Possibilities for Reducing CO and TOC Emissions in Thermal Waste Treatment Plants: a Case Study
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Combustion, Thermal Treatment, & Air Pollution Control Engineering
Call us today at 865.694.7517 | Email: [email protected] Web: www.focusenv.com Combustion, Thermal Treatment, & Air Pollution Control Engineering Capabilities OVERVIEW evaluate fans, ductwork, hooding, and general air Focus personnel have extensive experience in the handling systems. design, evaluation, and operation of combustion Emissions Estimates and Waste Characterization systems and associated air pollution control equipment for our clients. This Focus engineers have extensive experience estimating capability extends to emissions from processes including estimation of virtually all kinds of removal efficiencies across various types of air processes and air pollution control systems using both theoretical and pollution control real world estimation techniques. Focus maintains a equipment. Hands-on stack testing database to verify emissions estimates experience enables us to very effectively evaluate and generated for specific applications. These estimates recommend alternative/comparable energy sources as form the basis for air permit applications and design. well as troubleshoot combustion problems and air For the proper design of any treatment system, an pollution control equipment. accurate accounting of all process inputs is an Focus has experience with the following combustion essential requirement. Focus has developed special equipment applications: expertise and engineering analytical tools to ensure emissions and wastes are adequately characterized, Hospital / Medical / Infectious Waste Incinerators categorized, and inventoried. -

Integrated Thermal Treatment Systems Study U.S. Department of Energy Internal Review Panel Report
DOE/EM —0268-96003365 Integrated Thermal Treatment Systems Study U.S. Department of Energy Internal Review Panel Report April 1995 Cudahy, J. Escarda, T. Gimpel, R. Huffman, G. Kolts, J. Musgrave, D. Peters, R. Seeker, R. Swartz, V. Torbert, M. Vavruska, J. U.S. Department of Energy Assistant Secretary for Environmental Management r 5 j Office of Technology Development - •* « ,^ ~ r i" • x Washington DC, 20585 j "^ ' [^ , DISTRIBUTION OF THIS DOCUMENT IS UNLIMITED INTEGRATED THERMAL TREATMENT SYSTEMS STUDY INTERNAL REVIEW PANEL REPORT EXECUTIVE SUMMARY The U.S. Department of Energy's (DOE's) Office of Technology Development (OTD) commissioned two studies to uniformly evaluate nineteen thermal treatment technologies. These studies were called the Integrated Thermal Treatment System (ITTS) Phase I and Phase II. With the advice and guidance of the DOE Office of Environmental Management's (EM's) Mixed Waste Focus Group, OTD formed an ITTS Internal Review Panel, composed of scientists and engineers from throughout the DOE complex, the U.S. Environmental Protection Agency (EPA), the California EPA, and private experts. The Panel met from November 15-18, 1994, to review and comment on the ITTS studies, to make recommendations on the most promising thermal treatment systems for DOE mixed low level wastes (MLLW), and to make recommendations on research and development necessary to prove the performance of the technologies on MLLW. The ITTS evaluated thermal treatment technologies integrated into systems that could likely be implemented as regional treatment facilities for MLLW typical of that in the DOE complex. The Panel's primary observations are: Thermal Treatment Technologies • The integrated systems that appear to have the most versatility (capability to treat a wide variety of waste) include variations of the rotary kiln, plasma arc, and direct vitrification. -

In Situ Thermal Treatment Methods
United States Office of Solid Waste and EPA 542-F-01-012 Environmental Protection Emergency Response May 2001 Agency (5102G) www.epa.gov/superfund/sites www.cluin.org A Citizen’s Guide to In Situ Thermal Treatment Methods EPA uses many methods to clean up pollution at Superfund and other sites. Some, like in situ thermal treatment methods, are considered new or innovative. Such methods can be quicker and cheaper than more common methods. If you live, work, or go to school near a Superfund site, you may want to learn more about cleanup methods. Perhaps they are being used or are proposed for use at your site. How do they work? Are they safe? This Citizen’s Guide is one in a series to help answer your questions. ? What are in situ thermal treatment methods? In situ thermal treatment methods, in general, are ways to move or mobilize harmful chemicals through soil and groundwater by heating them. The heated chemicals move through the soil and ? groundwater toward underground wells where they are collected and piped to the ground surface. There the chemicals can be treated above ground by one of the many cleanup methods available. How do they work? All thermal methods work by heating polluted soil and groundwater. The heat helps push chemicals through the soil toward collection wells. The heat also can destroy or evaporate certain types of chemicals. When they evaporate, the chemicals change into gases, which move more easily through the soil. Collection wells capture the harmful chemicals and gases and pipe them to the ground surface for cleanup. -

LCA of Thermal Conversion of Poultry Litter at BMC Moerdijk
LCA of thermal conversion of poultry litter at BMC Moerdijk LCA of thermal conversion of poultry litter at BMC Moerdijk Authors: Lonneke de Graaff Ingrid Odegard Sanne Nusselder Delft, CE Delft, March 2017 Publication code: 17.2H94.01 Energy technology / Biomass / Animal manure / Poultry/ Thermal treatment / Electricity / Ash / LCA / Environmental factors Commissioned by: BMC Moerdijk All public CE publications are available at www.cedelft.eu More information on this study can be obtained from the project leader Lonneke de Graaff. © copyright, CE Delft, Delft CE Delft Committed to the Environment CE Delft draagt met onafhankelijk onderzoek en advies bij aan een duurzame samenleving. Wij zijn toonaangevend op het gebied van energie, transport en grondstoffen. Met onze kennis van techniek, beleid en economie helpen we overheden, NGO’s en bedrijven structurele veranderingen te realiseren. Al 35 jaar werken betrokken en kundige medewerkers bij CE Delft om dit waar te maken. 1 March 2017 – LCA of thermal conversion of poultry litter at BMC Moerdijk Contents Summary 5 1 Introduction 12 2 Methodology 13 2.1 Aim and intended readership 13 2.2 ISO standard 13 2.3 Function and functional unit 14 2.4 Routes 14 2.5 System boundaries 16 2.6 Environmental impact categories 17 2.7 LCA method – further scope definition 18 2.8 Nutrient balance method 19 2.9 Software and databases 20 3 Inventory and data quality 21 3.1 Carbon fixation inventory 21 3.2 Fertilizer substitution inventory 22 3.3 Inventory and data quality per route 23 4 Nutrient balance 27 -
Trends and Drivers in Alternative Thermal Conversion of Waste
Trends and drivers in alternative thermal conversion of waste IEA Bioenergy: Task 36 September 2020 xxxx: xx IEA Bioenergy: Task XX Month Year xxxx: xx Trends and drivers in alternative thermal conversion of waste Dieter Stapf, Giovanni Ciceri, Inge Johansson Corresponding author: Dieter Stapf, Karlsruhe Institute of Technology (KIT) Acknowledgement: Funding of the BKV-study on Thermal processes for feedstock recycling of plastics waste by BKV GmbH and Plastics Europe AISBL is greatfully acknowledged. IEATitle Bioenergy: of publication Task 36 SubtitleSeptember of publication 2020 Authors and / or acknowledgements here Edited by Copyright © 2020 IEA Bioenergy. All rights Reserved Published by IEA Bioenergy The IEA Bioenergy Technology Collaboration Programme (TCP) is organised under the auspices of the International Energy Agency (IEA) but is functionally and legally autonomous. Views, findings and publications of the IEA Bioenergy TCP do not necessarily represent the views or policies of the IEA Secretariat or its individual member countries Abstract IEA bioenergy Task 36 “Material and energy valorisation of waste in a circular economy” prepared this report about trends in waste management for the example of municipal solid waste (MSW). Within the waste hierarchy, recycling is given preference over recovery, and waste-to-energy (WtE) conversion is given preference over landfilling. MSW is non-hazardous household and commercial waste, of which more than one third typically is biogenic in origin. Incineration represents the state-of-the-art WtE technology; alternative thermal treatment technologies such as gasification and pyrolysis have had far fewer applications to MSW due to economic factors and relatively low technology readiness. This is a situation that is currently changing. -

Thermal Treatment of Waste Guidelines (2014)
Thermal Treatment of Waste Guidelines 2014 May 2014 Introduction and Scope The Thermal treatment of waste guidelines 2014 (“the 2014 guidelines”) set out SEPA’s approach to permitting thermal treatment of waste facilities and our role as a statutory consultee of the land use planning system. They update and replace SEPA’s Thermal treatment of waste guidelines 2009. The 2014 guidelines are aimed at those involved in the land use planning system, local authority waste managers, the waste industry and SEPA staff. They will also promote public understanding of SEPA’s approach to both planning applications and environmental licensing. The guidelines apply (but without excluding other potential thermal recovery technologies) to the treatment of municipal and/or commercial and industrial waste by combustion, gasification, pyrolysis, plasma systems and anaerobic digestion (“AD”). While AD plants are not strictly thermal treatment plants, we believe the biogas produced should be used in the most energy efficient way. For this reason AD plants are included within the guidelines but only in respect of the use of the biogas. The guidelines describe what is expected from developers in order to comply with the Pollution Prevention and Control (Scotland) Regulations 2012 (“PPC Regulations”) and provide advice on the type of information SEPA requires when determining permits. The practical implications of the PPC Regulations and these guidelines are that plants should: • be designed, equipped and operated using Best Available Techniques and in such a manner that the requirements of the Industrial Emissions Directive (2010/75/EC) (“IED”) are met and ensure that no significant pollution is caused; • only recover energy from waste which has been subject to all reasonably practicable measures to recover materials for recycling. -

Technical Review of Municipal Solid Waste Thermal Treatment Practices
WASTE TO ENERGY A Technical Review of Municipal Solid Waste Thermal Treatment Practices FINAL REPORT Prepared for: Environmental Quality Branch Environmental Protection Division 3rd Floor 2975 Jutland Road Victoria, BC V8T 5J9 Attention: Christine Woodhouse Prepared by: Stantec 4370 Dominion Street, Suite 500 Burnaby, BC V5G 4L7 Tel: (604) 436-3014 Fax: (604) 436-3752 Project No.: 1231-10166 Date: March 2011 Waste to Energy A Technical Review of Municipal Solid Waste Thermal Treatment Practices Final Report Executive Summary EXECUTIVE SUMMARY The province of British Columbia is committed to achieving ambitious goals for sustainable environmental management, including realizing greenhouse gas reductions, leading the world with the best air quality bar none and ensuring municipal solid waste (MSW) is managed to minimize environmental impacts. Representing approximately 3% of the province‟s available biomass resources, a portion of the municipal solid waste stream is a bioenergy source produced in all our communities that has the potential to be used as a fuel supply for the generation of electricity or for the generation of hot water or steam for community energy systems. Anticipating increased interest in Waste to Energy (WTE) projects, the province is considering updates and revisions to the 1991 Emission Criteria for Municipal Solid Waste Incinerators. This WTE background report supports the Ministry of Environment‟s scoping phase, and is intended to be used as a supporting document for subsequent steps, including preparation of emission guidelines. This background report addresses the concept of what constitutes good performance, based on best practices in the WTE field in order to provide guidance on potential stack emissions limits and the design and operation of WTE facilities. -
Solid Waste Management Through the Application of Thermal Methods
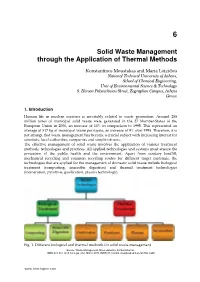
6 Solid Waste Management through the Application of Thermal Methods Konstantinos Moustakas and Maria Loizidou National Technical University of Athens, School of Chemical Engineering, Unit of Environmental Science & Technology 9, Heroon Polytechniou Street, Zographou Campus, Athens Greece 1. Introduction Human life in modern societies is inevitably related to waste generation. Around 255 million tones of municipal solid waste were generated in the 27 Member-States of the European Union in 2006, an increase of 13% in comparison to 1995. This represented an average of 517 kg of municipal waste per capita, an increase of 9% over 1995. Therefore, it is not strange that waste management has become a crucial subject with increasing interest for scientists, local authorities, companies and simple citizens. The effective management of solid waste involves the application of various treatment methods, technologies and practices. All applied technologies and systems must ensure the protection of the public health and the environment. Apart from sanitary landfill, mechanical recycling and common recycling routes for different target materials, the technologies that are applied for the management of domestic solid waste include biological treatment (composting, anaerobic digestion) and thermal treatment technologies (incineration, pyrolysis, gasification, plasma technology). Fig. 1. Different biological and thermal methods for solid waste management Source: Waste Management, Book edited by: Er Sunil Kumar, ISBN 978-953-7619-84-8, pp. 232, March 2010, INTECH, Croatia, downloaded from SCIYO.COM www.intechopen.com 90 Waste Management This chapter focuses on the description of the alternative thermal practices for municipal solid waste management. Thermal methods for waste management aim at the reduction of the waste volume, the conversion of waste into harmless materials and the utilization of the energy that is hidden within waste as heat, steam, electrical energy or combustible material. -

Technical and Environmental Comparison Among Different Municipal Solid Waste Management Scenarios
sustainability Article Technical and Environmental Comparison among Different Municipal Solid Waste Management Scenarios Deborah Panepinto * and Mariachiara Zanetti Department of Engineering for Environment, Land and Infrastructures (DIATI), Politecnico di Torino, 10129 Torino, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-011-090-7660 Abstract: In order to determine the optimal final destination of municipal solid waste, it is necessary to consider both monetary costs and environmental externalities, as well as the local availability of waste-processing industrial infrastructure. The paper examines the results obtained from a technical, economic, and environmental comparison between different scenarios for waste management: in particular, the solutions of gasification and pyrolysis were studied and, afterwards, were compared with direct combustion in incineration plant (from the point of view of the thermal treatment) and final disposal in landfill. In order to perform this analysis, 19 plants operating on full scale were analyzed. The comparison took into account environmental, energy, and economic aspects. From the environmental and energetical point of view, the tool of mass and energy balance was used to address some key environmental aspects. In particular, some indexes were defined in order to perform a comparison among the different analyzed solutions. As concerns the economic point of view, conventional economic criteria were considered. The analysis showed advantages for the examined thermal treatment solutions. The comparison methodology that has been defined can establish a more general useful approach in order to help the definition of the best solution for waste Citation: Panepinto, D.; Zanetti, M. management planning. Technical and Environmental Comparison among Different Keywords: municipal solid waste (MSW) disposal; thermal treatment; landfill; environmental Municipal Solid Waste Management aspects; economic aspects Scenarios. -

Thermal Treatment of PFAS in Environmental Media: a Review of the State-Of-The-Science
Thermal Treatment of PFAS in Environmental Media: A review of the state-of-the-science Marc A. Mills, Ph.D. and Diana Bless USEPA ORD Kavitha Dasu, Ph.D., Dinusha P. Siriwardena, Ph.D., Amy Dindal Battelle Memorial Institute PFAS Background • Per- and polyfluoroalkyl substances (PFAS) are a group of man-made chemicals that have been in use since the 1940s. • PFAS are (or have been) found in a wide array of consumer products like cookware, food packaging, and stain and water repellants used in fabrics, carpets and outerwear. • PFAS can also be found at manufacturing and processing facilities, and airports and military installations that use firefighting foams which contain PFAS. • Because of their widespread use and environmental persistence, most people have been exposed. • Some PFAS chemicals can accumulate and can stay in the human body for long periods of time. • There is evidence that exposure to certain PFAS may lead to adverse health effects. 2 Purpose of this workshop • Due to the unique and atypical properties of PFAS, there is a need for research, development, and implementation of existing and innovative technologies to effectively treat PFAS in contaminated media. • Thermal treatment technologies are common remediation approaches for contaminated media and waste. • Limited information exists on the efficacy, potential atmospheric emissions, operational conditions, costs, etc. for thermal treatment technologies specifically targeted for PFAS. • The purpose of this workshop is to review the state-of-the-science review on thermal -

Incineration Fly Ash and Its Treatment to Possible Utilization: a Review
energies Review Incineration Fly Ash and Its Treatment to Possible Utilization: A Review Altaf Hussain Kanhar, Shaoqing Chen and Fei Wang * State Key Laboratory of Clean Energy Utilization, Zhejiang University, Hangzhou 310027, China; [email protected] (A.H.K.); [email protected] (S.C.) * Correspondence: [email protected]; Tel.: +86-571-87952628; Fax: +86-571-87952438 Received: 29 October 2020; Accepted: 9 December 2020; Published: 17 December 2020 Abstract: Incineration has gained popularity over landfill as a key solution for the reduction of massively increasing volumes of municipal solid waste (MSW) generation worldwide and in particular China. However, it is not the end solution. The disposal of the incineration residues, which are enriched with a wide range of heavy metals and soluble salts, has become a challenge for the environmental managers. The aim of this study was to review the increasing urbanization and its repercussion on waste generation in China; waste management options were compared for possible environmentally friendly considerations. Treatment techniques of incineration fly ash were discussed to determine the effectiveness of obtaining environmentally stable material, and, finally, possible applications of incineration fly ash for utilization were discussed based on identifying the processing suitability, performance and environmental impact of incineration fly ash for its applications. Keywords: municipal solid waste; incineration; fly ash; urbanization; heavy metals; treatment techniques 1. Introduction In 2016, around 2.01 billion tons of solid waste was generated worldwide. With increasing population, urban expansion and industrialization, the annual waste generation is expected to increase by 70% in the coming two decades [1]. Chinese urban expansion is increasing year by year and so is the generation of municipal solid waste. -

Thermal Treatment of Industrial Wastewater
MATEC Web of Conferences 23, 001 65 (2015) / / DOI: 10.1051 matecconf 201523001 65 C Owned by the authors, published by EDP Sciences, 2015 THERMAL TREATMENT OF INDUSTRIAL WASTEWATER Olga V. Vysokomornayaa, Julia E. Balakhnina, M. V. Shikhman National Research Tomsk Polytechnic University, 634050 Tomsk, Russia Abstract. The paper provides an overview on the major methods of thermal wastewater treatment in the power industry. Here, we present the main advantages and disadvantages of methods based on the concentration of inorganic substances (evaporation or distillation) or the burning of organic compounds (combustion neutralization). The study suggests the possible future directions for the development of thermal wastewater treatment. 1. Introduction To date, there is a constant increase in production capacity in various sectors of world industry. This leads to more intensive environmental pollution. Nowadays, anthropogenic impact on the environment, including the hydrosphere, is not compensated by biosphere cleaning processes to the necessary extent. The problem of the rational use of water and its cleaning from various contaminants is becoming more and more urgent under modern conditions [1–3]. Wastewater contaminants are characterized by considerable variety. Moreover, the composition and concentration of such contaminants is dependent mainly on the technological process. Therefore, wastewater treatment methods vary. The study [4] suggested that one of the major industries in Russia, which is characterized by a significant amount of wastewater discharge (about 50% of all discharges), is the power industry. Power plant wastewater contain calcium and magnesium carbonates, ash, soot, corrosive acids, sulfates, ammonia, hydrazine, arsenic, vanadium, oil, petroleum products, and etc. In particular, it is possible to remove these impurities by thermal wastewater treatment.