A Process for the Design and Manufacture of Propellers for Small Unmanned Aerial Vehicles
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
MANUAL REVISION TRANSMITTAL Manual 146 (61-00-46) Propeller Owner's Manual and Logbook
HARTZELL PROPELLER INC. One Propeller Place Piqua, Ohio 45356-2634 U.S.A. Telephone: 937.778.4200 Fax: 937.778.4391 MANUAL REVISION TRANSMITTAL Manual 146 (61-00-46) Propeller Owner's Manual and Logbook REVISION 3 dated June 2012 Attached is a copy of Revision 3 to Hartzell Propeller Inc. Manual 146. Page Control Chart for Revision 3: Remove Insert Page No. Page No. COVER AND INSIDE COVER COVER AND INSIDE COVER REVISION HIGHLIGHTS REVISION HIGHLIGHTS pages 5 and 6 pages 5 and 6 SERVICE DOCUMENTS LIST SERVICE DOCUMENTS LIST pages 11 and 12 pages 11 and 12 LIST OF EFFECTIVE PAGES LIST OF EFFECTIVE PAGES pages 15 and 16 pages 15 and 16 TABLE OF CONTENTS TABLE OF CONTENTS pages 17 thru 24 pages 17 thru 26 INTRODUCTION INTRODUCTION pages 1-1 thru 1-14 pages 1-1 thru 1-16 DESCRIPTION AND DESCRIPTION AND OPERATION OPERATION pages 2-1 thru 2-20 pages 2-1 thru 2-24 INSTALLATION AND INSTALLATION AND REMOVAL REMOVAL pages 3-1 thru 3-22 pages 3-1 thru 3-24 TESTING AND TESTING AND TROUBLESHOOTING TROUBLESHOOTING pages 4-1 thru 4-10 pages 4-1 thru 4-10 continued on next page Page Control Chart for Revision 3 (continued): Remove Insert Page No. Page No. INSPECTION AND INSPECTION AND CHECK CHECK pages 5-1 thru 5-24 pages 5-1 thru 5-26 MAINTENANCE MAINTENANCE PRACTICES PRACTICES pages 6-1 thru 6-36 pages 6-1 thru 6-38 DE-ICE SYSTEMS DE-ICE SYSTEMS pages 7-1 thru 7-6 pages 7-1 thru 7-6 NOTE 1: When the manual revision has been inserted in the manual, record the information required on the Record of Revisions page in this manual. -

DLE-20 Operator’S Manual
DLE-20 Operator’s Manual Specifications Displacement: 20cc [1.2cu. in.] Performance: 2.5HP / 9,000 rpm Idle Speed: 1,700 rpm Ignition Style: Electronic Ignition Recommended Propellers: 14u10, 15 u8, 16u6, 16u8, 17u6 Spark Plug Type: CM6 (Gap) 0.018in.– 0.020 in. [0.45mm –0.51mm] Diameter × Stroke: 1.26in. [32mm] u0.98in. [25 mm] Compression Ratio: 10.5 :1 Carburetor: DLE MP 148 100424 with Manual Choke Weight: Main Engine − 1.43 lb [650g] Muffler − 1.76 oz [50 g] Electronic Ignition − 4.23oz [120 g] ™ Fuel: 87− 93 Octane Gasoline with a 30:1 gas/2-stroke (2-cycle) oil mixture 1 © 2010 Hobbico®, Inc. DLEG0020 Mnl Parts List (1) DLE-20cc Gas Engine w/DLE MP 148 100424 (1) DLE Spark Plug (NGK CM6 size) with additional spring (1) Muffl er with gasket (2) 4 x 14 mm SHCS (muffl er mounting) (1) Electronic Ignition Module with additional tachometer lead (1) Silicone Pick-up Wire Cover / Ignition Wire Cover (1) Red Three Pin Connector Lead with Pig Tail (ignition switch) (1) Long Throttle Arm Extension with installation screw and nut (2) Three Pin Connector Securing Clips (1) DLE Decal (not pictured) Safety Tips and Warnings ● This engine is not a toy. Please place your safety and the safety of others paramount while operating. DLE will not be held responsible for any safety issues or accidents involving this engine. ● Operate the engine in a properly ventilated area. ● Before starting the engine, please make sure all components including the propeller and the engine mount are secure and tight. -

Make Measurement Matter 12 March 2020
94 A-Z OF MEMBERS AND PROFILES 241 MAKE MEASUREMENT MATTER 12 MARCH 2020 The GTMA has teamed up with the successful Engineering Materials Live and FAST LIVE exhibitions, to deliver ‘Make Measurement Matter’ • QUALITY VISITORS • UNIQUE FORMAT • LOW COST Current attendees of the FAST LIVE and Engineering Materials Live events, compliment the Make Measurement Matter content, with visitors involved in production, design engineering, manufacturing, measurement, testing, quality and inspection. ATED WITH CO-LOC ATED WITH CO-LOC ATED WITH CO-LOC H 2020 12 MARC H 2020 0121 392 8994 12 [email protected] www.gtma.co.uk www.gtma.co.uk SUPPLIERSH DIREC 2020T ORY 12 MARC A-Z OF MEMBERS AND PROFILES 95 A-Z of members and members’ profiles INCLUDING: SECTORS AND MARKET SERVED BY INDIVIDUAL COMPANIES Find the right company for the right product and service. For up-to-date information please also see: www.gtma.co.uk 96 A-Z OF MEMBERS AND PROFILES 241 3D LASERTEC LTD Mansfield i-centre T 01623 600 627 Oakham Business Park W www.3dlasertec.co.uk Hamilton Way, Mansfield Nottinghamshire NG18 5BR Managing Director & Sales Contact: Wayne Kilford Sales Contact: Patrick Harrison Our customer base now extends through To see the laser machinery in operation Injection, blow, extrusion and rotational or to satisfy your queries related to laser moulds, pharmaceutical, Aerospace and engraving any special materials or indeed medical industry, gun manufacturers, general discussion relating to your project printing, ceramic plus other general and then call for an appointment. obscure requests. 3D Lasertec Ltd are privately owned and The need for laser engraving on projects established in February 1999. -
Propeller Operation and Malfunctions Basic Familiarization for Flight Crews
PROPELLER OPERATION AND MALFUNCTIONS BASIC FAMILIARIZATION FOR FLIGHT CREWS INTRODUCTION The following is basic material to help pilots understand how the propellers on turbine engines work, and how they sometimes fail. Some of these failures and malfunctions cannot be duplicated well in the simulator, which can cause recognition difficulties when they happen in actual operation. This text is not meant to replace other instructional texts. However, completion of the material can provide pilots with additional understanding of turbopropeller operation and the handling of malfunctions. GENERAL PROPELLER PRINCIPLES Propeller and engine system designs vary widely. They range from wood propellers on reciprocating engines to fully reversing and feathering constant- speed propellers on turbine engines. Each of these propulsion systems has the similar basic function of producing thrust to propel the airplane, but with different control and operational requirements. Since the full range of combinations is too broad to cover fully in this summary, it will focus on a typical system for transport category airplanes - the constant speed, feathering and reversing propellers on turbine engines. Major propeller components The propeller consists of several blades held in place by a central hub. The propeller hub holds the blades in place and is connected to the engine through a propeller drive shaft and a gearbox. There is also a control system for the propeller, which will be discussed later. Modern propellers on large turboprop airplanes typically have 4 to 6 blades. Other components typically include: The spinner, which creates aerodynamic streamlining over the propeller hub. The bulkhead, which allows the spinner to be attached to the rest of the propeller. -

Shownews Farnsborough Day 4
D A Y 4 AVIATION WEEK & SPACE TECHNOLOGY / AIR TRANSPORT WORLD / SPEEDNEWS July 14, 2016 Farnborough Airshow Engine War Intensifies P&W’s geared turbofan and CFM LEAP battle to power A320s.PAGE 3 Qatar Cools on A350s Al Baker considers 777-300ERs to fill gap in delivery schedule. PAGE 3 Apache Fires Brimstone MBDA completes live firing trials of the direct-fire missile. PAGE 4 Norsk Titanium Wins Deals Additive manufacturing company to supply major OEMs. PAGE 6 Airbus Halves A380 Production ISTAR Chief Speaks Out Airbus is making a large cut to its A380 output, innovating and investing in the A380,” he RAF’s intelligence head criticizes as the manufacturer continues to struggle with added. In an effort to defer concerns that reduction of Sentinel fleet. PAGE 8 securing additional sales for its largest aircraft. Airbus may abandon the A380, Bregier said, The company said on Tuesday that in 2018 “The A380 is here to stay.” Personal Health for Engines it will reduce production of the aircraft from Airbus currently has orders for 319 A380s. It GE Aviation applies data analyt- the current 2.5 per month to one. has delivered a total of 193, 27 of which were ics on an industrial scale. PAGE 10 “With this prudent, proactive step we delivered in 2015. This year it has handed over are establishing a new target for our indus- 14 aircraft, as of mid-July. trial planning, meeting current commercial The decision to reduce production further Airship, C-130J: Cargo Duo demand, but keeping all our options open will result in a huge challenge to keep the pro- Lockheed markets civil C-130 and to benefit from future A380 markets,” CEO gram profitable on a recurring cost basis. -

Aircraft Service Manual
Propeller Technical Manual Jabiru Aircraft Pty Ltd JPM0001-1 4A482U0D And 4A484E0D Propellers Propeller Technical Manual FOR 4A482U0D and 4A484E0D Propellers DOCUMENT No. JPM0001-1 DATED: 1st Feb 2013 This Manual has been prepared as a guide to correctly operate & maintain Jabiru 4A482U0D and 4A484E0D propellers. It is the owner's responsibility to regularly check the Jabiru web site at www.jabiru.net.au for applicable Service Bulletins and have them implemented as soon as possible. Manuals are also updated periodically with the latest revisions available from the web site. Failure to maintain the propeller, engine or aircraft with current service information may render the aircraft un-airworthy and void Jabiru’s Limited, Express Warranty. This document is controlled while it remains on the Jabiru server. Once this no longer applies the document becomes uncontrolled. Should you have any questions or doubts about the contents of this manual, please contact Jabiru Aircraft Pty Ltd. This document is controlled while it remains on the Jabiru server. Once this no longer applies the document becomes uncontrolled. ISSUE 1 Dated : 1st Feb 2013 Issued By: DPS Page: 1 of 32 L:\files\Manuals_For_Products\Propeller_Manuals\JPM0001-1_Prop_Manual (1).doc Propeller Technical Manual Jabiru Aircraft Pty Ltd JPM0001-1 4A482U0D And 4A484E0D Propellers 1.1 TABLE OF FIGURES ............................................................................................................................................. 3 1.2 LIST OF TABLES ................................................................................................................................................. -
Chapter 26: Firewall Forward (Part Ii)
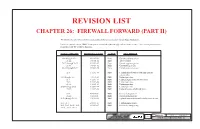
REVISION LIST CHAPTER 26: FIREWALL FORWARD (PART II) The following list of revisions will allow you to update the Legacy construction manual chapter listed above. Under the “Action” column, “R&R” directs you to remove and replace the pages affected by the revision. “Add” directs you to insert the pages shows and “R” to remove the pages. PAGE(S) AFFECTED REVISION # & DATE ACTION DESCRIPTION 26-1 through 26-21 0/02-15-02 None Current revision is correct 26-22 1/09-18-02 R&R Text Correction 26-23 through 26-32 0/02-15-02 None Current revision is correct 26-33 1/09-18-02 R&R Corrected Fig. 26:H:1 26-34 through 26-35 0/02-15-02 None Current revision is correct 26-1 3/12-15-04 R&R Updated table of contents with page numbers and part nbrs. 26-2 through 26-3 3/12-15-04 R&R Updated part nbrs. 26-4 3/12-15-04 R&R Updated engine isolator kit information. 26-6 3/12-15-04 R&R Updated part nbrs. 26-18 3/12-15-04 R&R Updated part nbrs. 26-20 through 26-21 3/12-15-04 R&R Updated part nbrs. 26-26 3/12-15-04 R&R Updated location of bulkhead fitting. 26-3 4/09/30/06 R&R Corrected plug part nbr. 26-26 4/09/30/06 R&R Corrected plug part nbr. 26-27 through 26-33 4/09-30-06 R&R Updated hose numbers and bolded so easier to read. -

Records Fall at Farnborough As Sales Pass $135 Billion
ISSN 1718-7966 JULY 21, 2014 / VOL. 448 WEEKLY AVIATION HEADLINES Read by thousands of aviation professionals and technical decision-makers every week www.avitrader.com WORLD NEWS More Malaysia Airlines grief The Airbus A350 XWB The US stock market fell sharply was a guest on fears of renewed hostilities of honour at after the news that a Malaysian Farnborough Airlines flight was allegedly shot (left) last week down over eastern Ukraine, with as it nears its service all 298 people on board reported entry date dead. US vice president Joe Biden with Qatar said the plane was “blown out of Airways later the sky”, apparently by a surface- this year. to-air missile as the Boeing 777 Airbus jet cruised at 33,000 feet, some 1,000 feet above a closed section of airspace. Ukraine has accused Records fall at Farnborough as sales pass $135 billion pro-Russian “terrorists” of shoot- Airbus, CFM International beat forecasts with new highs at UK show ing the plane down with a Soviet- era SA-11 missile as it flew from The 2014 Farnborough Interna- Farnborough International Airshow: Major orders* tional Airshow closed its doors Amsterdam to Kuala Lumpur. Airframer Customer Order Value¹ last week safe in the knowledge Boeing 777 Qatar Airways 50 777-9X $19bn Record show for CFM Int’l that it had broken records on many fronts - not least on total Boeing 777, 737 Air Lease 6 777-300ER, 20 737 MAX $3.9bn CFM International, the 50/50 orders and commitments for Air- Airbus A320 family SMBC 110 A320neo, 5 A320 ceo $11.8bn joint company between Snec- bus and Boeing aircraft, which ma (Safran) and GE, celebrated Airbus A320 family Air Lease 60 A321neo $7.23bn hit a combined $115.5bn at list record sales worth some $21.4bn Embraer E-Jet Trans States 50 E175 E2 $2.4bn prices for 697 aircraft - over 60% at Farnborough. -

AED Fleet Contact List
AED Fleet Contact List September 2021 Make Model Primary Office Operations - Primary Operations - Secondary Avionics - Primary Avionics - Secondary Maintenance - Primary Maintenance - Secondary Air Tractor All Models MKC Persky, David (FAA) Hawkins, Kenneth (FAA) Marsh, Kenneth (FAA) Rockhill, Thane D (FAA) BadHorse, Jim (FAA) Airbus A300/310 SEA Hutton, Rick (FAA) Dunn, Stephen H (FAA) Gandy, Scott A (FAA) Watkins, Dale M (FAA) Patzke, Roy (FAA) Taylor, Joe (FAA) Airbus A318-321 CEO/NEO SEA Culet, James (FAA) Elovich, John D (FAA) Watkins, Dale M (FAA) Gandy, Scott A (FAA) Hunter, Milton C (FAA) Dodd, Mike B (FAA) Airbus A330/340 SEA Culet, James (FAA) Robinson, David L (FAA) Flores, John A (FAA) Watkins, Dale M (FAA) DiMarco, Joe (FAA) Johnson, Rocky (FAA) Airbus A350 All Series SEA Robinson, David L (FAA) Culet, James (FAA) Watkins, Dale M (FAA) Flores, John A (FAA) Dodd, Mike B (FAA) Johnson, Rocky (FAA) Airbus A380 All Series SEA Robinson, David L (FAA) Culet, James (FAA) Flores, John A (FAA) Watkins, Dale M (FAA) Patzke, Roy (FAA) DiMarco, Joe (FAA) Aircraft Industries All Models, L-410 etc. MKC Persky, David (FAA) McKee, Andrew S (FAA) Marsh, Kenneth (FAA) Pruneda, Jesse (FAA) Airships All Models MKC Thorstensen, Donald (FAA) Hawkins, Kenneth (FAA) Marsh, Kenneth (FAA) McVay, Chris (FAA) Alenia C-27J LGB Nash, Michael A (FAA) Lee, Derald R (FAA) Siegman, James E (FAA) Hayes, Lyle (FAA) McManaman, James M (FAA) Alexandria Aircraft/Eagle Aircraft All Models MKC Lott, Andrew D (FAA) Hawkins, Kenneth (FAA) Marsh, Kenneth (FAA) Pruneda, -

CAA - Airworthiness Approved Organisations
CAA - Airworthiness Approved Organisations Category BCAR Name British Balloon and Airship Club Limited (DAI/8298/74) (GA) Address Cushy DingleWatery LaneLlanishen Reference Number DAI/8298/74 Category BCAR Chepstow Website www.bbac.org Regional Office NP16 6QT Approval Date 26 FEBRUARY 2001 Organisational Data Exposition AW\Exposition\BCAR A8-15 BBAC-TC-134 ISSUE 02 REVISION 00 02 NOVEMBER 2017 Name Lindstrand Technologies Ltd (AD/1935/05) Address Factory 2Maesbury Road Reference Number AD/1935/05 Category BCAR Oswestry Website Shropshire Regional Office SY10 8GA Approval Date Organisational Data Category BCAR A5-1 Name Deltair Aerospace Limited (TRA) (GA) (A5-1) Address 17 Aston Road, Reference Number Category BCAR A5-1 Waterlooville Website http://www.deltair- aerospace.co.uk/contact Hampshire Regional Office PO7 7XG United Kingdom Approval Date Organisational Data 30 July 2021 Page 1 of 82 Name Acro Aeronautical Services (TRA)(GA) (A5-1) Address Rossmore38 Manor Park Avenue Reference Number Category BCAR A5-1 Princes Risborough Website Buckinghamshire Regional Office HP27 9AS Approval Date Organisational Data Name British Gliding Association (TRA) (GA) (A5-1) Address 8 Merus Court,Meridian Business Reference Number Park Category BCAR A5-1 Leicester Website Leicestershire Regional Office LE19 1RJ Approval Date Organisational Data Name Shipping and Airlines (TRA) (GA) (A5-1) Address Hangar 513,Biggin Hill Airport, Reference Number Category BCAR A5-1 Westerham Website Kent Regional Office TN16 3BN Approval Date Organisational Data Name -

DESCRIPTION Fokker 50
Fokker 50 - Power Plant DESCRIPTION The aircraft is equipped with two Pratt and Whitney PW 125B turboprop engines, which are enclosed, in wing-mounted nacelles. Each engine drives a Dowty Rotol six-bladed reversible- pitch constant-speed propeller. The engine is essentially a twin-spool turbojet combined with a free power-turbine assembly, which drives the reduction gearbox and propeller via a third concentric shaft. Engine layout Air intake The air intake is located below the propeller spinner. The intake has an anti-icing system. Combustion section The combustion section comprises an annular combustion chamber, fourteen fuel nozzles, and two igniters. Fuel control is through combined mechanical and electronic control systems. High pressure spool This spool comprises a centrifugal compressor and a single stage axial turbine. HP-spool rpm (NH) is governed by fuel metering. The spool drives the HP fuel pump and the lubrication oil pumps. Low pressure spool This spool comprises a centrifugal compressor and a single stage axial turbine. The LP spool is ungoverned; it is free to adapt itself to the operating conditions. LP-spool rpm is designated NL. To ease the gas flow paths and to minimize the gyroscopic moment, the LP spool rotates in a direction opposite to the HP spool and power-turbine shaft. Power turbine The two-stage axial power turbine drives the propeller via the reduction gearbox. The propeller shaft line is set above the engine shaft centerline. Propeller rpm is designated NP. The reduction gearbox also drives an integrated drive generator, a hydraulic pump, a propeller-pitch-control oil pump, a propeller overspeed governor, and the NP indicator. -
The Connection
The Connection ROYAL AIR FORCE HISTORICAL SOCIETY 2 The opinions expressed in this publication are those of the contributors concerned and are not necessarily those held by the Royal Air Force Historical Society. Copyright 2011: Royal Air Force Historical Society First published in the UK in 2011 by the Royal Air Force Historical Society All rights reserved. No part of this book may be reproduced or transmitted in any form or by any means, electronic or mechanical including photocopying, recording or by any information storage and retrieval system, without permission from the Publisher in writing. ISBN 978-0-,010120-2-1 Printed by 3indrush 4roup 3indrush House Avenue Two Station 5ane 3itney O72. 273 1 ROYAL AIR FORCE HISTORICAL SOCIETY President 8arshal of the Royal Air Force Sir 8ichael Beetham 4CB CBE DFC AFC Vice-President Air 8arshal Sir Frederick Sowrey KCB CBE AFC Committee Chairman Air Vice-8arshal N B Baldwin CB CBE FRAeS Vice-Chairman 4roup Captain J D Heron OBE Secretary 4roup Captain K J Dearman 8embership Secretary Dr Jack Dunham PhD CPsychol A8RAeS Treasurer J Boyes TD CA 8embers Air Commodore 4 R Pitchfork 8BE BA FRAes 3ing Commander C Cummings *J S Cox Esq BA 8A *AV8 P Dye OBE BSc(Eng) CEng AC4I 8RAeS *4roup Captain A J Byford 8A 8A RAF *3ing Commander C Hunter 88DS RAF Editor A Publications 3ing Commander C 4 Jefford 8BE BA 8anager *Ex Officio 2 CONTENTS THE BE4INNIN4 B THE 3HITE FA8I5C by Sir 4eorge 10 3hite BEFORE AND DURIN4 THE FIRST 3OR5D 3AR by Prof 1D Duncan 4reenman THE BRISTO5 F5CIN4 SCHOO5S by Bill 8organ 2, BRISTO5ES