Study on Mechanical Bearing Strength and Failure Modes of Composite Materials for Marine Structures
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Simulation and Modeling of the Hydrodynamic, Thermal, and Structural Behavior of Foil Thrust Bearings
Simulation and Modeling of the Hydrodynamic, Thermal, and Structural Behavior of Foil Thrust Bearings by Robert Jack Bruckner Submitted in partial fulfillment of the requirements For the degree of Doctor of Philosophy Dissertation Advisor: Dr. Joseph M. Prahl Department of Mechanical and Aerospace Engineering CASE WESTERN RESERVE UNIVERSITY August, 2004 Dedications All of the work leading to and included in these pages is dedicated to the loving support of my family, Lisa, Eric, and Elisabeth Table of Contents CHAPTER 1 Introduction to Foil Bearings .........................................................................................17 1.1 Historical Context of Hydrodynamics.............................................................17 1.2 Foil Bearing State of the Art...........................................................................19 1.3 Aviation Turbofan Engine Application...........................................................22 1.4 Typical Geometries and Characteristics of Foil Thrust Bearings.....................23 CHAPTER 2 Development of the Governing Equations......................................................................29 2.1 The Generalized Foil Bearing Problem...........................................................29 2.2 Reynolds Equation .........................................................................................29 2.2.1 Development from Mass and Momentum Conservation..............................29 2.2.3 Cylindrical (Thrust Pad) Form of Reynolds Equation .................................40 -

Chapter 5 Footing Design
Chapter 5 Footing Design By S. Ali Mirza1 and William Brant2 5.1 Introduction Reinforced concrete foundations, or footings, transmit loads from a structure to the supporting soil. Footings are designed based on the nature of the loading, the properties of the footing and the properties of the soil. Design of a footing typically consists of the following steps: 1. Determine the requirements for the footing, including the loading and the nature of the supported structure. 2. Select options for the footing and determine the necessary soils parameters. This step is often completed by consulting with a Geotechnical Engineer. 3. The geometry of the foundation is selected so that any minimum requirements based on soils parameters are met. Following are typical requirements: • The calculated bearing pressures need to be less than the allowable bearing pressures. Bearing pressures are the pressures that the footing exerts on the supporting soil. Bearing pressures are measured in units of force per unit area, such as pounds per square foot. • The calculated settlement of the footing, due to applied loads, needs to be less than the allowable settlement. • The footing needs to have sufficient capacity to resist sliding caused by any horizontal loads. • The footing needs to be sufficiently stable to resist overturning loads. Overturning loads are commonly caused by horizontal loads applied above the base of the footing. • Local conditions. • Building code requirements. 1 Professor Emeritus of Civil Engineering, Lakehead University, Thunder Bay, ON, Canada. 2 Structural Engineer, Black & Veatch, Kansas City, KS. 1 4. Structural design of the footing is completed, including selection and spacing of reinforcing steel in accordance with ACI 318 and any applicable building code. -

Design for Hydrostatic Bearing of Vertical Type Pump
Transactions of the Korean Nuclear Society Autumn Meeting Gyeongju, Korea, October 29-30, 2015 Design for Hydrostatic Bearing of Vertical Type Pump Kang Soo Kim a, Sung Kyun Kim a, Gyeong Hoi Koo a, Keun Bae Park a aKorea Atomic Energy Research Institute, 989-111 Daedeok-daero, Yuseong-gu, Daejeon *Corresponding author: [email protected] 1. Introduction of sodium(η) at 100 ℃ and 400 ℃ are 0.682 cp, 0.278 cp respectively[2]. 0.278 cp = 0.000278 Pa.s = 0.278×10-9 kg. The primary pump of PGSFR(Prototype Gen IV Sodium sec/mm2. Fast Reactor) performs an important safety function of circulating the coolant across the core to remove the nuclear heat under all operating conditions of the reactor. Design and selection of materials and manufacturing technology for sodium pumps differ to a large extent from conventional pumps because these pumps operate relatively at high temperatures and have high reliability. The configuration of the primary pump of PGSFR is shown in Figure 1. In order to provide guide to the shaft at the bottom part, there is a hydrostatic bearing above the impeller level. In this paper, the FEM(Finite Element Method) analysis was performed to evaluate the unbalance force for the rotary shaft for the design of the hydrostatic bearing and the design methodology and procedures for the hydrostatic bearing are established. Figure 2 FEM model for the unbalance force 2.1 Bearing Pressure Calculation The sodium flow way due to the pressure difference is shown in Figure 3. The sodium discharged from the impellor flows through the diffuser and then, the small part of sodium flows from the diffuser oriffice to the hydrostatic bearing due to the pressure difference. -

Performance of Hydrodynamic Journal Bearing Under the Combined Influence of Textured Surface and Journal Misalignment
Performance of hydrodynamic journal bearing under the combined influence of textured surface and journal misalignment: A numerical survey Belkacem Manser, Idir Belaidi, Abderrachid Hamrani, Sofiane Khelladi, Farid Bakir To cite this version: Belkacem Manser, Idir Belaidi, Abderrachid Hamrani, Sofiane Khelladi, Farid Bakir. Performance of hydrodynamic journal bearing under the combined influence of textured surface and journal misalign- ment: A numerical survey. Comptes Rendus Mécanique, Elsevier Masson, 2019, 347 (2), pp.141-165. 10.1016/j.crme.2018.11.002. hal-02438009 HAL Id: hal-02438009 https://hal.archives-ouvertes.fr/hal-02438009 Submitted on 14 Jan 2020 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Performance of hydrodynamic journal bearing under the combined influence of textured surface and journal misalignment: a numerical survey B. MANSER1;∗; I. BELAIDI1; A. HAMRANI1; S. KHELLADI2 & F. BAKIR2 1 LEMI., FSI., University of M’hamed Bougara, Avenue de I’independance,´ 35000-Boumerdes, Algeria. 2 DynFluid Lab., Arts et Metiers´ ParisTech, 151 boulevard de l’Hopital,ˆ 75013-Paris, France. ∗ Corresponding author : [email protected] Abstract A wisely chosen geometry of micro textures with the favorable relative motion of lubricated surfaces in contacts can enhance tribological characteristics, in this paper, a computational investigation related to the combined influence of bearing surface texturing and journal misalignment on the performances of hydrodynamic journal bearings is reported. -

A Numerical and Experimental Investigation of Taylor Flow Instabilities in Narrow Gaps and Their Relationship to Turbulent Flow
A NUMERICAL AND EXPERIMENTAL INVESTIGATION OF TAYLOR FLOW INSTABILITIES IN NARROW GAPS AND THEIR RELATIONSHIP TO TURBULENT FLOW IN BEARINGS A Dissertation Presented to The Graduate Faculty of The University of Akron In Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy Dingfeng Deng August, 2007 A NUMERICAL AND EXPERIMENTAL INVESTIGATION OF TAYLOR FLOW INSTABILITIES IN NARROW GAPS AND THEIR RELATIONSHIP TO TURBULENT FLOW IN BEARINGS Dingfeng Deng Dissertation Approved: Accepted: _______________________________ _______________________________ Advisor Department Chair Dr. M. J. Braun Dr. C. Batur _______________________________ _______________________________ Committee Member Dean of the College Dr. J. Drummond Dr. G. K. Haritos _______________________________ _______________________________ Committee Member Dean of the Graduate School Dr. S. I. Hariharan Dr. G. R. Newkome _______________________________ _______________________________ Committee Member Date R. C. Hendricks _______________________________ Committee Member Dr. A. Povitsky _______________________________ Committee Member Dr. G. Young ii ABSTRACT The relationship between the onset of Taylor instability and appearance of what is commonly known as “turbulence” in narrow gaps between two cylinders is investigated. A question open to debate is whether the flow formations observed during Taylor instability regimes are, or are related to the actual “turbulence” as it is presently modeled in micro-scale clearance flows. This question is approached by considering the viscous fluid flow in narrow gaps between two cylinders with various eccentricity ratios. The computational engine is provided by CFD-ACE+, a commercial multi-physics software. The flow patterns, velocity profiles and torques on the outer cylinder are determined when the speed of the inner cylinder, clearance and eccentricity ratio are changed on a parametric basis. -
S148–07/08 Table 1804.2; IRC Table R401.4.1
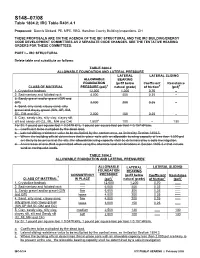
S148–07/08 Table 1804.2; IRC Table R401.4.1 Proponent: Dennis Dickard, PE, MPE, RBO, Hamilton County Building Inspections, OH THESE PROPOSALS ARE ON THE AGENDA OF THE IBC STRUCTURAL AND THE IRC BUILDING/ENERGY CODE DEVELOPMENT COMMITTEES AS 2 SEPARATE CODE CHANGES. SEE THE TENTATIVE HEARING ORDERS FOR THESE COMMITTEES. PART I – IBC STRUCTURAL Delete table and substitute as follows: TABLE 1804.2 ALLOWABLE FOUNDATION AND LATERAL PRESSURE LATERAL LATERAL SLIDING ALLOWABLE BEARING FOUNDATION (psf/f below Coefficient Resistance CLASS OF MATERIAL PRESSURE (psf)d natural grade) of frictiona (psf)b 1. Crystalline bedrock 12,000 1,200 0.70 – 2. Sedimentary and foliated rock 4,000 400 0.35 – 3. Sandy gravel and/or gravel (GW and GP) 3,000 200 0.35 – 4. Sand, silty sand, clayey sand, silty gravel and clayey gravel (SW, SP, SM, SC, GM and GC) 2,000 150 0.25 – 5. Clay, sandy clay, silty clay, clayey silt, silt and sandy silt (CL, ML, MH and CH) 1,500c 100 -- 130 For SI: 1 pound per square foot = 0.0479 kPa, 1 pound per square foot per foot = 0.157 kPa/m. a. Coefficient to be multiplied by the dead load. b. Lateral sliding resistance value to be multiplied by the contact area, as limited by Section 1804.3. c. Where the building official determines that in-place soils with an allowable bearing capacity of less than 1,500 psf are likely to be present at the site, the allowablebearing capacity shall be determined by a soils investigation. d. An increase of one-third is permitted when using the alternate load combinations in Section 1605.3.2 that include wind or earthquake loads. -

Report R807 (PDF, 501.14KB)
The University of Sydney Department of Civil Engineering Sydney NSW 2006 AUSTRALIA http://www.civil.usyd.edu.au Centre for Geotechnical Research Research Report No. R807 DEEP PENETRATION OF STRIP AND CIRCULAR FOOTINGS INTO LAYERED CLAYS By Changxin Wang, BE, ME John P. Carter, BE, PhD, FIEAust, MASCE May 2001 DEEP PENETRATION OF STRIP AND CIRCULAR FOOTINGS INTO LAYERED CLAYS Research Report No R807 Changxin Wang, BE, ME John P.Carter, BE, PhD, FIEAust, MASCE The University of Sydney Department of Civil Engineering Centre for Geotechnical Research http://www.civil.usyd.edu.au ABSTRACT The bearing behaviour of footings on layered soils has received significant attention from researchers, but most of the reported studies are limited to footings resting on the surface of the soil and are based on the assumption of small deformations. In this paper, large deformation analyses, simulating the penetration of strip and circular footings into two-layered clays, are described. The upper layer was assumed to be stronger than the lower layer. The importance of large deformation analysis for this problem is illustrated by comparing the small and large deformation predictions. The bearing behaviour is discussed and the undrained bearing capacity factors are given for various cases involving different layer thicknesses and different ratios of the undrained shear strengths of the two clay layers. The development of the plastic zones and the effect of soil self-weight on the bearing capacity are also discussed in the report. Keywords: large deformation, penetration, strip footing, circular footing, layered clays, bearing capacity Deep Penetration of Strip and Circular Footings Into Layered Clays May, 2001 Copyright Notice Department of Civil Engineering, Research Report R807 Deep penetration of strip and circular footings into layered clays © 2001 C.X. -

Numerical Simulation of Internal Self-Controlled Restrictor Hydrostatic Bearing with Discrete Oil Pocket Area SONG Yanming, YANG
Advances in Engineering Research, volume 121 2nd International Conference on Advances in Materials, Mechatronics and Civil Engineering (ICAMMCE 2017) Numerical Simulation of Internal Self-Controlled Restrictor Hydrostatic Bearing with Discrete Oil Pocket Area SONG Yanming, YANG Yang, ZHAO Gang School of Mechanical Engineering and Automation, Beihang University, Beijing 100191, China Key words: numerical simulation, pressure field, velocity filed, self-controlled restrictor hydrostatic bearing, discrete oil pocket area Abstract: The computational fluid dynamics (CFD) method was used to establish the model of internal self-controlled restrictor hydrostatic bearing with discrete oil pocket area. The pressure field and velocity filed were calculated with different supply pressures and eccentricity ratios by the numerical simulation. The simulation results indicate that the load capacity of film increases with the supply pressure growing. The pressure in the lower oil pocket is larger than that in upper one. The flow also increases with supply pressure growing, but little relationship with the eccentricity. The bearing at the diameter of 200mm is designed and manufactured. The operation tests demonstrate that the pressure and velocity plot in the pocket is similar to the simulation one. 1 Introduction Internal self-controlled restrictor hydrostatic bearing is placed in a fluid form bearing support within the bearing body, using the throttle gap with the outer surface of the spindle surface formed in the body of the fluid medium is throttled(Guo,2007). Because of the variable throttle ratio, making the self-controlled hydrostatic bearing has a large load capacity and high film rigidity. The simple restrictor hydrostatic bearing is increasingly used in high-precision machine tools and processing equipment(Yoshimoto,1993). -
Geotechnical Engineering Circular No. 6 6
Technical Report Documentation Page 1. Report No. 2. Government Accession No. 3. Recipient’s Catalog No. FHWA-SA-02-054 4. Title and Subtitle 5. Report Date September 2002 GEOTECHNICAL ENGINEERING CIRCULAR NO. 6 6. Performing Organization Code Shallow Foundations 7. Author(s) 8. Performing Organization Report No. Robert E. Kimmerling 9. Performing Organization Name and Address 10. Work Unit No. (TRAIS) PanGEO, Inc. th 3414 N.E. 55 Street 11. Contract or Grant No. Seattle, Washington 98105 DTFH61-00-C-00031 12. Sponsoring Agency Name and Address 13. Type of Report and Period Covered Office of Bridge Technology Technical Manual Federal Highway Administration 14. Sponsoring Agency Code HIBT, Room 3203 400 Seventh Street, S.W. Washington, D.C. 20590 15. Supplementary Notes Contracting Officer’s Technical Representative: Chien-Tan Chang (HIBT) FHWA Technical Consultant: Jerry DiMaggio (HIBT) 16. Abstract This document is FHWA’s primary reference of recommended design and procurement procedures for shallow foundations. The Circular presents state-of-the-practice guidance on the design of shallow foundation support of highway bridges. The information is intended to be practical in nature, and to especially encourage the cost-effective use of shallow foundations bearing on structural fills. To the greatest extent possible, the document coalesces the research, development and application of shallow foundation support for transportation structures over the last several decades. Detailed design examples are provided for shallow foundations in several bridge support applications according to both Service Load Design (Appendix B) and Load and Resistance Factor Design (Appendix C) methodologies. Guidance is also provided for shallow foundation applications for minor structures and buildings associated with transportation projects. -

PRESSURE DISTRIBUTION and FRICTION COEFFICIENT of HYDRODYNAMIC JOURNAL BEARING 1Mr.Akash S
PRESSURE DISTRIBUTION AND FRICTION COEFFICIENT OF HYDRODYNAMIC JOURNAL BEARING 1Mr.Akash S. Patil, 2Mr.Kaustubh S. Zambre, 3 4 Mr.Pramod R. Mali, Prof.N.D.Patil 1,2,3 B.E. Mechanical Dept. P.V.P.I.T, Budhgaon, (India) 4 Assistant Professor, Mechanical Dept. P.V.P.I.T, Budhgaon, (India) ABSTRACT The research approach of this paper is.A journal bearing supports the load in radial direction and which is working on hydrodynamic lubrication.Lubricated journal bearings present a common challenge for construction equipment manufacturers in the world. The common design methodology is based on actual data and has worked very well historically because the industries and governments have accepted that bearings in construction equipment need frequent lubrication and exchange of worn parts. These requirements call for better methods of designing lubricated journal bearings.The aim of the carried work is to develop data for better design methods for lubricated journal bearing design used in heavy duty construction equipment machines, in order to prolong life and lubrication intervals. Keywords: Friction coefficient, Hydrodynamic Lubrication, Journal bearings, Pressuregeneration, Sliding Surfaces I INTRODUCTION During the past fewyears hydrodynamic journal bearings have got great attention from analytical and practical engineers. Due to wide range of engineering application such as pumps, compressors, turbines, nuclear reactors, precision machine tools, the growth of journal bearing technology increases in considerable amount. Fluid film lubrication is hydrodynamic phenomenon characterized by a lubricant flowing in narrow gap between closely spaced surfaces; it avoids solid to solid contact and thus reduces friction and wear in significant amount which results in increases component life. -

A Refined Formula for the Allowable Bearing Pressure in Soils and Rocks Using Shear Wave Velocities
Earthquake–Soil Interaction 233 A refined formula for the allowable bearing pressure in soils and rocks using shear wave velocities S. S. Tezcan & Z. Ozdemir Bogazici University, Istanbul, Turkey Abstract Based on a variety of case histories of site investigations, including extensive bore hole data, laboratory testing and geophysical prospecting at more than 550 construction sites, an empirical formulation is proposed for the rapid determination of allowable bearing pressure of shallow foundations in soils and rocks. The proposed expression is corroborated consistently by the results of the classical theory and its application is proven to be rapid and reliable. Plate load tests have been also carried out at three different sites, in order to further confirm the validity of the proposed method. The latter incorporates only two soil parameters, namely, the in situ measured shear wave velocity and the unit weight. The unit weight may also be determined with sufficient accuracy by means of other proposed empirical expressions, using P or S-wave velocities. It is indicated that once the shear and P-wave velocities are measured in situ by an appropriate geophysical survey, the allowable bearing pressure as well as the coefficient of subgrade reaction and many other elasticity parameters may be determined rapidly and reliably. Keywords: shear wave velocity, shallow foundations, allowable bearing pressure, dynamic technique, soils and rocks. 1 Introduction Professor Schulze [1], a prominent historical figure in soil mechanics and foundation -
Foundations - Theory and Design
Module 11 Foundations - Theory and Design Version 2 CE IIT, Kharagpur Lesson 29 Design of Foundations Version 2 CE IIT, Kharagpur Instructional Objectives: At the end of this lesson, the student should be able to: • understand and apply the design considerations to satisfy the major and other requirements of the design of foundations, • design the plain concrete footings, isolated footings for square and rectangular columns subjected to axial loads with or without the moments, wall footings and combined footings, as per the stipulations of IS code. 11.29.1 Introduction The two major and some other requirements of foundation structures are explained in Lesson 28. Different types of shallow and deep foundations are illustrated in that lesson. The design considerations and different codal provisions of foundation structures are also explained. However, designs of all types of foundations are beyond the scope of this course. Only shallow footings are taken up for the design in this lesson. Several numerical problems are illustrated applying the theoretical considerations discussed in Lesson 28. Problems are solved explaining the different steps of the design. 11.29.2 Numerical Problems Problem 1: Design a plain concrete footing for a column of 400 mm x 400 mm carrying an axial load of 400 kN under service loads. Assume safe bearing capacity of soil as 300 kN/m2 at a depth of 1 m below the ground level. Use M 20 and Fe 415 for the design. Solution 1: Plain concrete footing is given in secs.11.28.2(A)1 and 11.28.5(b). Step 1: Transfer of axial force at the base of column It is essential that the total factored loads must be transferred at the base of column without any reinforcement.