Designing for a Circular Economy 1 Introduction 6 Size, Shape and Construction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bopp Metallised Film, Improved Heat Seal Strength, High Barrier
ZXV BoPP metallised film, improved heat seal strength, high barrier Vacuum deposited aluminium Metal receptive layer Interlayer OPP core Interlayer Heat sealable layer (MST=85ºC) PROPERTIES • Heat sealable on the non metallised side (minimum heat sealing temperature: 85°C) • Improved heat seal strength on non metallised side • Excellent moisture barrier property • Very good gas barrier property • High light barrier property (Average light Transmission < 1%) ` • High Hot Tack property • Better seal integrity. • Suitable for food contact TYPICAL APPLICATIONS • Low sealing temperature allows high packaging speed • Lamination with other substrate (e.g. TSS) • Packaging of snacks food where extended shelf life is required. ROLL SIZE AVAILABILITY* Standard 4x 6x 8x Film Length (m) (m) (m) (m) ZXV 18 3,550 14,200 21,300 28,400 Outside diameter – core 76 mm 305 mm 588 mm 716 mm 825mm Outside diameter – core 152 mm 337 mm 605 mm 730 mm 838 mm *Regional availability of roll sizes (multiples of standard length)-please refer to the corresponding Sales Representative ZXV Properties Method Unit Ref. Typical values Nominal thickness µm 18 Unit weight Internal method g/m 2 16.4 Yield m2/kg 61.0 MD 120 Tensile strength N/mm 2 ASTM D882 TD 230 MD 190 % Elongation at break TD 70 Optical density Internal Method 2.4 (O.D.) Dynamic cof ASTM D1894 NT/NT 0.45 MD 6.0 OPMA TC4(a) % Thermal shrinkage TD 3.0 Heat seal range Internal method °C 85 - 140 NT/NT Internal method Seal strength g/cm 300 130°C ;0.5 s ASTM D3985 Oxygen permeability cm3/m 2/d 20 (23°C -0% RH) Water vapour ASTM F1249 g/m 2/d 0.20 permeability (38°C - 90% RH) Tolerance ≤ 1.000 kg ± 20% Weight 1.001-10.000 kg ± 10% > 10.000 kg ± 5% STORAGE, HANDLING AND APPLICATION ZXV does not require special storage conditions. -

Packaging Guidelines 2020
INDEX How to use this document 1. INTRODUCTION 2. GENERAL GUIDELINES FOR PACKAGING IN ALL MATERIALS 2.1 Introduction 2.2 Integration of environmental and legal aspects into the packaging design process 2.3 General principles for container or components 2.4 Product residues 2.5 Composite material or barrier layers 2.6 Colour 2.7 Labels 2.8 Other components 2.9 Closing the loop 3. THE MEANING OF GUIDELINE TABLES Material specific guidelines 4. GLASS 4.1 The recycling process 4.2 Colour 4.3 Solid print on glass 4.4 Labels 4.5 Metals 4.6 Coatings 4.7 Other glass types 5. METALS 5.1 Steel/tinplate 5.1.1 Tinplate scrap handling 5.1.2 Steel drums 5.2 Aluminium 5.2.1 The process 5.2.2 Beverage cans 5.2.3 Bottles 5.2.4 Rigid containers 5.2.5 Collapsible squeeze tubes 5.2.6 Aerosol cans 5.2.7 Screw tops 5.2.8 Trays and foil containers 5.2.9 Foil wrappers and household foil 5.2.10 Composite blister packs 5.2.11 Metallised film and paper 5.2.12 Inks and lacquers on aluminium 1 Packaging Radio frequency identification (RFID) tags 5.3 Aerosol Cans 5.3.1 Tinplate cans 5.3.2 Aluminium aerosol cans 5.3.3 Pre-consumer aerosol waste 6. PAPER 6.1 General introduction 6.2 The process 6.2.1 Fibre 6.2.2 Pulping 6.2.3 Finishing 6.2.4 Paper recycling 6.3 Uses for recovered paper 6.4 Ink coverage 6.5 Adhesives 6.6 Wet-strength additives 6.7 Liquid Board Packaging 6.8 Laminate and wax layers 6.9 Paper grade definitions for recycling 7. -

Food Packaging Technology
FOOD PACKAGING TECHNOLOGY Edited by RICHARD COLES Consultant in Food Packaging, London DEREK MCDOWELL Head of Supply and Packaging Division Loughry College, Northern Ireland and MARK J. KIRWAN Consultant in Packaging Technology London Blackwell Publishing © 2003 by Blackwell Publishing Ltd Trademark Notice: Product or corporate names may be trademarks or registered Editorial Offices: trademarks, and are used only for identification 9600 Garsington Road, Oxford OX4 2DQ and explanation, without intent to infringe. Tel: +44 (0) 1865 776868 108 Cowley Road, Oxford OX4 1JF, UK First published 2003 Tel: +44 (0) 1865 791100 Blackwell Munksgaard, 1 Rosenørns Allè, Library of Congress Cataloging in P.O. Box 227, DK-1502 Copenhagen V, Publication Data Denmark A catalog record for this title is available Tel: +45 77 33 33 33 from the Library of Congress Blackwell Publishing Asia Pty Ltd, 550 Swanston Street, Carlton South, British Library Cataloguing in Victoria 3053, Australia Publication Data Tel: +61 (0)3 9347 0300 A catalogue record for this title is available Blackwell Publishing, 10 rue Casimir from the British Library Delavigne, 75006 Paris, France ISBN 1–84127–221–3 Tel: +33 1 53 10 33 10 Originated as Sheffield Academic Press Published in the USA and Canada (only) by Set in 10.5/12pt Times CRC Press LLC by Integra Software Services Pvt Ltd, 2000 Corporate Blvd., N.W. Pondicherry, India Boca Raton, FL 33431, USA Printed and bound in Great Britain, Orders from the USA and Canada (only) to using acid-free paper by CRC Press LLC MPG Books Ltd, Bodmin, Cornwall USA and Canada only: For further information on ISBN 0–8493–9788–X Blackwell Publishing, visit our website: The right of the Author to be identified as the www.blackwellpublishing.com Author of this Work has been asserted in accordance with the Copyright, Designs and Patents Act 1988. -

Mylar® Polyester Film Only by Dupont Teijin Films
Application Profile Polyester Films for Packaging Ref : L/AP06/0402 ® Mylar polyester film Only by DuPont Teijin Films Bag-in-Box – Wine Packaging Application Description Benefits High barrier laminate for demanding • Extended shelf life bag-in-box liquid packaging of wines. • Retains integrity after sterilisation • Strong packs for complete peace of mind DuPont Teijin Films material selected and why Mylar® 841 meets the requirements of high laminate bond strength, oxygen barrier and water resistance. The goods represented above are only examples of possible applications. DuPont Teijin Films do not imply that any DuPont Teijin Films products have been used in the manufacture of such goods. All third party Trademarks and Brand names are recognised. Mylar® is a registered trademark of DuPont Teijin Films for its brand of polyester film. Only DuPont Teijin Films makes Mylar® brand films. Technical Information – Mylar® 841 Product Description Mylar® 841 is a biaxially oriented polyester film, chemically pre-treated on one side to give improved adhesion to vacuum deposited metals, notably aluminium. It is available in a thickness of 12 micron. Pre-treat for enhanced metal adhesion Clear PET Film Typical Applications Mylar® 841 is typically metallised and used as part of a laminate in flexible packaging applications. The most common structures are the duplex laminate (Fig.1) where the metallised film is adhesively laminated to polyethylene, and the triplex laminate (Fig.2) where polyethylene is adhesively laminated to both sides of the metallised film. Triplex laminates are typically used in 'bag-in box' packaging. Fig.1 Fig. 2 Mylar® 841 Polyethylene Vacuum deposited aluminium Adhesive layer Adhesive Layer Mylar® 841 Polyethylene Vacuum deposited aluminium Adhesive Layer Polyethylene Practical Information Mylar® 841 is an excellent substrate for metallising. -
Minimum Standard for Determining the Recyclability of Packaging Subject to System Participation Pursuant to Section 21 (3) Verpackg
Please note: This English version is a convenience translation – the German version shall prevail Minimum standard for determining the recyclability of packaging subject to system participation pursuant to section 21 (3) VerpackG in consultation with the German Environment Agency (Umweltbundesamt) Osnabrück, 31 August 2020 Page 1 of 30 Table of contents 1. Introduction ..................................................................................................................... 3 2. Minimum criteria ............................................................................................................. 3 3. Object of determination ................................................................................................... 4 4. Details of the requirements set forth in 2 ......................................................................... 4 Existence of sorting and recycling infrastructure ......................................................... 4 Sortability and separability .......................................................................................... 5 Recycling incompatibilities .......................................................................................... 5 Available recyclable content and determining recyclability .......................................... 5 5. Determination procedure ................................................................................................ 6 6. Definitions ...................................................................................................................... -

APCO 2018 Soft Plastic Working
March 2019 SOFT PLASTIC PACKAGING WORKING GROUP 2018 Contents 1. Executive Summary 3 2. Definitions 7 3. Scope 9 4. Stakeholder Identification 11 5. Materiality Statement 12 6. Key Priority Areas 13 7. Baseline Data 13 a. Amount consumed 13 b. Main product applications or sectors 13 c. Design initiatives 13 d. Recovery and recycling systems 14 i. Reduction or reuse systems 14 ii. Collection systems 14 iii. Recycling systems 15 iv. Recycling technologies and end markets 16 e Recycling rates 19 8. Lifecycle Approach 19 9. Conclusions 20 a. Conclusions 20 b. Data Gaps 20 Disclaimer APCO and the contributing authors have prepared this report with a high-level of care and thoroughness and recommend that it is read in full. This report is based on generally accepted definitions, data and understanding of industry practices and standards at the time it was prepared. It is prepared in accordance with the scope of work and for the purpose outlined in the introduction. Sources of information used are referenced in this report, except where provided on a confidential basis. This report has been prepared for use only by the APCO, and other third parties who have been authorised by APCO. APCO and the contributing authors are not liable for any loss or damage that may be occasioned directly or indirectly using, or reliance on, the contents of this publication. This report does not purport to give legal or financial advice and does not necessarily reflect the views of individual Working Group members or their organisations. No other warranty, expressed or implied, is made as to the professional advice included in this report. -

Performance Films
Packaging Films Delivering a better package Performance Films Performance Polyester Films for Impact • a controlled canvas to display your message • make your products stand out from the crowd • the industry standard for complete peace of mind Mylar® polyester film DuPont Teijin Films Performance Films Performance The Performance range allows you to create the ideal impact Polyester Films for... • Printing • Extrusion Coating & Laminating • Thermoforming • Shrink Sleeve Film • Pot Lidding • Holography • Metallising C M • Non-Slip Packaging Films Delivering a better package Polyester Films for Impact - range and properties summary PERFORMANCE DESCRIPTION FILM NAMES APPLICATION GENERAL CONVERSION Plain films for general packaging applications including printing, metallising, laminating and 800, FA, 806 extrusion lamination PRINTING A range of pre-treated films compatible with different ink types giving unbeatable half-tone 813, 816 rendition and exceptional laminate integrity EXTRUSION COATING Pre-primed film designed to give exceptional adhesion to polyethylene and other sealant media 820 & LAMINATING such as Surlyn® and Bynel® available from DuPont THERMOFORMING Film offering shallow draw thermoformability to act as a carrier web for barrier substrates P25 Clear, high transverse direction (TD) shrinkage film, offering excellent printability and dependable SHRINK SLEEVE XM867 shrink performance POT LIDDING Clear and metallised film solutions for form-fill-seal, as part of a laminate, used in dairy lidding 808, 808M HOLOGRAPHY Exceptionally -
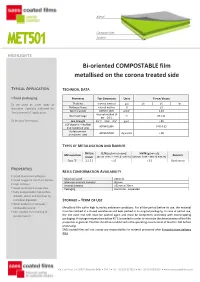
Bi-Oriented COMPOSTABLE Film Metallised on the Corona Treated Side
Metal Compost film Sealant HIGHLIGHTS Bi-oriented COMPOSTABLE film metallised on the corona treated side TYPICAL APPLICATION TECHNICAL DATA . Food packaging PROPERTIES TEST CONDITIONS UNITS TYPICAL VALUES To be used as inner layer of Thickness Internal method m 20 25 30 laminates. Specially indicated for Thickness Range Internal method % ± 5 Specific weight ASTM D 1505 g/cm3 1.24 “environmental” application. Internal method (4 Heat Seal range °C 85-140 bar – 0.5”) To be used laminated. Seal Strength 85 °C – 1 bar – 0.5” g/cm > 80 COF dynamic - film/film ASTM D1894 - 0.45-0.65 (not metallised side) Surface tension ASTM D2578 dynes/cm > 38 (metallised side) TYPES OF METALLISATION AND BARRIER 2 2 OPTICAL O2TR [cc/(m x d x bar)] VWTR [g/(m x d)] METALLISATION PROPERTY DENSITY (ASTM F1927 – 23°C & 50% rh) (ASTM F1249 – 38°C & 90% rh) Type “C” 2.2-2.5 < 15 < 3.5 Good barrier PROPERTIES REELS CONFORMATION AVAILABILITY . Good aluminium adhesion . Good oxygen & moisture barrier Maximum width 2460mm Maximum external diameter 800mm . High stiffness Internal diameter 152mm or 76mm . Good mechanical properties Packaging Horizontal - Suspended . Fully compostable into carbon dioxide, water and biomass by microbial digestion STORAGE – TERM OF USE . Resin made from annually renewable source Metallised film suffer high humidity ambience conditions. For all the period before its use, the material . Not suitable for retorting & must be stocked in a closed warehouse and kept packed in its original packaging. In case of partial use, pasteurisation the not used rest reel must be packed again and must be completely protected with overwrapping packaging. -

Product Portfolio 2
1 PRODUCT PORTFOLIO 2 NATIVIA® is a new generation of bio-based biaxially oriented flexible packaging Carbon Footprint of Ingeo PLA vs. Standard Plastics* films made of PLA polylactic acid from NatureWorks. Thanks to the Ingeo 2014 0.62 bio-based content and the lower consumption of energy, PLA delivers a PP 1.63 lower carbon footprint and additional end of life options compared to most HDPE 1.80 ® oil-based plastics. All NATIVIA films have achieved the four-star OK Biobased LDPE 1.87 certificate from TÜV AUSTRIA and are approved for industrial composting according to PET (bottle grade) 2.15 EN 13432 standard by DIN CERTCO. 0.0 0.5 1.0 1.5 2.0 From cradle to polymer factory gate (kg CO2 eq./kg polymer) *Source: www.natureworksllc.com These logos can be used for final products which are made of this intermediate and certified as final products at DIN CERTCO or TÜV AUSTRIA. 3 PRODUCT PORTFOLIO EUROPE Transparent Matt White Voided Metallised NTSS D817 NEW NELD NZSS, NZLD 4 What does bioplastic mean? BIO-BASED The material is wholly or partially derived from biomass. Biomass used for bioplastics is usually corn, sugar cane or cellulose. BIO-DEGRADABLE Biodegradability is an inherent property of certain polymers. Biodegradation is a chemical process in which materials, with the help of microorganisms, are metabolised to water, carbon dioxide, and biomass. The drivers behind bioplastics are: Green Culture Sustainability New Bioplastic Framework Programs Production Conditions Capabilities 5 Physical and Mechanical Properties VERY GOOD DEAD FOLD -

Foilco & the Environment
FOILCO & THE ENVIRONMENT What is hot stamping foil? During the hot stamping Zero foil 2 Landfill process the polyester film Stamping foil is a dry, solvent is removed at the time of The thin polyester film used as free process that uses the stamping whereas with a carrier for the hot stamping minimum amount of energy laminates they become an foil has a high calorific value. to deposit a metallic or integral part of the packaging. We therefore convert our waste pigment effect onto packaging. to SRF (solid recovered fuel) to There are no emissions created Waste prevention be used in the cement industry. during the process. Foilco manufacture their foils This is used as a replacement Polyester film is used as the in various widths as well as for fossil fuels such as coal. carrier as it is the lightest offering a cutting service in 12 tonnes of polyester film weight stable film we can order to deliver the optimum replaces 10 tonnes of fossil fuel. use for the process and at a width & minimise the waste thickness of just 0.012mm. created. We encourage our customers to join our Zero foil 2 Landfill Foil stamping should not be initiative so that we can collect confused with aluminium foil the used polyester and add it to lamination or metallised film our SRF. lamination. More details of this are available on our website. February 2020 FOILCO & THE ENVIRONMENT CONT: Are our foils Vegan? Is packaging using our What is sustainable Are our foils light fast? foil repulpable? packaging? All of our foils do not contain Lightfastness is the resistance any animal products, except The definition of repulpable Sustainable packaging is of our foil to fading or colour the KMS & KMP range of is the process of re-wetting & packaging that, over time, change due to exposure to pigment foils which contain a fiberizing of paper/board to reduces its environmental sunlight or an artificial light small amount of beeswax to aid disperse the paper fibers, ink footprint. -

White Paper Metal Detection, X-Ray Inspection Or Both
Metal Detection, X-ray Inspection or Both Making the Right Choice Metal detection and x-ray inspection have long been the first line of defence against physical contaminants. However, vast improvements in engineering and White Paper software mean it's not immediately obvious which technology will provide the best performance. By summarising the key advantages and disadvantages of each, this white paper helps readers decide which product inspection system to invest in to ensure the quality and safety of their own food and pharmaceutical products. Contents 1 Introduction 2 Metal Detection 3 X-ray Inspection 4 Which Technology? 5 Simplifying the Choice 6 Conclusion 7 Summary Table 1 Introduction The quality and safety of food and pharmaceutical products depends on the level of due diligence exercised during the production process, in order to exclude physical contaminants out of the finished product. The choice of protection and inspection equipment has a significant impact on product quality, product safety and consumer confidence. White Paper Of the inspection choices manufacturers face, a key one is whether to install a metal detection system, an x-ray inspection system, or both. This white paper helps you decide. It begins with a brief description of how the two technologies work. Knowing their strengths and weaknesses helps you understand why one technology may perform better than the other at different points on a production line. The paper goes on to review the performances of the two technologies across a range of applications. In some circumstances metal detection is a clear winner; in others x-ray inspection comes out on top. -
Environmental Report Summary
2013 ENVIRONMENTAL REPORT SUMMARY 1. GENERAL MANAGER STATEMENT 3 2. COMPANY PROFILE 4 2. 1 Details of the organization 4 2. 2 Primary products and main application areas 5 2. 3 Our manufacturing process 7 3. SCOPE OF THE DOCUMENT 10 4. 2020 ENVIRONMENTAL STRATEGY 11 5. ENVIRONMENTAL PERFORMANCES 12 5. 1 Air emissions 13 5.2 Water 15 5.3 Waste 17 5.4 Energy 21 5.5 Product related aspects 23 6. ENVIRONMENTAL IMPROVEMENT 25 6. 1 Targets already achieved 25 6.2 Future targets 27 7. CERTIFICATIONS 28 8. GLOSSARY 29 ENVIRONMENTAL REPORT / 2 1. GENERAL MANAGER STATEMENT Taghleef Industries Kft. occupies a prominent position in the flexible packaging market, as the only biaxially oriented polypropylene manufacturer in Hungary. Our company is located in Tiszaújváros, about 170 km East of Budapest, and is part of the international Taghleef Industries Group, one of the world’s largest film manu- facturers. The Company’s mission is to develop, produce and market BOPP films in compliance with our clients’ highest expectations. Our film can be used in decorative packaging and label markets. Continuous innovation is part of our Group’s basic philosophy. The portfolio of products include low-heat sealable, anti-fog and easy opening films that help to avoid uncontrolled tearing of the packaging. The most important application of our products is in the food industry. Our products and equipment are constantly improved to meet our customers’ products and service needs. Sustainability is also part of these efforts, which includes social, economic and environmental aspects. The road towards sustainability requires continuous commitment from the entire company and begins by focusing on environmental considerations.