Juice Processing Effects on Small Scale Not from Concentrate Rabbiteye Blueberry Juice Production: the Evaluation of Juice Recov
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

& Fruit Preserves
B2909 University of Wisconsin-Extension Cooperative Extension Wisconsin Safe Food Preservation Series Making Jams, Jellies & Fruit Preserves Barbara H. Ingham Contents Jellies and jams 1 Jams 16 Start with the right ingredients 2 Cooking methods for jam 17 Preserves, conserves Jam recipes 20 and marmalades 3 Jellies 24 Fruit butters and syrups 3 Preparing fruit 24 Getting started 3 Extracting juice 24 Fruit 3 Jelly without added pectin 25 Pectin and other gelling agents 5 Jelly with added pectin 27 Acid 6 Processing jelly 27 Sugar 6 Caution! Adjust processing Equipment and containers 9 for elevation 28 For preparing fruit 9 Cooking methods for jelly 28 For measuring 9 Jelly recipes 31 For cooking 9 Freezer or refrigerator jams For filling jars or and jellies 37 freezer containers 10 Cooking methods For processing 10 for freezer jam and jelly 37 Equipment you will need 10 Freezer or refrigerator jam & jelly recipes 39 Making and storing jams Low- and no-sugar jams and jellies 41 and jellies 11 Low- and no-sugar jam Preparing canning jars and lids 11 & jelly recipes 43 For fresh flavor 11 Preserves, conserves, marmalades, For softer or firmer products 11 fruit butters and syrups 51 Steps at a glance 12 Preserves recipes 52 Processing in a boiling Conserves recipes 54 water canner 12 Marmalade recipes 57 Caution! Adjust processing Fruit butter recipes 59 time for elevation 13 Fruit syrup recipe 61 Elevation map 13 Remedies for jellied Storing jams and jellies 14 product problems 62 Remaking cooked jellied products 14 Index 64 Recook with powdered pectin 15 Resources back cover Recook with liquid pectin 15 Recook without added pectin 15 University of Wisconsin-Extension Cooperative Extension ipe, juicy berries, Jellies and jams fresh peaches, R Jellies are made by cooking fruit apples, pears and juice with sugar. -
Catalog 2020.Pdf
Copyright © 2020 - Happy Valley Ranch, Inc. 2020 Catalog Safe, Pure, Delicious Apple Cider From Your Own Yard Thank you for giving us the opportunity to present to you our famous Happy Valley Ranch Cider and Wine Presses. We have been building these presses for over 40 years and they have withstood the test of time. Don’t settle for a cheap knock-off that will be here today and gone tomorrow. Cider making is fun for the entire family. Sparkling, clear fresh pressed apple cider is delicious and very good for you. Some credit it with great therapeutic value but the taste alone convinces our family. When you compare the cost to store bought juices a great deal of money can be saved and you don’t have to worry about what chemicals and preservatives that might have been used. Cider making in America dates back as far as the Pilgrims in the 1600’s and our equipment is designed after the OLD FASHIONED presses used in that period. It is still the most efficient and easiest to operate press on the market today. Even a child can easily turn the Grinder Wheel. Your family and friends will enjoy getting together for an afternoon of old time cider making. This fruit harvest season get in on the fun and excitement of tasting fresh made apple cider. Please take our catalog and go through it page by page. You’ll see that our presses are built solid with heavy cast Iron and steel parts. The Acme threaded screw is 50% larger around than any other model and the heavy CAST IRON upper cross-arm with the treads turned into it is essential for strength and will last for years. -

Jams, Jellies & Marmalade
JAMS, JELLIES AND MARMALADE Introduction Collectively known as 'preserves', these products are finding an increased market in many countries, particularly in more affluent urban areas. However, it is important to note that before starting production of preserves, the size and requirements of the market must be carefully established. A surplus of fruit is not sufficient reason for starting project. The preservation principles of jam, jelly and marmalade production are quite complex, but in essence involve the correct combination of acidity, sugar level and pectin content. All three must be correct to obtain a satisfactory product. One important feature of preserves is the high acidity which prevents the growth of food poisoning bacteria and also helps maintain the colour and flavour for most fruits. However, some moulds and yeasts are able to grow at the high acidity and these can spoil the food. They are prevented by ensuring that the sugar content of the preserve is at least 68%. If for any reason the sugar content is lower (eg condensation of water on the surface of the jam during cooling) moulds will quickly spoil Figure 1: Testing whether the Jam has been the product. boiled enough. A food processing training course in Bangladesh. ©Sue Azam Ali/Practical Action Types of products Jams These are solid gels made from fruit pulp or juice, sugar and added pectin. They can be made from single fruits or a combination of fruits. The fruit content should be at least 40%. In mixed fruit jams the first-named fruit should be at least 50% of the total fruit added (based on UK legislation). -

MAKING JAM Making Pineapple Jam Tho18i
OCCUPATIONAL SKILLS DEVELOPMENT SHORT COURSE For Papua New Guinea Non-Formal Sector MAKING JAM Making Pineapple Jam THO18i RATIONALE This short course was developed for the trainer in response to the demand from various communities in Jam making. An abundance of locally grown pineapples has let to low market value, and increase spoilage of fresh pineapples, this short course was developed to enable participants to make pineapple jam at home or in their communities for their own consumption, or for sale at local markets. p o box 1097, waigani national capital district papua new guinea. tel: (675) 323 2633 The development of this short course was sponsored by the ADB-PNG fax: (675) 323 0944 EMPLOYMENT ORIENTED SKILLS DEVELOPMENT PROJECT (EOSDP) and produced by curriculum officers at the SKILLS TRAINING RESOURCES UNIT (STRU) NOT FOR SALE Making pineapple jam TABLE OF CONTENT CONTENTS PAGES Course Outline 2 Competency Profile 3 • Making pineapple jam Curriculum Guide 4 Overview of learning outcomes 5 Training and Assessment Guide 5 - 7 • Appendix 1: • Appendix 2: • Appendix 3: • Appendix 4: • Appendix 5: • Appendix 6: • Appendix 7: Instructional Notes 7 - 9 • Appendix 8: Attachments 9 - 10 • Ingredients and equipment • Jam making hits • Sterilisation • Testing jam Important things to consider 10 Safety precaution 10 Kitchen hygiene 11 Glossary 11 Acknowledgement 12 EMPLOYMENT ORIENTED SKILLS DEVELOPMENT PROJECT - S KILLS TRAINING RESOURCE UNIT 1 Making pineapple jam COURSE OUTLINE : Making pineapple jam Program: TOURISM AND HOSPITALITY Course: MAKING JAM Module code: TH018i Module name: Making Pineapple Jam Module1: Making Pineapple Jam Module 2: Making Mango Jam Module 3: Making Pawpaw Jam Module 4: Making Guava-Pawpaw Jam Module 5: Making Banana Jam 2 EMPLOYMENT ORIENTED SKILLS DEVELOPMENT PROJECT - S KILLS TRAINING RESOURCE UNIT Making pineapple jam COMPETENCY PROFILE : Making pineapple jam Duty Task A. -

Jellies Jams and Preserves Ût Fieme
fc ^. V/.Z'f^^ C.f Jellies Jams and Preserves ût fieme. tIBR REGElVSe ÄUG26 196I Home and Garden Bulletin No. 56 UNITED STATES DEPARTMENT OF AGRICULTURE Contents Page Four essential ingredients 1 Fruit 1 Pectin » 2 Acid 2 Sugar • 2 Equipment and containers: Equipment 2 Containers 3 Making and storing jellied fruit products 3 Jellies 5 To prepare fruit 5 To extract juice 5 To make jelly 5 To test for dqneness 6 Jams, conserves, marmalades 16 With added pectin 16 Without added pectin. 16 Preserves • • • • • 27 Questions and answers • • 27 Index 29 Prepared by HUMAN NUTRITION RESEARCH DIVISION AGRICULTURAL RESEARCH SERVICE UNITED STATES DEPARTMENT OF AGRICULTURE This publication supersedes Farmers* Bulletin 1800, Homemade Jellies, Jams,and Preserves. This isa OíMM^>'>M^<^ Washinston, D.C. July 1957 Slishtly revised April 1965 For sale by the Superintendent of Documents, U.S. Government Printing Office Washington, D.C., 20402 - Price 15 cents Ho^lo- Moie Jellies, Jams, and '^\ß^if ^^^ Preserves ût UOWd I '■''«ç^ Jelly, jam, conserve, marmalade, preserves—any of these fruit products can add zest to meals. Most of them also provide a good way to use fruit not at its best for canning or freezing—the largest or smallest fruits and berries and those that are imperfect or are irregularly shaped. Basically these products are much ahke; all of them are fruit preserved by means of sugar, and usually all are jellied to some extent. Their individual characteristics depend on the kind of fruit used and the way it is prepared, the proportions of different ingredients in the mixture, and the method of cooking. -

Apple Cider Jelly Excellent Cider Jelly Is Easily Made by Cooking Tart Apples in Hard Or Sweet Cider for 10 Minutes, Then Straining the Pulp Through Cheesecloth
Cider MAKING, USING & ENJOYING SWEET & HARD CIDER Third Edition ANNIE PROULX & LEW NICHOLS DEDICATED TO CIDER APPLES AND AMATEUR CIDERMAKERS EVERYWHERE The mission of Storey Publishing is to serve our customers by publishing practical information that encourages personal independence in harmony with the environment. Edited by Mary Grace Butler and Pamela Lappies Cover design by Karen Schober, Unleashed Books Cover illustration by Cyclone Design Text design by Cindy McFarland Text production by Eugenie Seide nberg Delaney Line drawings on pages 5, 6, 17, 140, 141 (top dr awing) by Beverly Duncan, and by Judy Elaison on page 141 (bottom) Indexed by Susan Olason, Indexes and Knowledge Maps Professional assistance by John Vittori, Furnace Brook W inery Third Edition © 2003 by Storey Publishing, LLC Originally published in 1980 by Garden Way Publ ishing. All rights reserved. No part of this book may be reproduced without written permission from the publisher, except by a reviewer who may quote brief passages or reproduce illustrations in a review with appropriate credits; nor may any part of this book be reproduced, stored in a retrieval system, or transmitted in any form or by any means — electronic, mechanical, photocopying, recording, or other — without written permission from the publisher. The information in this book is true and complete to the best of our knowledge. All recommendations are made without guarantee on the part of the author or Storey Publishing. The author and publisher disclaim any liability in connection with the use of this information. For additional information please contact Storey Publishing, 210 MASS MoCAWay, North Adams, MA 01247. -

Operation Manual Hydropress
Operation Manual Hydropress 51740, 51741 Illustration similar, may vary depending on model Read and follow the operating instructions and safety information before using for the first time. Technical changes reserved! Due to further developments, illustrations, functioning steps and technical data can differ insignific- antly. Updating the documentation If you have suggestions for improvement or have found any irregularities, please contact us. The information contained in this document may alter at any time without previous notice. It is prohib- ited to copy or spread any parts of this document in any way without prior written allowance. All rights reserved. The WilTec Wildanger Technik GmbH cannot be held accountable for any possible mistakes in this operating manual, nor in the diagrams and figures shown. Even though, the WilTec Wildanger Technik GmbH has undergone biggest possible efforts to ensure that the operating manual is complete, faultless and up to date, mistakes cannot be entirely avoided. If you should find a mistake or wish to make a suggestion for improvement, we look forward to hearing from you. Send an e-mail to: [email protected] or use our contact form: https://www.wiltec.de/contacts/ The most recent version of this manual in various languages can be found in our online shop via: https://www.wiltec.de/docsearch Our postal address is: WilTec Wildanger Technik GmbH Königsbenden 12 52249 Eschweiler Germany Do you wish to pick goods up? Our pick-up address is: WilTec Wildanger Technik GmbH Königsbenden 28 52249 Eschweiler Germany To shorten the waiting time and allow for a rapid on-site transaction, we ask you to call us previously or placing your order via the webshop. -

Fruit Juice Production
Teaching Materials for Qualification of Specialists in Traditional Orchards MODULE: PROCESSING AND MARKETING © OIKOS/Möslinger This project has been funded with support from the European Commission. This publication reflects the views only of the author, and the Commission cannot be held responsible for any use which may be made of the information contained therein. Processing & Marketing Production of fruit juice U 1 Teaching unit 1: Apple juice variant Learning aims He/she knows • methods of juice production He/she is able • to provide basic information on the composition of the juice Methods Begin creatively through blind tasting © Blomstergaarden A discussion to evaluate Content Coordinator • Different types of juices • Concentrate • Pure direct Juice (not-from-concentrate) • Unfiltered direct juice (not-from-concentrate) Organisation 10 days before Preparing the towels 2 days before Preparing different types of juices (juice variants) 1 day before Providing glasses or bowls 1 Processing & Marketing Production of fruit juice U 1 Praxis Duration 30 Minutes Preparation Filling glasses with samples of different apple juices for the blind tasting, and laying out towels for use as blindfolds. Location First the tasting will be demonstrated by teaching staff. Seminar room Season Feasible during the whole year Tasks Students are divided into pairs. Each pair carries out the blind tasting together. One student covers the eyes of his/her partner and helps him/her to taste the different juice samples. The results of the tasting and the different types of juices are discussed. The students talk about their experiences and knowledge of juice production. Remarks It is important to make a good distribution of the pairs throughout the room to help concentration. -

Instruction Manual of Manual Fruit Press for Pomegranate & Other
www.colorato.net INSTRUCTION MANUAL OF MANUAL FRUIT PRESS FOR POMEGRANATE & OTHER CITRUS FRUITS MODELS: CLFP-500M & CLFP-610L Read carefully these instructions before using the appliance and keep them for future reference SAFETY WARNINGS The manual fruit press is designed both for household and professional use. The product should be use for extracting juice from fruits and citrus fruits (orange, tangerine, lemon, lime and grapefruit) as well as pomegranate. It shouldn’t be used for any other purpose. All the detachable parts should be hand washed properly. The non-detachable parts should be wiped very well with a wet cloth, before being used for the first time. Make sure that the detachable parts are placed correctly, before using the appliance. Place the appliance at a stable surface in order to be used. Do not let children use the manual fruit press, without being supervised. INSTRUCTIONS Wash all the fruits and cut them in two EQUAL parts. Rotate the handle of the press upwards, until it stops rotating. Place the fruits to the strainer with the peel facing upwards. Place a short glass under the strainer. Place the fruits on the strainer with the peel facing upwards. Place a short glass underneath the strainer. Rotate the handle of the press downwards in order to extract the juice. When the juicing is finished, take the glass away and place under the strainer the movable bowl for collecting the drops. Hand wash all the detachable parts (strainer, funnel) and wipe the non- detachable parts with a wet cloth, after each use. Don’t abrasive, bleach cleaners. -

Cider Produc�On- Choosing Apples Basic Criteria -Sugar -Acid -Ph -Aroma and Flavor Profile -Nitrogen (YAN)
NC Craft Beverage Regional Exchange Group June 25th, 2015 Apple Selec2on/Criteria and Composi2on The first step in cider produc2on- Choosing Apples Basic Criteria -Sugar -Acid -pH -Aroma and Flavor Profile -Nitrogen (YAN) What varieAes are available? Growing apples, working with an apple grower, purchasing apples (or juice) from wherever you can find it? No surprise, But the availability of “cider” apples may not Be extremely high in all areas. You don’t need to make cider from 100% “cider” apples. How do we define a “cider” apple? Apple Selec2on/Criteria and Composi2on What makes a “cider” apple? I have not heard anyone provide an accurate answer; it depends on where you are and what type/style of cider are you trying to produce (more later today). Sugar Content: We assume that 50% of the sugar (sucrose/glucose/fructose) is converted into ethanol, 50% is converted into CO2 (theoreAcally 51%). Some yeast strains will have different ethanol yields (conversion). Exact sugar esAmaon Based on density or refractometry is not always possiBle (some error involved, may see higher or lower apparent conversion rates) Apple Selec2on/Criteria and Composi2on Sugar content may range from 6% to upwards of 20%; values in the range of 8-12% are going to Be common, especially from many commercial table/eang apples. 27 CFR 4.21(e) The Federal Government collects a tax on nearly all alcohol that is produced (legally) for sale. The tax rate is dependent on alcohol content, as well as CO2 content and sugar content in some cases (dessert wine). Apple wine or cider Bobled at NOT LESS THAN 7.0% alcohol is considered “wine” (up to 24%) and labeling is handled By the TTB. -
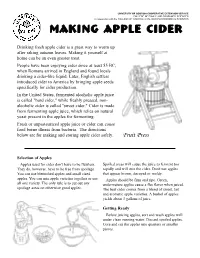
Making Apple Cider
UNIVERSITY OF GEORGIA COOPERATIVE EXTENSION SERVICE COLLEGE OF FAMILY AND CONSUMER SCIENCES in cooperation with the COLLEGE OF AGRICULTURAL AND ENVIRONMENTAL SCIENCES MAKING APPLE CIDER Drinking fresh apple cider is a great way to warm up after raking autumn leaves. Making it yourself at home can be an even greater treat. People have been enjoying cider since at least 55 BC, when Romans arrived in England and found locals drinking a cider-like liquid. Later, English settlers introduced cider to America by bringing apple seeds specifically for cider production. In the United States, fermented alcoholic apple juice is called "hard cider," while freshly pressed, non- alcoholic cider is called "sweet cider." Cider is made from fermenting apple juice, which relies on natural yeast present in the apples for fermenting. Fresh or unpasteurized apple juice or cider can cause food borne illness from bacteria. The directions below are for making and storing apple cider safely. Fruit Press _____________________________________________________________________ Selection of Apples Apples used for cider don't have to be flawless. Spoiled areas will cause the juice to ferment too They do, however, have to be free from spoilage. rapidly and will ruin the cider. Don't use apples You can use blemished apples and small sized that appear brown, decayed or moldy. apples. You can mix apple varieties together or use Apples should be firm and ripe. Green, all one variety. The only rule is to cut out any undermature apples cause a flat flavor when juiced. spoilage areas on otherwise good apples. The best cider comes from a blend of sweet, tart and aromatic apple varieties. -

Review of Orange Juice Extractor Machines
Advances in Science, Technology and Engineering Systems Journal Vol. 5, No. 5, 485-492 (2020) ASTESJ www.astesj.com ISSN: 2415-6698 Review of Orange Juice Extractor Machines Ugwu Benedict Nnamdi*,1, Chime Thompson Onyejiuwa2, Chime Rufus Ogbuke3 1Mechanical & Production Engineering Department, Enugu State University of Science and Technology, 400001, Nigeria 2Chemical EngineeringDepartment, Enugu State University of Science and Technology, 400001, Nigeria 3Mechanical Engineering Department, Institute of Management and Technology, 400001, Nigeria A R T I C L E I N F O A B S T R A C T Article history: There is some agricultural equipment for post harvesting of Orange fruit Juice, all the Received: 11 June, 2020 machine is geared towards extraction of the fruit juice. Fruit juice extraction is the act of Accepted: 26 August, 2020 wringing out the juice content of fruits by way of an effective processing and storage which Online: 24 September, 2020 enhance reduction in wastage. Fruit juices which literally have high antioxidants help in increasing serum capacity of the body and at the same time balances the oxidative stress and Keywords: discomfort normally caused by high-fatty and sugar meals. The history of juice extraction dates Juice extractor back to the nineteenth century. The extraction of juice from its fruit has progressed Masticator tremendously from the old tedious method of squeezing to an automated juice extracting Triturating juicer machine across the world, making it an essential tool for citrus farmers. Juice extractor Twin gear machine are classified broadly into four types centrifugal, masticating, Triturating and Extraction efficiency Press juicers which may be operated manually or electrically.