3 in 1 ROD Welding Products
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Numismatic Auctions, L.L.C. P.O
NumismaticNumismatic Auctions, LLC Auctions, Auction Sale 62 - June 10-11, 2018 L.L.C. Auction Sale 62 Numismatic Public & Mail Bid Auction Sale Sunday & Monday, June 10-11, 2018 Best Western Okemos/East Lansing Hotel & Suites The Stadium Room 2009 University Park Drive Okemos, Michigan 48864 A 17.5% Buyer’s Premium is in effect for cash, check or wire payment and will be added to all invoices Please note: No lot viewing onsite the day of the sale. Please call ahead for private lot viewing times. AUCTION SESSIONS Sunday, June 10, 2018 Session I, 10:00 A.M. Lots United States Coinage , Colonials to Dollars 1-730 United States Gold Coinage 731-769 United States Commemoratives 770-856 U.S. Patterns & Error Coinage 857-862 U.S. Proof Sets, Misc., Paper, Tokens & Medals 862-1018 Canadian Coinage 1019-1136 Ancient, Medieval & Islamic Coinage 1137-1219 Monday, June 11, 2018 Session II, 10:00 A.M. World Gold Coinage 1220-1326 World Crowns & Minor Coinage 1327-2356 World Miscellaneous 2357-2397 World Paper, Tokens & Medals 2398-2413 Session III, Immediately following Session II Collector’s Cabinet World Crowns & Minors 3001-3080 Presented by Numismatic Auctions, L.L.C. P.O. Box 22026, Lansing, MI 48909 U.S.A. Tel: 517.394.4443; Fax: 517.394.0579 Website: www.numismaticauctionsllc.com Email: [email protected] Numismatic Auctions, LLC Auction Sale 62 - June 10-11, 2018 Numismatic Auctions, L.L.C. Mailing Address: Tel: 517.394.4443; Fax: 517.394.0579 P.O. Box 22026 Email: [email protected] Lansing, MI 48909 U.S.A. -

Tinplate, and Electrolytic Tinning at the Iscor Works, Vanderbijlpark by D
Tinplate, and electrolytic tinning at the Iscor works, Vanderbijlpark by D. L. B. POLLNOW*, B.Se. (Chem.), M.Se. (Met.), D.Se. (France) SYNOPSIS The paper first describes tinplate as a product, dealing with its structure and its advantages to the packaging industry. It then describes Iscor's electrolytic tinning line, which is one of the largest Halogen units in the world. Details are given of the process and of the equipment used. - SAMEVATTING Die referaat beskryf eers tinplaat as 'n produk en behandel sy struktuur en die voordele wat dit vir die verpakkings- bedryf inhou. Daarna beskryf dit Yskor se elektrolitiese vertinningsaanleg wat een van die grootste Halogeneenhede in die is. Besonderhede word verstrek van die proses en die uitrusting wat gebruik word. Introduction Steel Corporation, accounts for over 70 per cent of world production. This is based on an acid sulphate Tinplate, or tin-coated thin steel strip, is now mostly electrolyte, and features vertical plating passes produced by the electroplating of tin on a steel base in a where both sides of the strip are coated simul- continuous process. The first modern technique of taneously. manufacturing tinplate, by the hot dipping of single The Halogen process, developed by E. I. du Pont sheets of steel in a bath of molten tin, has now been - de Nemours, accounts for about 20 per cent of discontinued in this country and accounts for only a world production. This is based on a tin-sodium- very small percentage of world production. halogens electrolyte, and features horizontal plat- Continuous electrolytic tinning was developed in the ing passes where the two sides of the strip are thirties and forties in an attempt to reduce the amount of coated successively. -

The Cause of Lead Poisoning in the Tinning of Metals
474 THE CAUSE OF LEAD POISONING IN THE TINNING OF METALS. BY G. ELMHIRST DUCKERING, H.M. Inspector of Factories. CONTENTS. PAGE Introduction 474 Process and Trades affected ....... 475 Evidence of Lead Poisoning 476 Preliminary Investigation ........ 479 Accuracy of experiments and results ...... 480 Quantities of deleterious substances inhaled by workers . 481 Experimental .......... 483 Laboratory experiments 484 Workshop experiments 492 Distribution of deleterious substances in the atmosphere of a tinning workshop ........ 498 IN 1901 Miss Anderson (H.M. Principal Lady Inspector of Factories) and Dr Legge (H.M. Medical Inspector of Factories) were instructed by H.M. Chief Inspector of Factories to investigate the conditions of labour in the Tinning of metals and metal articles with a view to the prepara- tion of regulations for the conduct of this industry. Difficulties having arisen in assigning a cause for the plumbism undoubtedly existing among workers, and preparation of regulations appearing impossible without some knowledge of the source of illness, the writer was instructed to assist them experimentally in determining the causes. The results of the enquiry are contained in a report recently issued1. 1 Tinning of Metals. Special report on dangerous or injurious processes in the coating of metal with lead or a mixture of lead and tin. By Miss A. M. Anderson (H.M. Principal Lady Inspector of Factories) and T. M. Legge, M.D. (H.M. Medical Inspector of Factories). Together with a report on an experimental investigation into the conditions of work in tinning workshops by G. Elmhirst Duckering (one of H.M. Inspectors of Factories). Cd3793. Price 1/-. -

GLOSSARY of PLATING TERMS Acid Gold: a Mildly Acidic Process That Is Used When Plating from 7 to 200 Mils of Gold
GLOSSARY OF PLATING TERMS Acid gold: A mildly acidic process that is used when plating from 7 to 200 mils of gold. The deposits are usually 23kt purity, and it is not usually used as the final finish. Antique: A process which involves the application of a dark top coating over bronze or silver. This coating, either plated or painted, is partially removed to expose some of the underlying metal. Anti-tarnish: A protective coating that provides minimal tarnish protection for a low cost. Barrel plating: A type of mass finishing that takes place in a barrel or tub. Barrel plating is usually requested for very small pieces where pricing must be kept low. Black nickel: A bright or matte, dark plating process that is used to highlight antique finishes. Or, when used as a final color it will range from dark grey to light black. A bright black nickel will yield the darkest color. Bright finish: A high luster, smooth finish. CASS testing: The Copper-Accelerated Acetic Acid Salt Spray test is the same as the Neutral Salt Spray (NSS) test, except it is accelerated, with typical time cycles being 8 and 24 hours. Cold nickel: A non-brightened nickel bath which replicates the original finish, that is, bright areas remain bright and dull areas remain dull. Color: Describes the final top coating (flash) which could be white, silver, 14kt gold (Hamilton), 18kt gold, or 24kt gold (English gold). See "gold flash" and "cyanide gold." Copper: An excellent undercoat in the plating process. Copper provides good conductivity and forms an excellent protective barrier between the base metal and the plate. -

Pewter and White Metal Alloys
PEWTER & WHITE METAL CASTING ALLOYS... FOR PEWTERWARE, FIGURINES, MODELS & GAMING ACCESSORIES NATHAN TROTTER WHITE METALS CHEMICAL COMPOSITION OF ALLOYS TRADITIONAL CUSTOM CASTING MODEL CASTING ZINC BASED PB-FREE PEWTER PEWTER ALLOY WHITE METAL PEWTER METAL ELEMENT 91.75Sn/8Sb/.25Cu 97Sn/2.5Bi/.5Cu 95Sn/3Sb/2Zn (CUSTOM ALLOY) (BRITANNIA) (LEAD-FREE) (LEAD-FREE) (LEAD-FREE) Tin Balance Balance Balance <0.001 Copper 0.25 0.50 <0.05 3.00 Silver <0.001 <0.001 <0.001 <0.001 Nickel <0.001 <0.001 <0.001 <0.001 Lead <0.01 <0.01 <0.01 <0.001 Antimony 8.00 <0.20 3.00 Custom Bismuth <0.003 2.50 <0.01 <0.001 Iron <0.002 <0.002 <0.005 <0.05 GENERAL DESCRIPTION Zinc <0.001 <0.001 2.00 93.00 min Nathan Trotter & Co., Inc. manufactures & produces White Aluminum <0.001 <0.001 <0.002 3.00 Metal Casting Alloys for use in figurines, models & gaming in addition to Fine Pewter & Jewelry Alloys. NT White Metals Arsenic <0.001 <0.001 <0.05 <0.001 come in the traditional tin/antimony/zinc (lead-free) alloys as custom alloys designed specifically for the product or casting Cadmium <0.001 <0.001 <0.005 <0.001 that is being crafted. Only high purity virgin metals are used in Magnesium <0.001 <0.001 <0.005 0.60 NT Pewter including virgin Grade A (Low-Lead) Tin with 99.9% minimum purity, Antimony with 99.9%, and Zinc with 99.99% purity. NT White Metal Alloys are manufactured to exceed the PHYSICAL PROPERTIES OF PEWTER ALLOYS purity requirements outlined in ASTM B560-00 standard as well as other relevant international standards. -

Steel-Brochure 04-18.Pdf
Q U A L D IT RE Y S TE YSTEM REGIS N M V I R O E N T N A L E S Y E D S T E R E M R E G I S T Q U A “Wrapper Queen” EXCELLENCE I T As featured in the Y CORPORATION “Packaging World®” ® Environmentally Safe VpCI®/MCI® Technologies Magazine. PICKLING OF THE HOT ROLLED COILS AND DISPOSITION OF COILS FROM THE PICKLE LINE As the strip exits the acid tanks, it is rinsed with water to wash off any remaining acid. Frequently, however, traces of chloride or sulfate ions are left on the strip surface, often causing “speck” or pinpoint rust later in the pro- cessing. To reduce the incidences of “speck” rust, the use of Cortec® VpCI-609® Powder in the pickle line rinse water is recommended. After exiting the pickle line rinse tanks, the strip is COLD REDUCTION OF HOT then wound into coils destined for OLLED ICKLED TRIP either the cold finishing mill R P S - (tandem mill), or TANDEM MILL ROLLING shipped as hot rolled After being hot rolled and pickled, the steel strip is still too thick and too “soft” for use. Cold reduction takes place in the tandem mill. and pickled. In either case, a surface and/ or edge treatment of the coil with oil or water based VpCI® products is recommended. These coils may be edge sealed or “cocooned” with a ready-to-use VpCI®-369D or VpCI®-389D (water- based version). For those coils going to further cold finishing operations, two choices are available. -
Continuous Wire and Strip Tinning - Product Guide
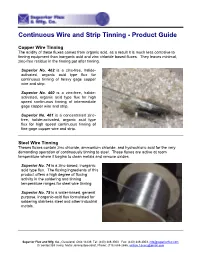
Continuous Wire and Strip Tinning - Product Guide Copper Wire Tinning The acidity of these fluxes comes from organic acid, as a result it is much less corrosive to tinning equipment than inorganic acid and zinc chloride based fluxes. They leaves minimal, zinc-free residue in the tinning pot after tinning. Superior No. 462 is a zinc-free, halide- activated, organic acid type flux for continuous tinning of heavy gage copper wire and strip. Superior No. 460 is a zinc-free, halide- activated, organic acid type flux for high speed continuous tinning of intermediate gage copper wire and strip. Superior No. 461 is a concentrated zinc- free, halide-activated, organic acid type flux for high speed continuous tinning of fine gage copper wire and strip. Steel Wire Tinning Theses fluxes contain zinc chloride, ammonium chloride, and hydrochloric acid for the very demanding operation of continuously tinning to steel. These fluxes are active at room temperature where it begins to clean metals and remove oxides. Superior No. 74 is a zinc-based, inorganic acid type flux. The fluxing ingredients of this product offers a high degree of fluxing activity in the soldering and tinning temperature ranges for steel wire tinning. Superior No. 75 is a water-based, general purpose, inorganic-acid flux formulated for soldering stainless steel and other industrial metals. Superior Flux and Mfg. Co., Cleveland, Ohio 14439, Tel: (440) 349-3000 Fax: (440) 349-3003, [email protected] Or contact Bill Avery, Metal Joining Specialist, Phone: (716) 665-2656, [email protected] Continuous Wire and Strip Tinning - Product Guide Brass Strip Tinning These fluxes can be zinc-free or zinc-based inorganic acid type fluxes. -

Re-Tinning Components for Hi-Rel Assembly
Hi‐rel Soldering Re‐tinning Components for Hi‐Rel Assembly Alan Cable, President, ACE Production Technologies Lead tinning has experienced a surge in popularity recently for a number of reasons, even though the process has been in use for nearly 25 years. The original need arose when the military decided that plated finishes – which are not fused – were not suitable or acceptable for Hi‐rel environments. The problem, at the time, was that plated finishes were found not to be robust enough to withstand oxidation encroachment to the base lead, and could result in a solder joint failure in the field. That process gradually diminished in necessity over the years, but now it has come back for that reason as well as for others. So there are essentially five reasons for re‐tinning: Convert Sn/Pb components to RoHS Refurbishing of “Legacy Components” ‐ Removing the oxidized (plated) lead finish and replacing with a fused intermetalic Sn/Pb finish. Gold Embrittlement Mitigation: Removing the gold from the components leads by “solubilizing” in molten Sn/Pb solder. Tin Whisker Mitigation: Replacing the tin plating with fused alloy. Convert RoHS components to Sn/Pb In the first instance, we remove or change the finish on a needed component, when that component is not available, off the shelf, with the correct or specified finish allow. For example, let’s say I'm building a Hi‐rel assembly that's put together using traditional lead‐bearing Sn63 alloy. Unfortunately, one of the components that I need to use in that assembly is only available in a RoHS‐compatible finish, in this case, electroplated tin. -

EFFICIENT PRODUCTION of TINPLATE PACKAGING MATERIAL out of COLD-STRIP Product Portfolio, Technology & References
W7-321E_Tinplate_Neutral 07.12.15 11:16 Seite 1 EFFICIENT PRODUCTION OF TINPLATE PACKAGING MATERIAL OUT OF COLD-STRIP Product Portfolio, Technology & References SMS group METALLURGICAL PLANT and ROLLING MILL TECHNOLOGY Strip Processing Lines W7-321E_Tinplate_Neutral 07.12.15 11:16 Seite 2 SMS group Tinplate Production EFFICIENT PRODUCTION OF TINPLATE PACKAGING MATERIAL OUT OF COLD- STRIP SMS group covers all tinplate production lead to considerable economic, ecologic and processes with innovative technologies for an process advantages. efficient production of packaging material out of cold-strip. All necessary processing lines This brochure gives a comprehensive overview can be supplied completely from one source about all our plants and technologies for tin- including mechanical and process equipment, plate production as well as some information furnace technology, electrics and automation about our references. Furthermore, it especial- as well as production know-how. All facilities ly emphasizes on the operational advantages are equipped with modern technologies which our plants and processes provide. 2 W7-321E_Tinplate_Neutral 07.12.15 11:16 Seite 3 CONTENTS Introduction 2 Tinplate 4 Material Flow 6 Electrolytic Cleaning Lines 8 Batch Annealing Furnaces 10 DCR & Temper Mill 12 Continuous Annealing Lines 14 Furnace Technology 16 Electrolytic Tinning Lines 18 Tinning Technology 20 Soluble Anodes & Preconditioning Cell 22 Thickness Control & Anode Monitoring 24 Reflow Technology 26 Evaporator Technology 28 Anode Caster 30 References 32 -

{TEXTBOOK} Dinky Toys Ebook
DINKY TOYS PDF, EPUB, EBOOK David Cooke | 40 pages | 04 Mar 2008 | Bloomsbury Publishing PLC | 9780747804277 | English | London, United Kingdom Dinky Vintage Diecast Cars, Trucks and Vans for sale | eBay All Auction Buy it now. Sort: Best Match. Best Match. View: Gallery view. List view. Only 3 left. The Dinky Collection 4x models from the s. Dinky Toys Humber Hawk, very good condition. Only 1 left. Results pagination - page 1 1 2 3 4 5 6 7 8 9 Hot this week. Dinky replacement tyres 17mm block tread for army vans DD7. Got one to sell? Shop by category. Vehicle Type see all. Car Transporter. Commercial Vehicle. Tanker Truck. Scale see all. Vehicle Make see all. Colour see all. Year of Manufacture see all. Material see all. Vehicle Year see all. This has influenced the value of vintage Dinky toys from this era. Dinky toys for sale are often valued higher, too, if they come with their original packaging. Skip to main content. Filter 1. Shop by Vehicle Type. See All - Shop by Vehicle Type. Shop by Vehicle Make. See All - Shop by Vehicle Make. All Auction Buy It Now. Sort: Best Match. Best Match. View: Gallery View. List View. Guaranteed 3 day delivery. Dinky SuperToys France No. Dinky Toys No. Benefits charity. Dinky Toys France No. Results Pagination - Page 1 1 2 3 4 5 6 7 8 9 Dinky One stop shop for all things from your favorite brand. Shop now. Hot This Week. Dinky Commer Hook No. Got one to sell? You May Also Like. Other Diecast Vehicles. -

SHEETMETAL FABRICATION TECHNICAL TIPS for SOLDERING Flux
SHEETMETAL FABRICATION TECHNICAL TIPS FOR SOLDERING Flux In metallurgy, a flux (derived from Latin fluxus meaning “flow”), is a chemical cleaning agent, flowing agent, or purifying agent. Fluxes may have more than one function at a time. They are used in both metallurgy and metal joining. In high-temperature metal joining processes (welding, brazing and soldering), the primary purpose of flux is to prevent oxidation of the base and filler materials. Tin-lead solder (e.g.) attaches very well to copper, but poorly to the various oxides of copper, which form quickly at soldering temperatures. The role of a flux in joining processes is typically dual: 1. As cleaning agents, fluxes facilitate soldering by removing oxidation from the metals to be joined by dissolving the oxides on the metal surface, which facilitates wetting by molten solder. The flux also acts as an oxygen barrier by coating the hot surface, preventing further oxidation during the soldering process. 2. Additionally, flux allows solder to flow easily on the working piece rather than forming beads as it would otherwise. In some applications molten flux also serves as a heat transfer medium, facilitating heating of the joint by the soldering tool or molten solder. FLUX TYPES There are two types of fluxes used for soft soldering. These are organic (rosin based) fluxes or inorganic fluxes, usually based on halogenides and/or acids. Common fluxes are: ammonium chloride or rosin for soldering tin; hydrochloric acid and zinc chloride for soldering galvanized iron (and other zinc surfaces); and borax for brazing or braze-welding ferrous metals. -

The Alex Cameron Diecast and Toy Collection Wednesday 9Th May 2018 at 10:00 Viewing: Tuesday 8Th May 10:00-16:00 Morning of Auction from 9:00 Or by Appointment
Hugo Marsh Neil Thomas Plant (Director) Shuttleworth (Director) (Director) The Alex Cameron Diecast and Toy Collection Wednesday 9th May 2018 at 10:00 Viewing: Tuesday 8th May 10:00-16:00 Morning of auction from 9:00 or by appointment Saleroom One 81 Greenham Business Park NEWBURY RG19 6HW Telephone: 01635 580595 Dave Kemp Bob Leggett Fax: 0871 714 6905 Fine Diecast Toys, Trains & Figures Email: [email protected] www.specialauctionservices.com Dominic Foster Toys Bid Here Without Being Here All you need is your computer and an internet connection and you can make real-time bids in real-world auctions at the-saleroom.com. You don’t have to be a computer whizz. All you have to do is visit www.the-saleroom.com and register to bid - its just like being in the auction room. A live audio feed means you hear the auctioneer at the same time as other bidders. You see the lots on your computer screen as they appear in the auction room, and the auctioneer is aware of your bids the moment you make them. Just register and click to bid! Order of Auction Lots Dinky Toys 1-38 Corgi Toys 39-53 Matchbox 54-75 Lone Star & D.C.M.T. 76-110 Other British Diecast 111-151 French Diecast 152-168 German Diecast 152-168 Italian Diecast 183-197 Japanese Diecast 198-208 North American Diecast 209-223 Other Diecast & Models 224-315 Hong Kong Plastics 316-362 British Plastics 363-390 French Plastics 391-460 American Plastics 461-476 Other Plastics 477-537 Tinplate & Other Toys 538-610 Lot 565 Buyers Premium: 17.5% plus Value Added Tax making a total of 21% of the Hammer Price Internet Buyers Premium: 20.5% plus Value Added Tax making a total of 24.6% of the Hammer Price 2 www.specialauctionservices.com Courtesy of Daniel Celerin-Rouzeau and Model Collector magazine (L) and Diecast Collector magazine (R) Alex Cameron was born in Stirling and , with brother Ewen , lived his whole life in the beautiful Stirlingshire countryside, growing up in the picturesque cottage built by his father.