Digital Printing and Sustainability
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Headwear How Do YOU Get Ahead? the TRICK to GETTING Ahead in TODAY’S VAST SEA of RETAIL IS to CAST a WIDE NET in ORDER to GATHER up ALL CUSTOMERS WHO ENTER YOUR SHOP
Headwear How do YOU get Ahead? THE TRICK TO GETTING Ahead IN TODAY’S VAST SEA OF RETAIL IS TO CAST A WIDE NET IN ORDER TO GATHER UP ALL CUSTOMERS WHO ENTER YOUR SHOP. OUR ALTERNATIVE GRAPHICS AND KNACK FOR PAIRING UP THE RIGHT ORNAMENTATION TECHNIQUE FOR EACH PIECE, SATISFIES CUSTOMERS OF ALL AGES AND TASTES. BAIT YOUR SHOPPERS WITH Ahead’s GREAT STYLING, MODERN FABRICS, AND ON TREND COLORS TO KEEP THOSE DOLLARS FROM SWIMMING AWAY. Ahead HAS BEEN SUCCESSFULLY FISHING IN THESE WATERS FOR OVER 20 YEARS... join us! Felt Appliqué Chain Stitch Direct Embroidery Printed Rubber Appliqué Bounce Stitch Printed Vintage Label Twill Patch Vintage Label w/Embroidery What drives Us to be Ahead? New Bedford Heritage: It’s in the Water & Soil! Farmers will tell you that the best tasting crops owe it to the water and soil. They discount, or perhaps don’t even realize, the know-how and work ethic that they inherited from those before them. The crew at Ahead is very similar. Hard work comes naturally to our staff as a result of the industries that their New Bedford ancestors pioneered. Today, the city’s thriving arts community helps to drive creativity within Ahead’s walls. In the 1800s, whale oil was After whaling, Textile mills After The Great Depression, used for lamps, candles, & boomed, & skilled workers 2/3s of New Bedford’s mills household items. The tireless from around the world mi- closed. Decades later, artists sailors of New Bedford’s grated to the area. By 1905, began gravitating to the whaling ships landed enough about 80% of the residents impoverished city in search Leviathans to make the city had arrived from Portugal, of inexpensive lofts. -

3D Weaving Process : Development of Near Net Shape Preforms and Verification of Mechanical Properties
Vol. 34, No. 2, 96-100 (2021) DOI: http://dx.doi.org/10.7234/composres.2021.34.2.096 ISSN 2288-2103(Print), ISSN 2288-2111(Online) Paper 3D Weaving Process : Development of Near Net Shape Preforms and Verification of Mechanical Properties Vinzenz Klapper*,**,***, Kwang-Hoon Jo*, Joon-Hyung Byun*, Jung-Il Song**, Chee-Ryong Joe**† ABSTRACT: The lightweight industry continuously demands reliable near-net-shape fabrication where the preform just out-of-machine is close to the final shape. In this study, different half-finished preforms are made π-beams. Then the preforms are unfolded to make a 3D shape with integrated structure of fibers, providing easier handling in the further processing of composites. Several 3D textile preforms are made using weaving technique and are examined after resin infusion for mechanical properties such as inter-laminar shear strength, compressive strength and tensile strength. Considering that the time and labor are important parameters in modern production, 3D weaving technique reduces the manufacturing steps and therefore the costs, such as hand-lay up of textile layers, cutting, and converting into preform shape. Hence this 3D weaving technique offers many possibilities for new applications with efficient composite production. Key Words: 3D weaving, weave pattern, π-beam, T-joint 1. INTRODUCTION connection in position and length by the warp yarn is offering many possibilities to create 3D textile preforms. With 3D To reduce the product weight and material cost, the light- weaving techniques, many integrated structural solutions such weight industry is continuously demanding a preform that is as different beam types and stiffeners can be produced [4]. -
An Empirical Assessment of the Relationship Of
An International Multidisciplinary Journal, Ethiopia Vol. 7 (2), Serial No. 29, April, 2013:350-370 ISSN 1994-9057 (Print) ISSN 2070--0083 (Online) DOI: http://dx.doi.org/10.4314/afrrev.7i2.22 Adire in South-western Nigeria: Geography of the Centres Areo, Margaret Olugbemisola- Department of Fine and Applied Arts, Ladoke Akintola University of Technology, P. M. B 4000, Ogbomoso, Nigeria E-mail; [email protected] & Kalilu, Razaq Olatunde Rom - Department of Fine and Applied Arts, Ladoke Akintola University of Technology, P. M. B 4000, Ogbomoso, Nigeria E-mail; [email protected] Abstract Adire, the patterned dyed cloth is extant and is practiced in almost all Yoruba towns in Southwestern Nigeria. The art tradition is however preponderant in a few Yoruba towns to the extent that the names of these towns are traditionally inseparable with the Adire art tradition. With Western education, introduction of foreign religions, influence from other cultures, technique and technology, there is a shift in the producers of Adire, the training pattern, and even an evolution in the production centre. While Western education resulted in a shift from the hitherto traditional Copyright© IAARR 2013: www.afrrevjo.net 350 Indexed African Journals Online: www.ajol.info Vol. 7 (2) Serial No. 29, April, 2013 Pp.350-370 apprenticeship method to the study of the art in schools, unemployment gave birth to the introduction of training drives by government and non governmental parastatals. This study, a field research, is an appraisal of the factors that contributed to the vibrancy of the traditionally renowned centres, and how the newly evolved centres have in contemporary times contributed to the sustainability of the Adire art tradition. -
USA Net Price List (Prices Not Applicable for Markets Outside USA) Carnegiefabrics.Com 800.727.6770
USA Net Price List (Prices not applicable for markets outside USA) carnegiefabrics.com 800.727.6770 USA Net Price List Effective January 6, 2021 TABLE OF CONTENTS GENERAL INFORMATION ................................................................................ 3 FABRIC FINISHES ............................................................................................. 8 PRICE LIST, ALPHABETICAL ........................................................................... 13 A | B | C | D | E | F | G | H | I | J | K | L | M N | O | P | Q | R | S | T | U | V | W | Z PRICE LIST, NUMERICAL ................................................................................ 46 2000 | 4000 | 5000 | 6000 | 7000 | 8000 | 30000 | 100000 Net Pricelist January 2021 2 carnegiefabrics.com 800.727.6770 General Information PRICES Prices shown are the net wholesale costs per linear yard F.O.B Rockville Centre, N.Y. Prices are not applicable for markets outside USA. Please see carnegiefabrics.com for listings of our International Distribution Partners. These prices are subject to change without notice. We therefore suggest that before concluding a transaction you confirm prices with our Rockville Centre office or your local sales representative. SALES SERVICES To place orders, request samples or for other general information, please contact Carnegie Sales Services, Monday through Thursday, 8:30am - 5:30pm. Friday, 8:30am - 5:00pm, Eastern time. Carnegie 110 North Centre Avenue Rockville Centre, New York 11570 Tel. (800)727-6770 Tel. (516)678-6770 Fax (516)307-3765 [email protected] TERMS OF SALE Terms are net 30 days for customers with open accounts. You may apply for an open account by sending us the names, addresses, and fax numbers of four trade credit references and your bank with your account number. INSPECTION All orders are carefully inspected before shipment for pattern, color, quality and yardage. -

Identifying Handmade and Machine Lace Identification
Identifying Handmade and Machine Lace DATS in partnership with the V&A DATS DRESS AND TEXTILE SPECIALISTS 1 Identifying Handmade and Machine Lace Text copyright © Jeremy Farrell, 2007 Image copyrights as specified in each section. This information pack has been produced to accompany a one-day workshop of the same name held at The Museum of Costume and Textiles, Nottingham on 21st February 2008. The workshop is one of three produced in collaboration between DATS and the V&A, funded by the Renaissance Subject Specialist Network Implementation Grant Programme, administered by the MLA. The purpose of the workshops is to enable participants to improve the documentation and interpretation of collections and make them accessible to the widest audiences. Participants will have the chance to study objects at first hand to help increase their confidence in identifying textile materials and techniques. This information pack is intended as a means of sharing the knowledge communicated in the workshops with colleagues and the public. Other workshops / information packs in the series: Identifying Textile Types and Weaves 1750 -1950 Identifying Printed Textiles in Dress 1740-1890 Front cover image: Detail of a triangular shawl of white cotton Pusher lace made by William Vickers of Nottingham, 1870. The Pusher machine cannot put in the outline which has to be put in by hand or by embroidering machine. The outline here was put in by hand by a woman in Youlgreave, Derbyshire. (NCM 1912-13 © Nottingham City Museums) 2 Identifying Handmade and Machine Lace Contents Page 1. List of illustrations 1 2. Introduction 3 3. The main types of hand and machine lace 5 4. -

The Chemistry of Inkjet Inks for Digital Textile Printing - Review
BEST: International Journal of Management, Information Technology and Engineering (BEST: IJMITE) ISSN (P): 2348-0513, ISSN (E): 2454-471X, Vol. 4, Issue 5, May 2016, 61-78 © BEST Journals THE CHEMISTRY OF INKJET INKS FOR DIGITAL TEXTILE PRINTING - REVIEW BENJAMIN TAWIAH 1, EBENEZER K. HOWARD 2 & BENJAMIN K. ASINYO 3 1 Key Laboratory of Eco-Textiles, Jiangnan University, Ministry of Education, Wuxi, Jiangsu, China 1, 2, 3 Department of Industrial Art (Textiles), Kwame Nkrumah University of Science and Technology, PMB - Kumasi, Ghana ABSTRACT Inkjet inks are the most important component in inkjet printing. The formulation and chemistry of inks determine the printing quality as well as jetting characteristics. Digital printing technology has transformed textiles printing with significant success in terms of print speed, print head technology and color gamut. Nonetheless, ink penetration and its related quality problems are still receiving a high level of attention by researchers around the globe to develop superior inks that can surpass the quality of prints obtained by the conventional methods of printing. This review seeks to take a perfunctory look at the various ink chemistries being developed to address the color related problems in digital textiles inkjet printing and the various pretreatment technologies available for ensuring excellent K/S and color fastness as well as jetting behavior of Newtonian inkjet inks in DOD drop formation. In addition, various issues relating to quality of digital inkjet printer fabrics and ink development have been highlighted. Significant strides have been made in the quest for environmentally friendly universal inks that can print all textiles substrate. KEYWORDS: Inkjet Ink, Dye, Pigment, Digital Printing, Textile INTRODUCTION Inkjet printing has become the new frontier in textile printing, offering advantages in process efficiency, ease of use, cost effectiveness and environmental impact (Pekarovicova 2016a, Magdassi 2010). -

7. Industrial and Modern Resource
Chapter 7: Industrial Period Resource Assessment Chapter 7 The Industrial and Modern Period Resource Assessment by Robina McNeil and Richard Newman With contributions by Mark Brennand, Eleanor Casella, Bernard Champness, CBA North West Industrial Archaeology Panel, David Cranstone, Peter Davey, Chris Dunn, Andrew Fielding, David George, Elizabeth Huckerby, Christine Longworth, Ian Miller, Mike Morris, Michael Nevell, Caron Newman, North West Medieval Pottery Research Group, Sue Stallibrass, Ruth Hurst Vose, Kevin Wilde, Ian Whyte and Sarah Woodcock. Introduction Implicit in any archaeological study of this period is the need to balance the archaeological investigation The cultural developments of the 16th and 17th centu- of material culture with many other disciplines that ries laid the foundations for the radical changes to bear on our understanding of the recent past. The society and the environment that commenced in the wealth of archive and documentary sources available 18th century. The world’s first Industrial Revolution for constructing historical narratives in the Post- produced unprecedented social and environmental Medieval period offer rich opportunities for cross- change and North West England was at the epicentre disciplinary working. At the same time historical ar- of the resultant transformation. Foremost amongst chaeology is increasingly in the foreground of new these changes was a radical development of the com- theoretical approaches (Nevell 2006) that bring to- munications infrastructure, including wholly new gether economic and sociological analysis, anthropol- forms of transportation (Fig 7.1), the growth of exist- ogy and geography. ing manufacturing and trading towns and the crea- tion of new ones. The period saw the emergence of Environment Liverpool as an international port and trading me- tropolis, while Manchester grew as a powerhouse for The 18th to 20th centuries witnessed widespread innovation in production, manufacture and transpor- changes within the landscape of the North West, and tation. -
How Phasic™ Technology Works
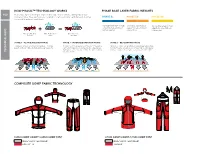
PMS 301 PMS Process Blue PMS 110 PMS 107 PMS 301 PMS Process Blue HOW PHASIC™ TECHNOLOGY WORKS PHASE BASE LAYER FABRIC WEIGHTS 180 Phasic™ base layer technology is engineered for superior performance during stop-and-go interval activities. Phase garments are designed to retain less moisture and dry faster, keeping PHASE SL PHASE SV PHASE AR the user drier and more comfortable. PMS 301 Superlight base layer for high SeverePMS 152 base layer for high All-roundPMS 110 base layer for high PMS Process Blue output interval activities in outputPMS 136 interval activities in outputPMS 107 interval activities in warmer weather. cold weather. cold weather. Moisture Wicking 100% Hydrophobic Bi-component Phi Yarns Yarns Structure STAGE 1 - ACTIVE/WICKING PHASE STAGE 2 - INTENSE/DISPERSION PHASE STAGE 3 - REST/DRYING PHASE Entering an active phase, Phi yarns rapidly pull moisture Phi yarns work to disperse moisture across the entire Hydrophobic yarns, along with the broadly dispersed moisture away from the skin while the hydrophobic yarns stay dry. garment, helping to regulate body temperature. PMS 110 from the Phi yarns, combine to allow Phasic™ fabric to dry quickly Hydrophobic yarns stay dry and limit the fabric’s ability PMS 107 during a rest phase, keepingPMS theCool user Gray warm 8 and comfortable.PMS 152 TECHNICAL INFO to hold moisture. PMS Cool Gray 3 PMS 136 PMS 152 PMS 136 PMS Cool Gray 8 PMS Cool Gray 3 COMPOSITE GORE® FABRIC TECHNOLOGY PMS Cool Gray 8 PMS Cool Gray 3 ALPHA COMP HOODY / ALPHA COMP PANT LITHIC COMP HOODY / LITHIC COMP PANT GORE® FABRIC TECHNOLOGY GORE® FABRIC TECHNOLOGY FORTIUS™ 1.0 TRUSARO™ MAPP-MERINO ADVANCED INSULATED STORMHOOD™ ROLLTOP™ CLOSURE TECHNOLOGIES AND PERFORMANCE PROGRAM Insulated hood designed for full weather protection. -

The Diversity of Local Wisdom, Art and Cultural in Yangon, Republic of the Union of Myanmar
PSYCHOLOGY AND EDUCATION (2021) 58(3): 4129-4132 ISSN: 00333077 The Diversity of Local Wisdom, Art and Cultural in Yangon, Republic of the Union of Myanmar Arunee Charoensup1, Nungrutai Jangsuwan2, Knin Saw New3, Daw Bay Dar4 1,2 Thepsatri Rajabhat University, Lopburi Province, Thailand 3,4 University of Yangon, Yangon City, Republic of the Union of Myanmar 1 [email protected] ABSTRACT The Republic of the Union of Myanmar has the largest territory in South East Asia, border with China, India and Thailand which results the diversity in local wisdom, art and cultural and also ethnic groups. This study aims to gather the knowledge and develop multimedia of local wisdom, art and cultural in Yangon. For data collection, both primary data (survey and interview) and secondary data are applied in this research. This study is the research collaboration between Thepsatri Rajabhat University and University of Yangon. The series of multimedia in ''The Diversity of Local Wisdom, Art and Cultural in Yangon, Republic of the Union of Myanmar'' are developed in 7 categories as 1) Myanmar..the land of rice field and river, 2) The local wisdom in performing art, 3) Yangon, 4) The local wisdom in art and craft, 5) The local wisdom in art and cultural, 6) The biodiversity and tourist attraction in Yangon, 7) The local wisdom in Myanmar cuisine. The evaluation of production quality by 5 experts reveals that the multimedia is attractive with useful and understandable content/sound, also appropriate to utilize as a learning resource Keywords Local wisdom, Art and Culture, Yangon, Myanmar Article Received: 10 August 2020, Revised: 25 October 2020, Accepted: 18 November 2020 Introduction 2. -

French Travellers to Scotland, 1780-1830
French Travellers to Scotland, 1780-1830: An Analysis of Some Travel Journals. Elizabeth Anne McFarlane Submitted according to regulations of University of Stirling January 2015 Abstract. This study examines the value of travellers’ written records of their trips with specific reference to the journals of five French travellers who visited Scotland between 1780 and 1830. The thesis argues that they contain material which demonstrates the merit of journals as historical documents. The themes chosen for scrutiny, life in the rural areas, agriculture, industry, transport and towns, are examined and assessed across the journals and against the social, economic and literary scene in France and Scotland. Through the evidence presented in the journals, the thesis explores aspects of the tourist experience of the Enlightenment and post - Enlightenment periods. The viewpoint of knowledgeable French Anglophiles and their receptiveness to Scottish influences, grants a perspective of the position of France in the economic, social and power structure of Europe and the New World vis-à-vis Scotland. The thesis adopts a narrow, focussed analysis of the journals which is compared and contrasted to a broad brush approach adopted in other studies. ii Dedication. For Angus, Mhairi and Brent, who are all scientists. iii Acknowledgements. I would like to thank my husband, Angus, and my daughter, Mhairi, for all the support over the many years it has taken to complete this thesis. I would like to mention in particular the help Angus gave me in the layout of the maps and the table. I would like to express my appreciation for the patience and perseverance of my supervisors and second supervisors over the years. -
![[Protec 1000 G Is a Decorative, Stipple, Gloss Epoxy Coating for Cast-In-Place Concrete Floors & Walls]](https://docslib.b-cdn.net/cover/9277/protec-1000-g-is-a-decorative-stipple-gloss-epoxy-coating-for-cast-in-place-concrete-floors-walls-1239277.webp)
[Protec 1000 G Is a Decorative, Stipple, Gloss Epoxy Coating for Cast-In-Place Concrete Floors & Walls]
Protective Industrial Polymers - USA 09 96 13 Manufacturer’s Specification ANTIMICROBIAL GLASS CLOTH-REINFORCED SYSTEM August 13, 2015 This specification covers BrewSpec GlassMat Antimicrobial Glass Cloth-Reinforced System, a high-performance antimicrobial system consisting of an antimicrobial vertical-substrate concrete pretreatment, an antimicrobial block-filler, and antimicrobial flexible hybrid basecoat reinforced with glass cloth mat. A 2nd application of the flexible hybrid basecoat is applied, followed by an application of an antimicrobial glass and fiber-reinforced epoxy build coat. This base is top coated with a high-performance antimicrobial urethane. This smooth, clothe reinforced wall system is easy to wash and is suited for use in areas where superior chemical resistance, durability and UV-stability are crucial. 1.00 GENERAL 1.01 SECTION INCLUDES A. Preparation of concrete or block substrate B. Apply antimicrobial concrete/block pretreatment C. Apply antimicrobial concrete/block filler D. Apply antimicrobial hybrid basecoat E. Apply glass cloth mat F. Apply antimicrobial hybrid basecoat G. Apply antimicrobial glass and fiber-reinforced epoxy coating H. Apply antimicrobial urethane topcoat Specifier Notes: Edit the following list as required by the project. List other sections with work directly related to the floor coating. 1.02 RELATED SECTIONS A. Section 03 30 00 – Cast-In-Place Concrete: [existing or] new slab. B. Section 03 35 00 – Concrete Finishing: specific chemicals on slab. C. Section 03 39 00 - Concrete Curing D. Section 03 01 00 – Concrete Rehabilitation 1.04 REFERENCES STANDARDS A. For reference standards tests & results refer to Manufactures Product Data Sheets 1.05 ADMINISTRATIVE REQUIRMENTS A. Pre installation meeting call if needed. -

Wide Format Inkjets
APRIL 2004 Nicholas Hellmuth Updated January 2008 Direct Digital Printing on Fabrics with Wide Format Inkjets Contents Introduction 1 Ancient History: Electrostatic Printing 4 Inks for Textiles 4 Sources of inks 6 Inkjet Printers for direct printing on textiles 7 ColorSpan 7 Compedo 8 Hewlett-Packard DesignJet 9 Piezo-Electric Printhead Systems for Printing on Textiles 10 Mutoh 13 UJET MC2 from Yuhan-Kimberly 13 Italian retrofitting of Roland printers for textiles 17 Industrial Inkjet Textile Printers 17 This report has not been licensed to DuPont 17 any printer manufacturer, distributor, dealer, sales rep, RIP company, media, Steaming and Setting or ink company to distribute. So, if you the Colors When Printing Directly 19 obtained this from any company, you have a pirated copy. Washer and Dryer for finishing your inkjet textiles 20 Also, since this report is frequently Dye Sublimation and Heat Transfer 20 updated, if you got your version from Textiles and Fabric to Print On 21 somewhere else, it may be an obsolete edition. FLAAR reports are being updated Translucent Dacron 21 all year long, and our comment on that Colorfastness 22 product may have been revised positively or negatively as we learned more about UV-curable Inkjet Printers for Textiles 22 the product from end users. Further Information 22 To obtain a legitimate copy, which you Conferences on inkjet textiles 22 know is the complete report with nothing erased or changed, and hence a report Upcoming Evaluations 23 with all the original description of pros Glossary of Terms 23 and cons, please obtain your original and full report straight from Bibliography 24 www.FLAAR.org.