufacturing had its inception during the post-World War II period in Japan in the 1940s.