Characterisation of Gasoline Fuels in a DISI Engine
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Volkswagen AG Annual Report 2009
Driving ideas. !..5!,2%0/24 Key Figures MFCBJN8><E>IFLG )''0 )''/ Mfcld\;XkX( M\_`Zc\jXc\jle`kj -#*'0#.+* -#).(#.)+ "'%- Gif[lZk`fele`kj -#',+#/)0 -#*+-#,(, Æ+%- <dgcfp\\jXk;\Z%*( *-/#,'' *-0#0)/ Æ'%+ )''0 )''/ =`eXeZ`Xc;XkX@=IJj #d`cc`fe JXc\ji\m\el\ (',#(/. ((*#/'/ Æ.%- Fg\iXk`e^gif]`k (#/,, -#*** Æ.'%. Gif]`kY\]fi\kXo (#)-( -#-'/ Æ/'%0 Gif]`kX]k\ikXo 0(( +#-// Æ/'%- Gif]`kXkki`YlkXYc\kfj_Xi\_fc[\ijf]MfcbjnX^\e8> 0-' +#.,* Æ.0%/ :Xj_]cfnj]ifdfg\iXk`e^XZk`m`k`\j)()#.+( )#.') o :Xj_]cfnj]ifd`em\jk`e^XZk`m`k`\j)('#+)/ ((#-(* Æ('%) 8lkfdfk`m\;`m`j`fe* <9@K;8+ /#'', ()#('/ Æ**%0 :Xj_]cfnj]ifdfg\iXk`e^XZk`m`k`\j) ()#/(, /#/'' "+,%- :Xj_]cfnj]ifd`em\jk`e^XZk`m`k`\j)#,('#),) ((#+.0 Æ('%. f]n_`Z_1`em\jkd\ekj`egifg\ikp#gcXekXe[\hl`gd\ek),#./* -#..* Æ(+%- XjXg\iZ\ekX^\f]jXc\ji\m\el\ -%) -%- ZXg`kXc`q\[[\m\cfgd\ekZfjkj (#0+/ )#)(- Æ()%( XjXg\iZ\ekX^\f]jXc\ji\m\el\ )%( )%) E\kZXj_]cfn )#,-* Æ)#-.0 o E\kc`hl`[`kpXk;\Z%*( ('#-*- /#'*0 "*)%* )''0 )''/ I\klieiXk`fj`e I\kliefejXc\jY\]fi\kXo (%) ,%/ I\kliefe`em\jkd\ekX]k\ikXo8lkfdfk`m\;`m`j`fe *%/ ('%0 I\kliefe\hl`kpY\]fi\kXo=`eXeZ`XcJ\im`Z\j;`m`j`fe -.%0 ()%( ( @eZcl[`e^mfcld\[XkX]fik_\m\_`Zc\$gif[lZk`fe`em\jkd\ekjJ_Xe^_X`$MfcbjnX^\e8lkfdfk`m\:fdgXepCk[% Xe[=8N$MfcbjnX^\e8lkfdfk`m\:fdgXepCk[%#n_`Z_Xi\XZZflek\[]filj`e^k_\\hl`kpd\k_f[% ) )''/X[aljk\[% * @eZcl[`e^XccfZXk`fef]Zfejfc`[Xk`feX[aljkd\ekjY\kn\\ek_\8lkfdfk`m\Xe[=`eXeZ`XcJ\im`Z\j[`m`j`fej% + Fg\iXk`e^gif]`kgclje\k[\gi\Z`Xk`fe&Xdfik`qXk`feXe[`dgX`id\ekcfjj\j&i\m\ijXcjf]`dgX`id\ekcfjj\jfegifg\ikp#gcXekXe[\hl`gd\ek# ZXg`kXc`q\[[\m\cfgd\ekZfjkj#c\Xj`e^Xe[i\ekXcXjj\kj#^ff[n`ccXe[]`eXeZ`XcXjj\kjXji\gfik\[`ek_\ZXj_]cfnjkXk\d\ek% , <oZcl[`e^XZhl`j`k`feXe[[`jgfjXcf]\hl`kp`em\jkd\ekj1Ñ.#,/,d`cc`feÑ/#/.0d`cc`fe % - Gif]`kY\]fi\kXoXjXg\iZ\ekX^\f]Xm\iX^\\hl`kp% . -

Volkswagen Touran 1.4 TSI DSG (A) Information
Printed 26-Sep-2021 Volkswagen Touran 1.4 TSI DSG (A) Information Built in : Germany Listed Price : $118,800 Road Tax : $620 /yr OMV : $22,100 Distributor : Volkswagen Group Singapore Hotline : 64748288 Overall Rating : Specifications Features Engine Safety features Engine capacity 1,390 cc Number of airbags 6 Engine type 4-cylinder in-line TSI Twincharger Traction control Yes Fuel type Petrol Driver's features Performance Multi-Function steering wheel No Power 103kW (138 bhp) Keyless engine start No Torque 220 Nm Auto headlights Yes Acceleration 9.5s (0-100 km/h) Rain sensing wipers Yes Top speed 202 km/h Electrical retractable side mirrors Yes Fuel consumption 15.2 km/L Paddle shifters No CO2 emission 154 g/km (As tested by LTA) Cruise control Yes Electric park brake button No Misc technical data Navigation system No Transmission 7-speed (A) DSG Bluetooth Interface No Drive type Front-wheel drive Security features Measurements Smart key No Vehicle type MPV Remote boot release Yes Dimensions (L x W x H) (4397 x 1794 x 1674) mm Electric tailgate No Wheelbase 2,678 mm Min turning radius 5,600 mm Exterior features Kerb weight 1,416 kg Headlights Halogen Fuel tank capacity 60 L Daytime running lights Halogen Boot/Cargo Capacity unknown Front fog lamps No Rims 16" Brakes Sunroof/Moonroof/Panoramic roof No Brakes (Front) Ventilated disc Brakes (Rear) Disc Interior features Multi-zone aircon Yes Suspension Rear aircon Yes Suspension (Front) MacPherson strut Reverse camera No Suspension (Rear) Multi-link Driver's electric seat No Passenger's electric seat No Driver's memory seat No Passenger's memory seat No Knockdown rear seats Yes Leather seats Yes Leather steering wheel Yes Additional features Roof rails Yes *Specifications and Features may vary from actual vehicle. -

Comparison of Characteristics of Spark Plug Engines Fsi, Tsi/Tfsi Type of Volkswagen Company
SCIENTIFIC PROCEEDINGS XXIII INTERNATIONAL SCIENTIFIC-TECHNICAL CONFERENCE "trans & MOTAUTO ’15" ISSN 1310-3946 COMPARISON OF CHARACTERISTICS OF SPARK PLUG ENGINES FSI, TSI/TFSI TYPE OF VOLKSWAGEN COMPANY PhD. Eng. Krzysztof Miksiewicz Faculty of Mechanical Engineering – Wroclaw University of Technology, Poland [email protected] Abstract: The use of direct injection in spark ignition engines, significantly facilitated the use of chargers in these engines. This resulted lately in the significant popularization of direct injection engines, initially freely sucking and in final result turbocharged. The greatest popularity on the market gained engines of Volkswagen company, named FSI and TFSI / TSI. Application of Common Rail systems allowed not only to improve the characteristics of the engine by increasing the accuracy in dispensing fuel into individual cylinders. The most important gain is the possibility of second injection of the fuel to the cylinder after the intake valve is closed. On the one hand it allows better control of the load in the cylinder, at first with the piston crown, and now with shaping the injection by the injector. KEYWORDS: TRANSPORT, COMBUSTION ENGINES, FUEL INJECTION, STRATIFIED INJECTION, CHARGE ENGINES 1. Introduction Light-red color indicates the characteristics of power of the 1.6 FSI Petrol engines recently lost competitiveness against turbocharged engine, and the purple its torque. Dark-red color indicates the diesel engines. Previously used indirect injection technology, was engine power of 1.4 TSI and blue, its torque. It is clear that the a restriction in supercharging those engines, so that the most curve under the turbo-charged engine is steeper and more quickly effective way of raising the torque of the engine was increasing its reaches its maximum. -

Powertrain Hybrid Choices Will Multiply Until Fuel Cell Technology Arrives
AN_suppl_051031_8-10.qxd 19.10.2005 19:33 Uhr Page 8 Powertrain Hybrid choices will multiply until fuel cell technology arrives RICHARD TRUETT AUTOMOTIVE NEWS EUROPE he early optimism for hydrogen-powered Tfuel cell vehicles got a reality check in 2005. With the exception of General Motors, virtually no automaker, supplier, energy company or government official expects fuel cell vehicles to be ready for mass production until at least 2020. Even GM has softened its once bullish position on fuel cells. Instead of having a complete vehicle ready for production in 2010, GM says it now plans to have a fuel cell powertrain tested and validated by the end of the decade. Because fuel cell vehicles are so far off and because automakers need a mid-term strategy to reduce consumption and lower emissions, gasoline-electric hybrids moved into the lead this year as the quickest and least expensive way to achieve those goals. The new generation of clean-running Ford Motor Co. is one of several automakers testing fuel cell vehicles, including a diesels will be another fuel-saving hybrid fuel cell vehicle. While the Ford Focus FCV (above) appears no different than a powertrain available in North America, but conventional Focus, the floorpan is actually a hydrogen fuel cell and auxiliary energy more on that later. system that can supply electricity to the powertrain. A hydrogen tank is in the trunk. Gasoline-electric hybrids will account for The FCV also has a nickel-metal hydride battery pack and a brake-by-wire slightly less than 200,000 of the roughly regenerative braking system. -

Volkswagen Jetta Sport 1.4 TSI
Printed 28-Sep-2021 Volkswagen Jetta 1.4 TSI DSG Trendline (A) Information Built in : Mexico Listed Price : $111,400 Road Tax : $620 /yr OMV : $16,680 Distributor : Volkswagen Group Singapore Hotline : 64748288 Overall Rating : Specifications Features Engine Safety features Engine capacity 1,390 cc Number of airbags 6 Engine type 4-cylinder in-line 16-valve TSI Turbocharger Traction control Yes Fuel type Petrol Driver's features Performance Multi-Function steering wheel No Power 89kW (120 bhp) Keyless engine start No Torque 200 Nm Auto headlights Yes Acceleration 9.8s (0-100 km/h) Rain sensing wipers No Top speed 202 km/h Electrical retractable side mirrors No Fuel consumption 16.7 km/L Paddle shifters No CO2 emission 138 g/km (As tested by LTA) Cruise control No Electric park brake button No Misc technical data Navigation system No Transmission 7-speed (A) DSG Bluetooth Interface No Drive type Front-wheel drive Security features Measurements Smart key No Vehicle type Sedan Remote boot release Yes Dimensions (L x W x H) (4659 x 1778 x 1482) mm Electric tailgate No Wheelbase 2,651 mm Min turning radius 5,550 mm Exterior features Kerb weight unknown Headlights Halogen Fuel tank capacity 55 L Daytime running lights No Boot/Cargo Capacity unknown Front fog lamps No Rims 16" Brakes Sunroof/Moonroof/Panoramic roof No Brakes (Front) Ventilated disc Brakes (Rear) Ventilated disc Interior features Multi-zone aircon No Suspension Rear aircon Yes Suspension (Front) Macpherson strut Reverse camera No Suspension (Rear) Multi-link independent Driver's electric seat No Passenger's electric seat No Driver's memory seat No Passenger's memory seat No Knockdown rear seats Yes Leather seats No Leather steering wheel Yes Additional features Hill hold control Yes *Specifications and Features may vary from actual vehicle. -

International Driving Presentation Portugal, June 2008
Volkswagen The New Scirocco – International Driving Presentation Portugal, June 2008 Note: You will find additional information and graphic motifs of the new Scirocco in the press database on the Internet at: www.volkswagen-media-services.com. User ID: newscirocco | Password: 06-2008 All data and equipment contained in this press release apply to models offered in Germany. They may differ in other countries. All information is subject to change or correction. TDI, TSI, DSG and Twincharger are registered trademarks of Volkswagen AG or other companies of the Volkswagen Group in Germany and other countries. Scirocco Contents To the Point Brief summary Page 02 Fact sheet Page 08 Key Aspects Body Page 11 Design and dimensions Page 12 Safety Page 15 Interior Page 19 Engines and transmissions Page 23 TSI Page 23 TDI Page 27 DSG Page 28 Chassis Page 30 Basic layout Page 30 Adaptive chassis control Page 32 Standard and optional features Page 34 Standard features Page 34 Optional features Page 35 Chronology Page 39 Technical data Page 47 Scirocco To the Point Comeback of a sports car legend: Third generation of the Scirocco to be launched New Scirocco will be available across Europe by mid-November Scirocco is the right choice as an affordable sports car for every day of the year • Wolfsburg, June 2008. The countdown is running for the new era Scirocco: the third generation of the sports car will already be arriving on the market in August. Volkswagen is staging the comeback of a legend with the debut of the two-door car – Scirocco generations I and II wrote history as the most successful Volkswagen coupé of all time with about 800,000 units sold. -

15538 Revolution 6 12Pp
Welcome to Revolution 5 Spring is in the air and the racing season is once again upon us. In this issue of Revolution we take a look at the exciting sport of truck racing – at 5500kg upwards, these must be the largest racing machines on the track, and 30 of them heading for a chicane make a magnificent spectacle! We’re also still following the progress of diesel sports cars from Audi and Peugeot as the Le Mans 24 hour race is on the horizon. Garrett outlines why replacement of VNT™ units is preferable to repair; both Spin Doctor and Mark Dickinson’s column address the importance of oil to the turbocharger; and we look at a number of innovations on the engine front from a wide range of manufacturers. New engines mean more demand for replacement turbochargers and you can rest assured that BTN Turbo will help you with the units you need. As ever, we offer turbo recognition from the VIN, a ‘new for old’ replacement policy on an increasing number of units and our ‘12 month no quibble’ warranty on commercial vehicle turbos. For more information on our services, including fault finding, build sheets and our complete catalogue, please go to www.btnturbo.com. Enjoy the spring and summer and remember, if you need any help or advice about turbochargers, just call BTN Turbo on 01895 4666666. Rachel Birch Editor VW 1.4 litre engine has a turbocharger and supercharger The innovative TSI engine from Volkswagen provides maximum power with minimum fuel consumption, by using a turbocharger and a supercharger. -

Touran-December-2007.Pdf
Volkswagen Information Service. Telephone 0800 333 666 Internet: www.volkswagen.co.uk © Volkswagen Group United Kingdom Limited 2007. Issue: 1 December 2007. Printed in UK. PVW237TOUR The Touran Practicality | Interior | Safety | Models | Colours & Upholstery | Equipment | Engines | Technology | Service Print | Exit | Beautiful yet practical. A new way of looking at things. The Touran combines good looks with good sense. A dynamic new design with a distinctive radiator grille and striking headlights means that the Touran looks better than ever. While an adaptable interior with a host of refinements helps you get on with whatever life throws at you. Whether you’re going on holiday, ferrying the kids about, doing the shopping or transporting the sports team, the Touran offers a wealth of practical solutions without sacrificing on style. Discover how the Touran can open up a whole new approach to life. Model shown is S with optional 16" ‘Silverstone’ alloy wheels and metallic paint. Practicality | Interior | Safety | Models | Colours & Upholstery | Equipment | Engines | Technology | Service Print | Exit | Page 1 | Page 2 | Page 3 2 Get a better view. Wherever you’re driving – in the countryside, by the sea or on your way to work – you’ll have a better view in the Touran, thanks to the elevated seating and large windows. While the interior feels exceptionally roomy and spacious, the dimensions of the vehicle itself are surprisingly compact, providing easy manoeuvrability and parking. If you take a look at the build quality, you’ll notice consistently narrow gaps between panels, ensuring not only greater rigidity and roadholding, but less wind noise and improved aerodynamics. -

Turbocharger - Wikipedia 1 of 21
Turbocharger - Wikipedia 1 of 21 Turbocharger A turbocharger, colloquially known as a turbo, is a turbine-driven, forced induction device that increases an internal combustion engine's efficiency and power output by forcing extra compressed air into the combustion chamber.[1][2] This improvement over a naturally aspirated engine's power output is because the compressor can force more air— and proportionately more fuel—into the combustion chamber than atmospheric pressure (and for that matter, ram air intakes) alone. Turbochargers were originally known as Cut-away view of an air foil bearing-supported turbosuperchargers when all forced turbocharger induction devices were classified as superchargers. Today, the term "supercharger" is typically applied only to mechanically driven forced induction devices. The key difference between a turbocharger and a conventional supercharger is that a supercharger is mechanically driven by the engine, often through a belt connected to the crankshaft, whereas a turbocharger is powered by a turbine driven by the engine's exhaust gas. Compared with a mechanically driven supercharger, turbochargers tend to be more efficient, but less responsive. Twincharger refers to an engine with both a supercharger and a turbocharger. Manufacturers commonly use turbochargers in truck, car, train, aircraft, and construction- equipment engines. They are most often used with Otto cycle and Diesel cycle internal combustion engines. Contents History Turbocharging versus supercharging Operating principle Pressure increase (or boost) Turbocharger lag Boost threshold Key components Turbine Twin-turbo https://en.wikipedia.org/wiki/Turbocharger Turbocharger - Wikipedia 2 of 21 Twin-scroll Variable-geometry Compressor Center housing/hub rotating assembly Additional technologies commonly used in turbocharger installations Intercooling Top-mount (TMIC) vs. -

Supercharger Basics
Supercharger Basics An ordinary four-stroke engine dedicates one stroke to the process of air intake. There are three steps in this process: 1. The piston moves down. 2. This creates a vacuum. 3. Air at atmospheric pressure is sucked into the combustion chamber. Once air is drawn into the engine, it must be combined with fuel to form the charge -- a packet of potential energy that can be turned into useful kinetic energy through a chemical reaction known as combustion. The spark plug initiates this chemical reaction by igniting the charge. As the fuel undergoes oxidation, a great deal of energy is released. The force of this explosion, concentrated above the cylinder head, drives the piston down and creates a reciprocating motion that is eventually transferred to the wheels. Getting more fuel into the charge would make for a more powerful explosion. But you can't simply pump more fuel into the engine because an exact amount of oxygen is required to burn a given amount of fuel. This chemically correct mixture -- 14 parts air to one part fuel -- is essential for an engine to operate efficiently. The bottom line: To put in more fuel, you have to put in more air. That's the job of the supercharger. Superchargers increase intake by compressing air above atmospheric pressure, without creating a vacuum. This forces more air into the engine, providing a "boost." With the additional air in the boost, more fuel can be added to the charge, and the power of the engine is increased. Supercharging adds an average of 46 percent more horsepower and 31 percent more torque. -
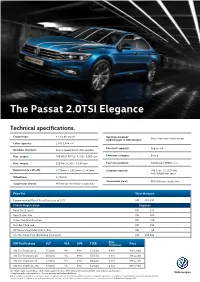
The Passat 2.0TSI Elegance
The Passat 2.0TSI Elegance Technical specifications. Engine type: 4-cylinder petrol Injection method/ turbocharger or twincharger: Direct injection/turbocharger Cubic capacity: 2.0 l | 1,984 cm³ Fuel tank capacity: Approx. 66 l Gearbox, standard: DSG 7-speed direct shift gearbox Max. output: 140 kW (190 PS) | 4,180 - 6,000 rpm Emission category: Euro 6 Max. torque: 320 Nm | 1,500 - 4,180 rpm Fuel consumption: Combined l/100km: 6.5 Dimension (L x W x H): 4,775mm x 1,832mm x 1,462mm Luggage capacity: 586 litres | 1,152 litres with folded rear seats Wheelbase: 2,786mm Suspension (rear): Multilink rear suspension Suspension (front): McPherson strut front suspension Price list West Malaysia Recommended Retail Price (Inclusive of SST) RM 187,990 Private Registration Elegance Road Tax (1-year) RM 372 Registration Fee RM 300 Inspection/Handling Fee RM 150 Number Plate Fee RM 150 HP Ownership Endorsement Fee RM 50 On-The-Road Price (Excluding Insurance) RM 189,012 Film VW Tint Package VLT VLR UVR TSER Thickness Price VW Tint Premium 4 55/40% 9% 99% 52/54% 4 mil RM 1,680 VW Tint Premium 4G 60/42% 9% 99% 56/57% 4 mil RM 2,200 VW Tint Premium S6 57/36% 9% 99% 60/62% 6 mil RM 2,750 VW Tint Premium ST6 57/40% 9% 99% 62/64% 6 mil RM 3,580 VLT: Visible Light Transmittance | VLR: Visible Light Reflection | UVR: Ultraviolet Rejection | TSER: Total Solar Energy Rejection • Compliant with local regulations • 7 years warranty and unlimited mileage Notes: Company Registration Road Tax (one year) is double the amount of Private Registration Road Tax. -

Volkswagen Auto China 2014
Volkswagen Auto China 2014 02 Content Auto China 2014 › New Golf R 400 Note: You will find more information and additional images of the latest new products in our online press database at: www.volkswagen-media-services.com. User-ID: beijing; password: vw042014. All data and features contained in this press kit apply to models offered in Germany. They may differ in other countries. Please refer to separate data for other countries. Subject to changes and errors. All cited fuel economy and performance data are estimated values as of March 2014. TDI, TSI, DSG and Twincharger are registered trademarks of Volkswagen AG or other companies of the Volkswagen Group in Germany and other countries. 04 Wolfsburg / Beijing / VOLKSWAGEN / 05 Golf R 400 World premiere of the 400 PS Golf R 400 sports car concept: 280-km/h Golf showcases sporty potential of the model series Exclusive Golf R 400 accelerates to 100 km/h in 3.9 seconds Design and technology of the Golf R 400 is based on motorsport 06 Wolfsburg / Beijing / VOLKSWAGEN / 07 Ten key facts on the world premiere of the Golf R 400: Golf R 400 reflects the sporty potential of the model series. Design of the Golf R 400 was customised to a great extent. Golf R 400 The „400“ in Golf R 400 stands for its power of 400 PS. The R 400 concept is based on the technology of the new Golf R. The concept car develops 100 PS more than the Golf R. Flared wings are a tribute to the legendary Rallye Golf G60 Specific power of 200 PS per litre displacement and power-to-weight ratio of 3.55 PS per kilogram are on (from 1988, motorsport homologation model).