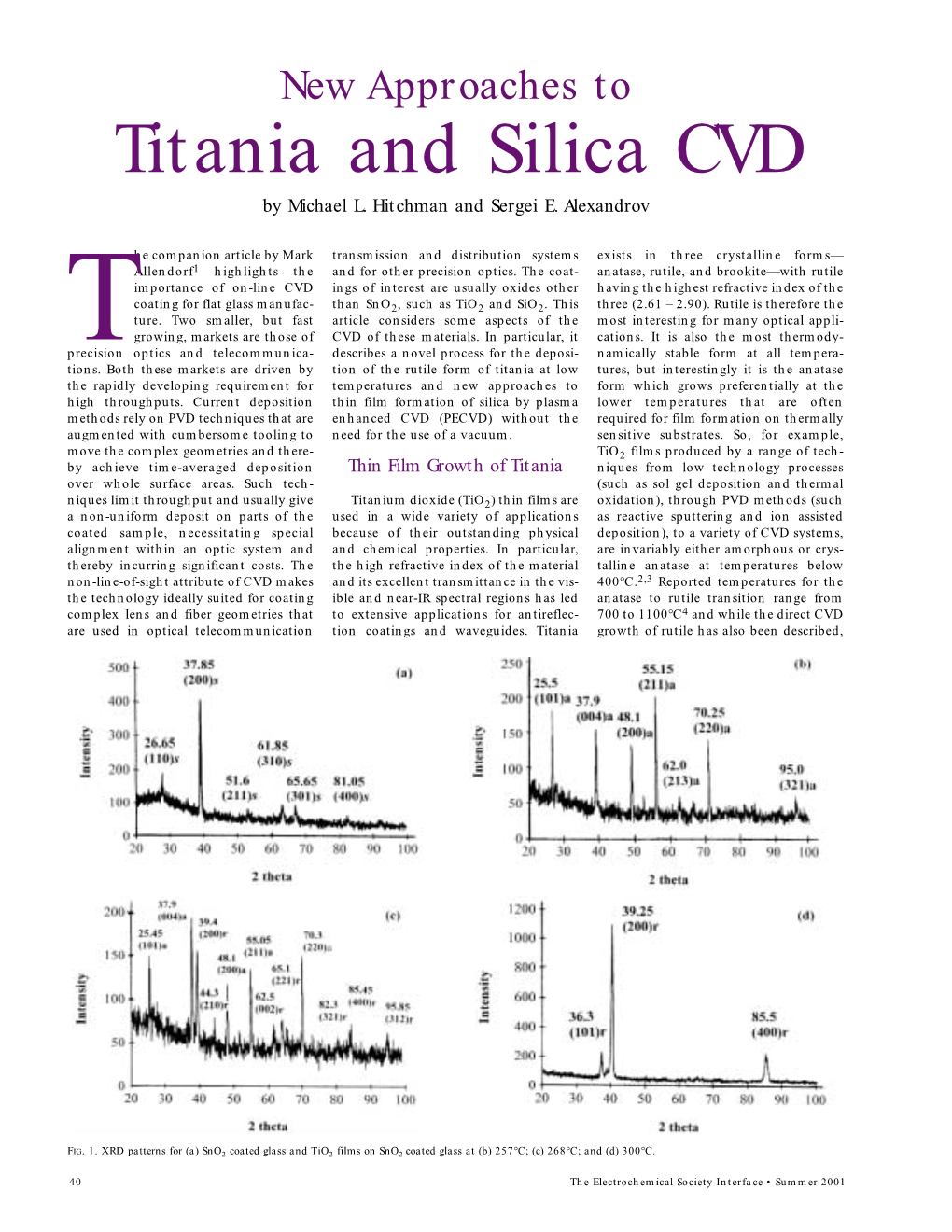
New Approaches to Titania and Silica CVD by Michael L
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Directed Gas Phase Formation of Silicon Dioxide and Implications for the Formation of Interstellar Silicates
ARTICLE DOI: 10.1038/s41467-018-03172-5 OPEN Directed gas phase formation of silicon dioxide and implications for the formation of interstellar silicates Tao Yang 1,2, Aaron M. Thomas1, Beni B. Dangi1,3, Ralf I. Kaiser 1, Alexander M. Mebel 4 & Tom J. Millar 5 1234567890():,; Interstellar silicates play a key role in star formation and in the origin of solar systems, but their synthetic routes have remained largely elusive so far. Here we demonstrate in a combined crossed molecular beam and computational study that silicon dioxide (SiO2) along with silicon monoxide (SiO) can be synthesized via the reaction of the silylidyne radical (SiH) with molecular oxygen (O2) under single collision conditions. This mechanism may provide a low-temperature path—in addition to high-temperature routes to silicon oxides in circum- stellar envelopes—possibly enabling the formation and growth of silicates in the interstellar medium necessary to offset the fast silicate destruction. 1 Department of Chemistry, University of Hawai’iatMānoa, Honolulu, HI 96822, USA. 2 State Key Laboratory of Precision Spectroscopy, East China Normal University, Shanghai, 200062, China. 3 Department of Chemistry, Florida Agricultural and Mechanical University, Tallahassee, FL 32307, USA. 4 Department of Chemistry and Biochemistry, Florida International University, Miami, FL 33199, USA. 5 Astrophysics Research Centre, School of Mathematics and Physics, Queen’s University Belfast, Belfast, BT7 1NN, UK. Correspondence and requests for materials should be addressed to R.I.K. (email: [email protected]) or to A.M.M. (email: mebela@fiu.edu) or to T.J.M. (email: [email protected]) NATURE COMMUNICATIONS | (2018) 9:774 | DOI: 10.1038/s41467-018-03172-5 | www.nature.com/naturecommunications 1 ARTICLE NATURE COMMUNICATIONS | DOI: 10.1038/s41467-018-03172-5 — 28 + 28 + he origin of interstellar silicate grains nanoparticles ( SiO2 ), and 44 ( SiO ). -

Ground State Structure and Physical Properties of Silicon Monoxide Sheet T ⁎ Yanyan Chen, Yupeng Shen, Yiheng Shen, Xiaoyin Li, Yaguang Guo, Qian Wang
Applied Surface Science 527 (2020) 146759 Contents lists available at ScienceDirect Applied Surface Science journal homepage: www.elsevier.com/locate/apsusc Full Length Article Ground state structure and physical properties of silicon monoxide sheet T ⁎ Yanyan Chen, Yupeng Shen, Yiheng Shen, Xiaoyin Li, Yaguang Guo, Qian Wang Center for Applied Physics and Technology, Department of Materials Science and Engineering, HEDPS, BKL-MEMD, College of Engineering, Peking University, Beijing 100871, China ARTICLE INFO ABSTRACT Keywords: Two-dimensional (2D) silicon oxides have received considerable attention in recent years because of their ex- 2D silicon monoxide (SiO) cellent compatibility with the well-developed Si-based semiconductor technology. Though the ground state Global structure search structure of 2D silicon dioxide (SiO2) was identified many years ago, the corresponding study of 2D silicon Physical properties monoxide (SiO) has not yet been reported. Herein, using global structure search method combined with density Ground state structure functional theory and Boltzmann transport theory, we find the ground state structure of 2D SiO, named Orth-SiO, and systematically study its physical properties. Orth-SiO is found to be thermally, dynamically and mechani- cally stable, and possesses a direct band gap of 1.52 eV, which is much smaller as compared to that of α-2D silica (7.31 eV). Moreover, it exhibits significant anisotropies in mechanical properties and optical adsorption due to its exceptional atomic configuration. The lattice thermal conductivity of Orth-SiO is 80.45 and 33.79 W/mK along the x and y directions at room temperature, respectively, much higher than that of many Si-based ma- − − terials due to its weak anharmonicity. -

Silicon Monoxide at 1 Atm and Elevated Pressures: Crystalline Or Amorphous? Khalid Alkaabi,† Dasari L
Article pubs.acs.org/JACS Silicon Monoxide at 1 atm and Elevated Pressures: Crystalline or Amorphous? Khalid AlKaabi,† Dasari L. V. K. Prasad,†,# Peter Kroll,§ N. W. Ashcroft,‡ and Roald Hoffmann*,† † Department of Chemistry and Chemical Biology, Cornell University, Ithaca, New York 14853, United States § Department of Chemistry and Biochemistry, The University of Texas at Arlington, Arlington, Texas 76019-0065, United States ‡ Laboratory of Atomic and Solid State Physics, Cornell University, Ithaca, New York 14853, United States *S Supporting Information ABSTRACT: The absence of a crystalline SiO phase under ordinary conditions is an anomaly in the sequence of group 14 monoxides. We explore theoretically ordered ground-state and amorphous structures for SiO at P = 1 atm, and crystalline phases also at pressures up to 200 GPa. Several competitive ground-state P = 1 atm structures are found, perforce with Si−Si bonds, and possessing Si−O−Si bridges similar to those in silica (SiO2) polymorphs. The most stable of these static structures is enthalpically just a little more stable than a calculated random bond model of amorphous SiO. In that model we find no segregation into regions of amorphous Si and amorphous SiO2. The P = 1 atm structures are all semiconducting. As the pressure is increased, intriguing new crystalline structures evolve, incorporating Si triangular nets or strips and stishovite-like regions. A heat of formation of crystalline SiO is computed; it is found to be the most → negative of all the group 14 monoxides. Yet, given the stability of SiO2, the disproportionation 2SiO(s) Si(s)+SiO2(s) is exothermic, falling right into the series of group 14 monoxides, and ranging from a highly negative ΔH of disproportionation for CO to highly positive for PbO. -
Silicon Monoxide - Properties and Evaporation Techniques
Silicon Monoxide - Properties and Evaporation Techniques Distributed by the RD Mathis Company 2840 Gundry Ave., Signal Hill, CA 90755 Phone (562) 426-7049 Fax (562) 595-0907 RDMathis.com [email protected] Abstract Silicon monoxide, SiO, is volatile at temperatures above 1100°C and can be readily vacuum deposited to form amorphous films with small grain size, high dielectric strength and good adhesion to glass. The films are not hygroscopic, are chemically stable at low oxygen pressures and temperatures below 200°C, and show good abrasion resistance. It has therefore gained wide acceptance as a thin film material for such diverse applications as: electrically insulating layers, capacitor dielectrics, optical films, protective overcoats for front surface mirrors and microcircuits, intermediate layers to increase the adhesion of other materials, and buffer layers to reduce chemical interactions between other materials. The detailed optical and electrical properties of silicon monoxide films depend strongly on the rate of evaporation of the material, type of source used and residual atmosphere in the vacuum chamber. With a reasonable amount of care, however, reproducible films of highly desirable characteristics can be obtained. Introduction Of all the simple chemical compounds (i.e. sodium fluoride, lithium fluoride, boron oxide, cryolite, zinc sulphide, bismuth oxide and magnesium fluoride) that have been studied by the authors and other workers in the thin film field, silicon monoxide has the most suitable physical properties for a wide variety of uses. Good films of this material are readily prepared in vacuum systems capable of producing only modest pressures (2x10-6torr or better) on a reproducible basis. -

Chemical Names and CAS Numbers Final
Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number C3H8O 1‐propanol C4H7BrO2 2‐bromobutyric acid 80‐58‐0 GeH3COOH 2‐germaacetic acid C4H10 2‐methylpropane 75‐28‐5 C3H8O 2‐propanol 67‐63‐0 C6H10O3 4‐acetylbutyric acid 448671 C4H7BrO2 4‐bromobutyric acid 2623‐87‐2 CH3CHO acetaldehyde CH3CONH2 acetamide C8H9NO2 acetaminophen 103‐90‐2 − C2H3O2 acetate ion − CH3COO acetate ion C2H4O2 acetic acid 64‐19‐7 CH3COOH acetic acid (CH3)2CO acetone CH3COCl acetyl chloride C2H2 acetylene 74‐86‐2 HCCH acetylene C9H8O4 acetylsalicylic acid 50‐78‐2 H2C(CH)CN acrylonitrile C3H7NO2 Ala C3H7NO2 alanine 56‐41‐7 NaAlSi3O3 albite AlSb aluminium antimonide 25152‐52‐7 AlAs aluminium arsenide 22831‐42‐1 AlBO2 aluminium borate 61279‐70‐7 AlBO aluminium boron oxide 12041‐48‐4 AlBr3 aluminium bromide 7727‐15‐3 AlBr3•6H2O aluminium bromide hexahydrate 2149397 AlCl4Cs aluminium caesium tetrachloride 17992‐03‐9 AlCl3 aluminium chloride (anhydrous) 7446‐70‐0 AlCl3•6H2O aluminium chloride hexahydrate 7784‐13‐6 AlClO aluminium chloride oxide 13596‐11‐7 AlB2 aluminium diboride 12041‐50‐8 AlF2 aluminium difluoride 13569‐23‐8 AlF2O aluminium difluoride oxide 38344‐66‐0 AlB12 aluminium dodecaboride 12041‐54‐2 Al2F6 aluminium fluoride 17949‐86‐9 AlF3 aluminium fluoride 7784‐18‐1 Al(CHO2)3 aluminium formate 7360‐53‐4 1 of 75 Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number Al(OH)3 aluminium hydroxide 21645‐51‐2 Al2I6 aluminium iodide 18898‐35‐6 AlI3 aluminium iodide 7784‐23‐8 AlBr aluminium monobromide 22359‐97‐3 AlCl aluminium monochloride -

Silicon Production Using Long Flaming Coal and Improvement of Its Quality Indicators
A. D. MEKHTIEV, M. J. TOLYMBEKOV, A. V. KIM, ZH. D. ZHOLDUBAEVA, ISSN 0543-5846 D. K. ISSIN, A. Z. ISSAGULOV, B. D. ISSIN METABK 53(4) 563-566 (2014) UDC – UDK 669.782:669.046:669.041:662.642=111 SILICON PRODUCTION USING LONG FLAMING COAL AND IMPROVEMENT OF ITS QUALITY INDICATORS Received – Primljeno: 2013-07-25 Accepted – Prihvaćeno: 2014-03-30 Preliminary Note – Prethodno priopćenje The object of this study is to explore possibility of metallothermic producing of crystalline silicon using various types of carbon reducing agents as a reducing agent. The experience of existing enterprises shows that one of the best carbon reducing agents qualifying silicon electric melting technology is charcoal. On the other hand, charcoal has a number of disadvantages, such as its scarcity, high cost and low mechanical strength. Experimental melts has shown the principal possibility of producing the crystalline silicon that meets the requirements of quartz standard using low ash special coke and long-flame coal as reducing agents. Key words: silicon, metalthermie, furnace charge, reducer, coke, electric melting, concentrate, quartzite, technology, metallurgy, iron, basicity, oxide, slag, ferroalloy INTRODUCTION small amount of slag – 2 - 3 % of the melted alloy mass General patterns of silica recovery using carbon can complicates the process and affects the quality of silicon, be determined by the thermodynamic analysis of Si-OC that’s why the main requirement to quartz, used as raw system. material for the melting of crystalline silicon, is its purity The main summary reactions associated with silicon (it shouldn’t contain such impurities as oxides of alumi- production, are: num, iron, calcium, titanium, and other elements). -

Solid-State Reduction of Silica Nanoparticles Via Oxygen Abstraction from Sio4 Units by Polyolefins Under Mechanical Stressing
RSC Advances View Article Online PAPER View Journal | View Issue Solid-state reduction of silica nanoparticles via oxygen abstraction from SiO units by polyolefins Cite this: RSC Adv.,2018,8, 36338 4 under mechanical stressing† Mamoru Senna, *ab Hirotaka Noda, b Yunzi Xin, b Hiroki Hasegawa, b Chika Takai, b Takashi Shirai *b and Masayoshi Fuji b Metal oxides with an oxidation number lower than the highest often exhibit attractive functional properties. However, conventional chemical or thermal reduction of the stable oxides is often laborious and cannot be stopped at an appropriate level of reduction. Therefore, we here try to explore non-conventional reduction processes in a solid-state without external heating. Unique features of reduction processes of SiO2 toward suboxides, SiOx (1 # x < 2), were made possible by milling fumed silica nanoparticles with polyolefins (POL), i.e., polypropylene (PP) or polyethylene (PE) and a fluorine-containing one, polyvinylidene difluoride (PVDF). We mainly examined the electronic and coordination states of Si by Si2p XPS spectra and 29Si MAS NMR, Creative Commons Attribution-NonCommercial 3.0 Unported Licence. respectively. They significantly differ from a similar commercial product obtained via a thermal route. 29 Judging from the chemical shift of Si MAS NMR as a criterion of the degree of reduction of SiO2, the function of POL as a reductant is in the order PP z PE > PVDF. Since the present solid-state reaction is free from the formation of unstable gaseous SiO as an intermediate, the products are free from the Si component in a Q0 state close to that of metallic Si. -

Reduction of Quartz to Silicon Monoxide by Methane-Hydrogen Mixtures
University of Wollongong Research Online Faculty of Engineering and Information Faculty of Engineering and Information Sciences - Papers: Part A Sciences 1-1-2016 Reduction of quartz to silicon monoxide by methane-hydrogen mixtures Xiang Li University of Wollongong, [email protected] Guangqing Zhang University of Wollongong, [email protected] Ragnar Tronstad Elkem AS, [email protected] Oleg Ostrovski University of New South Wales, [email protected] Follow this and additional works at: https://ro.uow.edu.au/eispapers Part of the Engineering Commons, and the Science and Technology Studies Commons Recommended Citation Li, Xiang; Zhang, Guangqing; Tronstad, Ragnar; and Ostrovski, Oleg, "Reduction of quartz to silicon monoxide by methane-hydrogen mixtures" (2016). Faculty of Engineering and Information Sciences - Papers: Part A. 5882. https://ro.uow.edu.au/eispapers/5882 Research Online is the open access institutional repository for the University of Wollongong. For further information contact the UOW Library: [email protected] Reduction of quartz to silicon monoxide by methane-hydrogen mixtures Abstract The reduction of quartz was studied isothermally in a fluidized bed reactor using continuously flowing methane-hydrogen gas mixture in the temperature range from 1623 K to 1773 K (1350 °C to 1500 °C). The CO content in the off-gas was measured online using an infrared gas analyzer. The main phases of the reduced samples identified yb XRD analysis were quartz and cristobalite. Significant weight loss in the reduction process indicated that the reduction products were SiO and CO. Reduction of SiO2 to SiO by methane starts with adsorption and dissociation of CH4 on the silica surface. -

Silicon Monoxide Patinal®
Product Information Silicon Monoxide Patinal® GENERAL INFORMATION SiO is a commonly used material for a wide variety of applications with the emphasis on IR multilayer coatings and adhesion promotion. SiO sublimes and should preferably be evaporated from resistance heated boats. AREAS OF APPLICATION • Multilayer coatings especially for the IR, but also the VIS range • Adhesion promoter (VIS, NIR) • Electronics: dielectric, insulating and protective layers • Design: iridescent coatings, colored metallically reflecting coatings e.g. on sun glasses • Web coating: barrier layers on polymer films THIN FILM PROPERTIES The optical properties of layers made from SiO depend very much on the evaporation conditions (reactive oxygen, ion assistance) and the resulting oxidation state and layer structure. SiO Si2O3 SiO2 Range of Transparency 800 – 9000 nm 380 – 9000 nm 190 – 9000 nm 1.8 (1 µm), 1.6 1.55 (500 nm) 1.46 (550 nm) Refractive index (7 µm) Dielectric constant 5 – 9 1.55 1.46 Dielectric loss (tan δ) 0.02 – 0.16 0.001 – 0.02 0.6 – 1⋅10-3 Resistivity 107 – 1012 Ω cm 1012 – 1016 Ω cm 1017 Ω cm Color Yellow / brown Colorless Colorless Status: 04 / 2019, Page 1 of 4 EMD Performance Materials* One International Plaza Suite 300 / Philadelphia, PA / 19113 USA +888 367 3275 / [email protected] / patinal.com * EMD Performance Materials is a business of Merck KGaA, Darmstadt, Germany NOTES FOR EVAPORATION Evaporator source Resistance heater thermal evaporation Electron beam evaporator Boat / Liner Molybdenum, tungsten, tantalum Evaporation temperature 1200 – 1600 °C Deposition rate ∼ 0.8 nm/s (SiO), ∼ 0.4 nm/s (Si 2O3) -5 -4 Oxygen partial pressure < 2 ⋅10 mbar (SiO), 1 - 3⋅10 mbar (Si 2O3) QCR-settings Density 2.13 g/cm³, Z-ratio 0.870 PRODUCTS Product Code Description Purity * Dimensions 1.07716 Silicon Monoxide Granules Patinal ≥ 99.99 % (4N) Granules, about 2 – 4 mm 1.10553 Silicon Monoxide Granules Patinal ≥ 99.99 % (4N) Granules, about 4 – 8 mm * The purity values are based on the specified trace metals. -

Mechanism of Molecule Migration of Carbon and Silicon Monoxides in Silicon Carbide Crystal S.A
Materials Physics and Mechanics 42 (2019) 178-182 Received: December 11, 2018 MECHANISM OF MOLECULE MIGRATION OF CARBON AND SILICON MONOXIDES IN SILICON CARBIDE CRYSTAL S.A. Kukushkin1,2*, A.V. Osipov3, E.V. Osipova1 1Institute of Problems of Mechanical Engineering, Russian Academy of Sciences, St. Petersburg, Russia 2Peter the Great Saint Petersburg State Polytechnic University, St. Petersburg, Russia 3ITMO University, St. Petersburg, Russia *e-mail: [email protected] Abstract. The main processes occurring during the migration of molecules of carbon monoxide CO and silicon monoxide SiO gases through a layer of monocrystalline silicon carbide SiC of a cubic polytype have been described by the ab initio methods. This problem arises when a single-crystal SiC layer is grown by the method of coordinated substitution of atoms due to the chemical reaction of a crystalline silicon substrate with the CO gas. The reaction products are epitaxial SiC layer and SiO gas. It has been shown that CO and SiO molecules decompose into separate atoms in the SiC crystal. The Oxygen atoms migrate through interstices only in the [110] direction (activation energy is 2.6 eV). The Si and C atoms transit by the vacancy mechanism in the corresponding SiC sublattices with activation energies of 3.6 eV and 3.9 eV respectively (and also only in the [110] direction). Keywords: silicon carbide, epitaxy, diffusion, ab initio modelling 1. Introduction During the growth of the epitaxial film of silicon carbide (SiC) from a silicon (Si) crystal by the method of coordinated substitution of atoms due to the chemical reaction [1] 2Si (crystal) + CO (gas) = SiC (crystal) + SiO (gas) ↑ , (1) the transport of carbon monoxide (CO) reagent gas and silicon monoxide (SiO) reaction product gas through the SiC layer plays a key role in determining the growth rate of SiC. -

Formation and Destruction of Silicon Monoxide in SN 1987A
Formation and Destruction of Silicon Monoxide in SN 1987A The Harvard community has made this article openly available. Please share how this access benefits you. Your story matters Citation Liu, Weihong, and A. Dalgarno. 1996. “Formation and Destruction of Silicon Monoxide in SN 1987A.” The Astrophysical Journal 471 (1): 480–84. https://doi.org/10.1086/177982. Citable link http://nrs.harvard.edu/urn-3:HUL.InstRepos:41397475 Terms of Use This article was downloaded from Harvard University’s DASH repository, and is made available under the terms and conditions applicable to Other Posted Material, as set forth at http:// nrs.harvard.edu/urn-3:HUL.InstRepos:dash.current.terms-of- use#LAA THE ASTROPHYSICAL JOURNAL, 471:480È484, 1996 November 1 ( 1996. The American Astronomical Society. All rights reserved. Printed in U.S.A. FORMATION AND DESTRUCTION OF SILICON MONOXIDE IN SN 1987A WEIHONGLIU AND A. DALGARNO Harvard-Smithsonian Center for Astrophysics, Cambridge, MA 02138 Received 1996 March 21; accepted 1996 May 31 ABSTRACT We present a new chemistry model for the silicon monoxide molecules in SN 1987A. It incorporates an enhanced rate of formation by radiative association and an enhanced rate of destruction through charge transfer between SiO and Ar` and Ne`, which is more efficient than the energetic electron impact ionization and dissociation in a previous model. The conclusion is unchanged that the 10~4È10~3 M_ of SiO observed in SN 1987A can be produced by chemistry models in which there is no microscopic mixing of helium into the silicon-oxygen region of the ejecta. Subject headings: molecular processes È supernovae: individual (SN 1987A) 1. -

Silicon Dioxide Films, Heated (R
Volume 20 / Issue 1 March, 2010 In this quarter’s CMN, we discuss the depo- rating silicon monoxide from a resistance- erties and the advantages of mixtures of oxide sition of all-important Silicon dioxide films, heated (R. H.) or E-beam-heated source from compounds and mixtures of fluoride com- including the never-ending quest to control which the vapor is created by sublimation. pounds are frequently discussed in CMN. mechanical stress in thin films, and the cre- An oxygen background pressure high in the Unfortunately, any additive to silicon diox- ation of colored reflection films for decora- 10 e-05 Torr range is required to produce ide will result in increasing its film index, how- tive functions. oxidized films. This reactive method has been ever, the advantage to be gained is reduced shown to produce films with lower absorp- intrinsic stress. Small percentages of alumi- tion and better vapor stream distribution than num oxide have been co-sputtered or co- Silicon Dioxide Films is produced by evaporation from fused silica evaporated with silicon dioxide to reduce source materials. Depositing SiO2 by R.H. stress. Silicon Dioxide, SiO2, is the common low- from a SiO baffle box provides a consistent index layer material in oxide-based optical vapor stream because there is no surface to coatings for the spectral range ~250 nm to erode as there is when using E-beam evapo- Processes involving high energy deposition ~2500 nm. It is paired with high- and mid- ration. Ion assisted (IAD) or plasma-ion techniques such as IAD, PIAD, or sputtering index layers such as TiO , Ta O , Nb O , assisted (PIAD) processes are added to E- that produce high packing densities also in- 2 2 5 2 5 crease compressive stress.