Re-Tinning Components for Hi-Rel Assembly
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tinplate, and Electrolytic Tinning at the Iscor Works, Vanderbijlpark by D
Tinplate, and electrolytic tinning at the Iscor works, Vanderbijlpark by D. L. B. POLLNOW*, B.Se. (Chem.), M.Se. (Met.), D.Se. (France) SYNOPSIS The paper first describes tinplate as a product, dealing with its structure and its advantages to the packaging industry. It then describes Iscor's electrolytic tinning line, which is one of the largest Halogen units in the world. Details are given of the process and of the equipment used. - SAMEVATTING Die referaat beskryf eers tinplaat as 'n produk en behandel sy struktuur en die voordele wat dit vir die verpakkings- bedryf inhou. Daarna beskryf dit Yskor se elektrolitiese vertinningsaanleg wat een van die grootste Halogeneenhede in die is. Besonderhede word verstrek van die proses en die uitrusting wat gebruik word. Introduction Steel Corporation, accounts for over 70 per cent of world production. This is based on an acid sulphate Tinplate, or tin-coated thin steel strip, is now mostly electrolyte, and features vertical plating passes produced by the electroplating of tin on a steel base in a where both sides of the strip are coated simul- continuous process. The first modern technique of taneously. manufacturing tinplate, by the hot dipping of single The Halogen process, developed by E. I. du Pont sheets of steel in a bath of molten tin, has now been - de Nemours, accounts for about 20 per cent of discontinued in this country and accounts for only a world production. This is based on a tin-sodium- very small percentage of world production. halogens electrolyte, and features horizontal plat- Continuous electrolytic tinning was developed in the ing passes where the two sides of the strip are thirties and forties in an attempt to reduce the amount of coated successively. -

The Cause of Lead Poisoning in the Tinning of Metals
474 THE CAUSE OF LEAD POISONING IN THE TINNING OF METALS. BY G. ELMHIRST DUCKERING, H.M. Inspector of Factories. CONTENTS. PAGE Introduction 474 Process and Trades affected ....... 475 Evidence of Lead Poisoning 476 Preliminary Investigation ........ 479 Accuracy of experiments and results ...... 480 Quantities of deleterious substances inhaled by workers . 481 Experimental .......... 483 Laboratory experiments 484 Workshop experiments 492 Distribution of deleterious substances in the atmosphere of a tinning workshop ........ 498 IN 1901 Miss Anderson (H.M. Principal Lady Inspector of Factories) and Dr Legge (H.M. Medical Inspector of Factories) were instructed by H.M. Chief Inspector of Factories to investigate the conditions of labour in the Tinning of metals and metal articles with a view to the prepara- tion of regulations for the conduct of this industry. Difficulties having arisen in assigning a cause for the plumbism undoubtedly existing among workers, and preparation of regulations appearing impossible without some knowledge of the source of illness, the writer was instructed to assist them experimentally in determining the causes. The results of the enquiry are contained in a report recently issued1. 1 Tinning of Metals. Special report on dangerous or injurious processes in the coating of metal with lead or a mixture of lead and tin. By Miss A. M. Anderson (H.M. Principal Lady Inspector of Factories) and T. M. Legge, M.D. (H.M. Medical Inspector of Factories). Together with a report on an experimental investigation into the conditions of work in tinning workshops by G. Elmhirst Duckering (one of H.M. Inspectors of Factories). Cd3793. Price 1/-. -

Steel-Brochure 04-18.Pdf
Q U A L D IT RE Y S TE YSTEM REGIS N M V I R O E N T N A L E S Y E D S T E R E M R E G I S T Q U A “Wrapper Queen” EXCELLENCE I T As featured in the Y CORPORATION “Packaging World®” ® Environmentally Safe VpCI®/MCI® Technologies Magazine. PICKLING OF THE HOT ROLLED COILS AND DISPOSITION OF COILS FROM THE PICKLE LINE As the strip exits the acid tanks, it is rinsed with water to wash off any remaining acid. Frequently, however, traces of chloride or sulfate ions are left on the strip surface, often causing “speck” or pinpoint rust later in the pro- cessing. To reduce the incidences of “speck” rust, the use of Cortec® VpCI-609® Powder in the pickle line rinse water is recommended. After exiting the pickle line rinse tanks, the strip is COLD REDUCTION OF HOT then wound into coils destined for OLLED ICKLED TRIP either the cold finishing mill R P S - (tandem mill), or TANDEM MILL ROLLING shipped as hot rolled After being hot rolled and pickled, the steel strip is still too thick and too “soft” for use. Cold reduction takes place in the tandem mill. and pickled. In either case, a surface and/ or edge treatment of the coil with oil or water based VpCI® products is recommended. These coils may be edge sealed or “cocooned” with a ready-to-use VpCI®-369D or VpCI®-389D (water- based version). For those coils going to further cold finishing operations, two choices are available. -
Continuous Wire and Strip Tinning - Product Guide
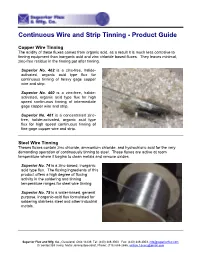
Continuous Wire and Strip Tinning - Product Guide Copper Wire Tinning The acidity of these fluxes comes from organic acid, as a result it is much less corrosive to tinning equipment than inorganic acid and zinc chloride based fluxes. They leaves minimal, zinc-free residue in the tinning pot after tinning. Superior No. 462 is a zinc-free, halide- activated, organic acid type flux for continuous tinning of heavy gage copper wire and strip. Superior No. 460 is a zinc-free, halide- activated, organic acid type flux for high speed continuous tinning of intermediate gage copper wire and strip. Superior No. 461 is a concentrated zinc- free, halide-activated, organic acid type flux for high speed continuous tinning of fine gage copper wire and strip. Steel Wire Tinning Theses fluxes contain zinc chloride, ammonium chloride, and hydrochloric acid for the very demanding operation of continuously tinning to steel. These fluxes are active at room temperature where it begins to clean metals and remove oxides. Superior No. 74 is a zinc-based, inorganic acid type flux. The fluxing ingredients of this product offers a high degree of fluxing activity in the soldering and tinning temperature ranges for steel wire tinning. Superior No. 75 is a water-based, general purpose, inorganic-acid flux formulated for soldering stainless steel and other industrial metals. Superior Flux and Mfg. Co., Cleveland, Ohio 14439, Tel: (440) 349-3000 Fax: (440) 349-3003, [email protected] Or contact Bill Avery, Metal Joining Specialist, Phone: (716) 665-2656, [email protected] Continuous Wire and Strip Tinning - Product Guide Brass Strip Tinning These fluxes can be zinc-free or zinc-based inorganic acid type fluxes. -

EFFICIENT PRODUCTION of TINPLATE PACKAGING MATERIAL out of COLD-STRIP Product Portfolio, Technology & References
W7-321E_Tinplate_Neutral 07.12.15 11:16 Seite 1 EFFICIENT PRODUCTION OF TINPLATE PACKAGING MATERIAL OUT OF COLD-STRIP Product Portfolio, Technology & References SMS group METALLURGICAL PLANT and ROLLING MILL TECHNOLOGY Strip Processing Lines W7-321E_Tinplate_Neutral 07.12.15 11:16 Seite 2 SMS group Tinplate Production EFFICIENT PRODUCTION OF TINPLATE PACKAGING MATERIAL OUT OF COLD- STRIP SMS group covers all tinplate production lead to considerable economic, ecologic and processes with innovative technologies for an process advantages. efficient production of packaging material out of cold-strip. All necessary processing lines This brochure gives a comprehensive overview can be supplied completely from one source about all our plants and technologies for tin- including mechanical and process equipment, plate production as well as some information furnace technology, electrics and automation about our references. Furthermore, it especial- as well as production know-how. All facilities ly emphasizes on the operational advantages are equipped with modern technologies which our plants and processes provide. 2 W7-321E_Tinplate_Neutral 07.12.15 11:16 Seite 3 CONTENTS Introduction 2 Tinplate 4 Material Flow 6 Electrolytic Cleaning Lines 8 Batch Annealing Furnaces 10 DCR & Temper Mill 12 Continuous Annealing Lines 14 Furnace Technology 16 Electrolytic Tinning Lines 18 Tinning Technology 20 Soluble Anodes & Preconditioning Cell 22 Thickness Control & Anode Monitoring 24 Reflow Technology 26 Evaporator Technology 28 Anode Caster 30 References 32 -

SHEETMETAL FABRICATION TECHNICAL TIPS for SOLDERING Flux
SHEETMETAL FABRICATION TECHNICAL TIPS FOR SOLDERING Flux In metallurgy, a flux (derived from Latin fluxus meaning “flow”), is a chemical cleaning agent, flowing agent, or purifying agent. Fluxes may have more than one function at a time. They are used in both metallurgy and metal joining. In high-temperature metal joining processes (welding, brazing and soldering), the primary purpose of flux is to prevent oxidation of the base and filler materials. Tin-lead solder (e.g.) attaches very well to copper, but poorly to the various oxides of copper, which form quickly at soldering temperatures. The role of a flux in joining processes is typically dual: 1. As cleaning agents, fluxes facilitate soldering by removing oxidation from the metals to be joined by dissolving the oxides on the metal surface, which facilitates wetting by molten solder. The flux also acts as an oxygen barrier by coating the hot surface, preventing further oxidation during the soldering process. 2. Additionally, flux allows solder to flow easily on the working piece rather than forming beads as it would otherwise. In some applications molten flux also serves as a heat transfer medium, facilitating heating of the joint by the soldering tool or molten solder. FLUX TYPES There are two types of fluxes used for soft soldering. These are organic (rosin based) fluxes or inorganic fluxes, usually based on halogenides and/or acids. Common fluxes are: ammonium chloride or rosin for soldering tin; hydrochloric acid and zinc chloride for soldering galvanized iron (and other zinc surfaces); and borax for brazing or braze-welding ferrous metals. -

Industrial Biography
Industrial Biography Samuel Smiles Industrial Biography Table of Contents Industrial Biography.................................................................................................................................................1 Samuel Smiles................................................................................................................................................1 PREFACE......................................................................................................................................................1 CHAPTER I. IRON AND CIVILIZATION..................................................................................................2 CHAPTER II. EARLY ENGLISH IRON MANUFACTURE....................................................................16 CHAPTER III. IRON−SMELTING BY PIT−COAL−−DUD DUDLEY...................................................24 CHAPTER IV. ANDREW YARRANTON.................................................................................................33 CHAPTER V. COALBROOKDALE IRON WORKS−−THE DARBYS AND REYNOLDSES..............42 CHAPTER VI. INVENTION OF CAST STEEL−−BENJAMIN HUNTSMAN........................................53 CHAPTER VII. THE INVENTIONS OF HENRY CORT.........................................................................60 CHAPTER VIII. THE SCOTCH IRON MANUFACTURE − Dr. ROEBUCK DAVID MUSHET..........69 CHAPTER IX. INVENTION OF THE HOT BLAST−−JAMES BEAUMONT NEILSON......................76 CHAPTER X. MECHANICAL INVENTIONS AND INVENTORS........................................................82 -
Grounding with Copper: Tinning Vs. Non-Tinning
Grounding with Copper: Tinning vs. Non-tinning www.copper.org Grounding with Copper: Tinning vs. Non-tinning General Copper and copper alloys are widely used because they combine unique properties at an economical price. These include high thermal and electrical conductivity, ease of manufacture, high recyclability and good corrosion resistance. Copper, a noble metal that occurs naturally in its elemental form, is almost totally impervious to corrosion from Fig. 1. Bare 4/0 AWG parallel copper conductors soils found worldwide. But it would be are prepared for direct burial to form two ring grounds around this wind-powered generator misleading to infer that copper will not base. Soil analysis indicated that bare copper was corrode. entirely appropriate at this site for direct burial with no corrosion concerns. Corrosion Galvanic corrosion is an electrochemical process whereby one metal corrodes preferentially to another whenever both metals are put in electrical contact and immersed in an electrolyte. What is surprising to some is that soil or air can be an electrolyte. Underground Copper is the preferred metal for grounding conductors and electrodes. This is not only due to its high degree of connectivity, but Fig. 2. Above-ground use of 4/0 AWG bare copper also its corrosion resistance. In most soils, grounding conductors for coax braids at a copper electrodes outlast alternates such as communications facility. In this case, runoff considerations and corrosion were not issues and galvanized steel. However, there are certain bare copper is perfectly suitable. Note the rich, conditions where tinning (coating with tin) brown color of the copper down-straps at left after the copper would be useful. -

Download (8MB)
Species management in aquatic habitats WRc RD Interim 1997 Item Type monograph Publisher Environment Agency Download date 05/10/2021 08:43:34 Link to Item http://hdl.handle.net/1834/27211 NATIONAL LIBRARY & INFORMATION SERVICE ANGLIAN REGION Kingfisher House. Goldhay Way. Orton Goldhay. Peterborough PE2 5ZR RESEARCH AND DEVELOPMENT PROJECT RECORD Species Management in Aquatic Habitats WRc pic R&D Interim Report WI/i640/4 Further copies of this report are available from: Foundation for Water Research, Allen House, The Listons, Liston Rd, Marlow, Bucks SL71FD.Tel: 01628-891589, Fax: 01628-472711 Species Management in Aquatic Habitats C P Mainstone (Editor) Programme Coordinator: WRc pic Environment Agency Rio House Waterside Drive Aztec West Bristol BS12 4UD R&D Interim Report WI/i640/4 Publishing Organisation: Environment Agency Rio House Waterside Drive Aztec West Almondsbury Bristol BS12 4UD Tel: 01454 624400 Fax: 01454 624409 © Environment Agency 1997 All rights reserved. No part of this document may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording or otherwise without the prior permission of the Environment Agency. The views expressed in this document are not necessarily those of the Environment Agency. Its officers, servant or agents accept no liability whatsoever for any loss or damage arising from the interpretation or use of the information, or reliance upon views contained herein. Dissemination status Internal: Released to Regions External: Released to Public Domain Research contractor This document was produced under R&D Project i640 by: WRc pic Henley Road Medmenham Marlow Buckinghamshire SL7 2HD Tel: 01491 571531 Fax: 01491 579094 WRc Report No.: EA 4289 Environment Agency’s Project Manager The Environment Agency’s Project Manager for R&D Project i640 was: Andrew Heaton - Midlands Region R&D Interim Report WI/i640/4 CONTENTS LIST OF TABLES EXECUTIVE SUMMARY KEY WORDS 1. -

Acro Tin Dry Form Tinning Compound
Material Safety Data Sheet Material Name: Acro Tin Dry Form Tinning Compound * * * Section 1 - Chemical Product and Company Identification * * * Manufacturer Information ACRO Sales & Engineering, Inc. Phone: 262-781-8940 N57 W13366 Carmen Avenue Fax: 862-781-8964 Menomonee Falls, WI 53051-6101 * * * Section 2 - Hazards Identification * * * Emergency Overview Fumes may cause irritation of the eyes, skin and respiratory tract. Potential Health Effects: Eyes Irritation from contact with smoke from soldering. Potential Health Effects: Skin Possible local irritation. Potential Health Effects: Ingestion Most of the solder paste will pass through the body unabsorbed. Lead that is absorbed is caught by the liver and, in part, excreted in the bile. Potential Health Effects: Inhalation Flux fumes during soldering may cause irritation and damage of mucous membranes and pulmonary system. Medical Conditions Aggravated by Exposure Pre-existing conditions or diseases of the blood and blood-forming organs, Kidneys, nerves and possibly reproductive system HMIS Ratings: Health: 2 Fire: 1 HMIS Reactivity 0 Hazard Scale: 0 = Minimal 1 = Slight 2 = Moderate 3 = Serious 4 = Severe * = Chronic hazard * * * Section 3 - Composition / Information on Ingredients * * * CAS # Component Percent 7646-85-7 Zinc chloride 45 7439-92-1 Lead 25 7440-31-5 Tin 25 12125-02-9 Ammonium chloride 5 * * * Section 4 - First Aid Measures * * * First Aid: Eyes Flush eyes with plenty of water First Aid: Skin Wash thoroughly with soap and water First Aid: Ingestion Stomach must be cleared, preferably by pumping. Get prompt medical attention. First Aid: Inhalation Remove victim to fresh air * * * Section 5 - Fire Fighting Measures * * * General Fire Hazards See Section 9 for Flammability Properties. -

Acro-Tin #420 Dry Form Tinning Compound with Pure Tin
Material Safety Data Sheet Material Name: Acro-Tin #420 Dry Form Tinning Compound with Pure Tin * * * Section 1 - Chemical Product and Company Identification * * * Manufacturer Information ACRO Sales & Engineering, Inc. Phone: 262-781-8940 N57 W13366 Carmen Avenue Fax: 862-781-8964 Menomonee Falls, WI 53051-6101 * * * Section 2 - Hazards Identification * * * Emergency Overview Fumes may cause irritation of the eyes, skin and respiratory tract. Potential Health Effects: Eyes Irritation from contact with smoke from soldering. Potential Health Effects: Skin Possible local irritation. Potential Health Effects: Ingestion Most of the solder paste will pass through the body unabsorbed. Potential Health Effects: Inhalation Flux fumes during soldering may cause irritation and damage of mucous membranes and pulmonary system. Medical Conditions Aggravated by Exposure Pre-existing conditions or diseases of the blood and blood-forming organs, Kidneys, nerves and possibly reproductive system HMIS Ratings: Health: 2 Fire: 1 HMIS Reactivity 0 Hazard Scale: 0 = Minimal 1 = Slight 2 = Moderate 3 = Serious 4 = Severe * = Chronic hazard * * * Section 3 - Composition / Information on Ingredients * * * CAS # Component Percent 7440-31-5 Tin 50 7646-85-7 Zinc chloride 45 12125-02-9 Ammonium chloride 5 * * * Section 4 - First Aid Measures * * * First Aid: Eyes Flush eyes with plenty of water First Aid: Skin Wash thoroughly with soap and water First Aid: Ingestion Stomach must be cleared, preferably by pumping. Get prompt medical attention. First Aid: Inhalation -

When and Where to Use Tinning
WHEN AND WHERE TO USE TINNING Improving Wire’s Performance application of a wire coating, the most popular of which is tinning. How do you determine Electrical wiring serves one purpose — it whether or not to specify tinned wire for your conducts an electrical current from one point to application? Let’s take a closer look at when another. The wire’s ability to conduct electricity and where to use tinning. is affected by several factors, including the primary material of the wire, the operating temperature in which the wire will be used, and Choose Wire Type how much mechanical stress (twisting, stripping, Wire is chosen based on the properties soldering, etc.) the wire will be required to required for the application for which and the endure. environment in which it will be used. Common uncoated electrical wire types and some of their Wire performance can be improved with the properties are compared in the following table. Properties of Uncoated Wire by Type WHEN AND WHERE TO USE TINNING Why Coat Wire? purpose is to extend the and silver-coated wire has Similarly, wire coatings operating temperature exceptional solder properties. are chosen based on the range of affordable bare properties they impart to the wire, taking it to 450°C Unfortunately, these desirable base wire. or higher, depending on properties come at a price. coating thickness. It remains Silver coating can be Tinning provides an stable over time or with extremely expensive due to improvement in the operating small changes in operating the raw material costs and to temperature range, water temperature.