Anthracite Iron Blast Furnaces in Lancaster County 1840-1900
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

National Register of Historic Places Multiple Property
NFS Form 10-900-b 0MB No. 1024-0018 (Jan. 1987) United States Department of the Interior National Park Service National Register of Historic Places Multipler Propertyr ' Documentation Form NATIONAL This form is for use in documenting multiple property groups relating to one or several historic contexts. See instructions in Guidelines for Completing National Register Forms (National Register Bulletin 16). Complete each item by marking "x" in the appropriate box or by entering the requested information. For additional space use continuation sheets (Form 10-900-a). Type all entries. A. Name of Multiple Property Listing ____Iron and Steel Resources of Pennsylvania, 1716-1945_______________ B. Associated Historic Contexts_____________________________ ~ ___Pennsylvania Iron and Steel Industry. 1716-1945_________________ C. Geographical Data Commonwealth of Pennsylvania continuation sheet D. Certification As the designated authority under the National Historic Preservation Act of 1966, as amended, J hereby certify that this documentation form meets the National Register documentation standards and sets forth requirements for the listing of related properties consistent with the National Register criteria. This submission meets the procedural and professional requiremerytS\set forth iri36JCFR PafrfsBOfcyid the Secretary of the Interior's Standards for Planning and Evaluation. Signature of certifying official Date / Brent D. Glass Pennsylvania Historical & Museum Commission State or Federal agency and bureau I, hereby, certify that this multiple -

ANTHRACITE Downloaded from COAL CANALS and the ROOTS of AMERICAN FOSSIL FUEL DEPENDENCE, 1820–1860 Envhis.Oxfordjournals.Org
CHRISTOPHER F. JONES a landscape of energy abundance: ANTHRACITE Downloaded from COAL CANALS AND THE ROOTS OF AMERICAN FOSSIL FUEL DEPENDENCE, 1820–1860 envhis.oxfordjournals.org ABSTRACT Between 1820 and 1860, the construction of a network of coal-carrying canals transformed the society, economy, and environment of the eastern mid- Atlantic. Artificial waterways created a new built environment for the region, an energy landscape in which anthracite coal could be transported cheaply, reliably, at Harvard University Library on October 26, 2010 and in ever-increasing quantities. Flush with fossil fuel energy for the first time, mid-Atlantic residents experimented with new uses of coal in homes, iron forges, steam engines, and factories. Their efforts exceeded practically all expec- tations. Over the course of four decades, shipments of anthracite coal increased exponentially, helping turn a rural and commercial economy into an urban and industrial one. This article examines the development of coal canals in the ante- bellum period to provide new insights into how and why Americans came to adopt fossil fuels, when and where this happened, and the social consequences of these developments. IN THE FIRST DECADES of the nineteenth century, Philadelphians had little use for anthracite coal.1 It was expensive, difficult to light, and considered more trouble than it was worth. When William Turnbull sold a few tons of anthracite to the city’s waterworks in 1806, the coal was tossed into the streets to be used as gravel because it would not ignite.2 In 1820, the delivery © 2010 The Author. Published by Oxford University Press on behalf of the American Society for Environmental History and the Forest History Society. -

University Micrdfilms International 300 N
INFORMATION TO USERS This reproduction was made from a copy of a document sent to us for microfilming. While the most advanced technology has been used to photograph and reproduce this document, the quality of the reproduction is heavily dependent upon the quality of the material submitted. The following explanation of techniques is provided to help clarify markings or notations which may appear on this reproduction. 1. The sign or “target” for pages apparently lacking from the document photographed is “Missing Page(s)” . If it was possible to obtain the missing page(s) or section, they are spliced into the film along with adjacent pages. This may have necessitated cutting through an image and duplicating adjacent pages to assure complete continuity. 2. When an image on the film is obliterated with a round black mark, it is an indication of either blurred copy because of movement during exposure, duplicate copy, or copyrighted materials that should not have been filmed. For blurred pages, a good image of the page can be found in the adjacent frame. If copyrighted materials were deleted, a target note will appear listing the pages in the adjacent frame. 3. When a map, drawing or chart, etc., is part of the material being photographed, a definite method of “sectioning” the material has been followed. It is customary to begin filming at the upper left hand corner of a large sheet and to continue from left to right in equal sections with small overlaps. If necessary, sectioning is continued again—beginning below the first row and continuing on until complete. -

3169'·. Mission Over Certain Through Rates (S
1910~ CONGRESSIONAL RECORD-SENATE. 3169'·. mission over certain through rates (S. 5106 and :a:. R. 17536) of the American Revolution, of the State of New Hampshire, to the Committee on Interstate and Foreign Commerce. for retention of Division of Information in the Immigration Also, petition . of · Frederic.k Burgess, of Garden City, Long Bureau-to the Committee on ·Immigration and Naturalization. Island, N. Y., for Senate bill 404, Sunday rest bill~to the Com- By Mr. SWASEY: Petition of Board of Trade and Mechan mittee on the District· of Golumb1n. -. · · ics' Association, of Bath, Me., against Senate bill 5106, that all Also, petition of New York State Assembly, favoring the build steamship lines having rail connections with rail-and-water ing of a battle ship in the Brooklyn Navy-Yard-to the Com- routes shall be subject to . the interstate-commerce law with inittee on Naval Affairs. reference to their port-to~port ti·affic-to the Committee on In ..Also, petition of ·citizens of Gloversville, N. Y., for repeal of terstate and Foreign Commerce. the Dick military law-tp the Committee on Military Affairs. Also, petition: of Eastern River Grange, of Dresden, Me., and Also, petitions of American Embassy Association of New York Topsham Grange, of Topsham, Me., favoring a national health and Rochester (N. Y.) . Chamber of Commerce, favoring House bureau-previously referred to the Committee on Agriculture. bill 15814, for consular buildings abroad-to the Committee on reference changed to the · Committee on Interstate and Foreign Foreign Affairs. Commerce. Also, petitions of John C. Orr Company and James H. -

Section-Xv 608 Chapter-72 Section Xv Base Metals And
SECTION-XV 608 CHAPTER-72 SECTION XV BASE METALS AND ARTICLES OF BASE METAL NOTES : 1. This Section does not cover : (a) prepared paints, inks or other products with a basis of metallic flakes or powder (headings 3207 to 3210, 3212, 3213 or 3215); (b) ferro-cerium or other pyrophoric alloys (heading 3606); (c) headgear or parts thereof of heading 6506 or 6507; (d) umbrella frames or other articles of heading 6603; (e) goods of Chapter 71 (for example, precious metal alloys, base metal clad with precious metal, imitation jewellery); (f) articles of Section XVI (machinery, mechanical appliances and electrical goods); (g) assembled railway or tramway track (heading 8608) or other articles of Section XVII (vehicles, ships and boats, aircraft); (h) instruments or apparatus of Section XVIII, including clock or watch springs; (ij) lead shot prepared for ammunition (heading 9306) or other articles of Section XIX (arms and ammunition); (k) articles of Chapter 94 (for example, furniture, mattress supports, lamps and lighting fittings, illuminated signs, prefabricated buildings); (l) articles of Chapter 95 (for example, toys, games, sports requisites); (m) hand sieves, buttons, pens, pencil-holders, pen nibs, monopods, bipods, tripods and similar articles or other articles of Chapter 96 (miscellaneous manufactured articles); or" (n) articles of Chapter 97 (for example, works of art). 2. Throughout this Schedule, the expression “parts of general use” means : (a) articles of headings 7307, 7312, 7315, 7317 or 7318 and similar articles of other base metal; (b) springs and leaves for springs, of base metal, other than clock or watch springs (heading 9114); and (c) articles of headings 8301, 8302, 8308, 8310 and frames and mirrors, of base metal, of heading 8306. -

The History of Modern Iron Manufacture
Drew Beinhaker Anthropology 377 5/19/94 The History of Modern Iron Manufacture To Virginia, the first of the English settlements in America, belongs the honor of inaugurating within their limits as a colony that most important industry, iron manufacture. -R.A. Brock, 18851 Among the vast spectrum of metallic elements found in the earth’s crust, iron ore, because of its abundance and accessibility, has proved to be nature’s greatest gift to mankind. Although rarely found in a pure state, the presence of iron makes up nearly one-fifth of the earth’s total mass. Due to its solubility in water, iron is much more prevalent deep in the earth’s core than it is in the surface layers. Limestone is the… 1 Robert Alonzo Brock, “Early Iron Manufacture in Virginia: 1619-1776,” in Proceedings of the United States National Museum, 1885, 8(Washington, 1886): 77. quoted in A History of Metals in Colonial America, (p.55). most common agent attributed to the deposits of iron in water. The available nature of this metal and the many uses of its finished product has lead to the development of one of the most fundamental industries known to man, iron manufacture. The beginning of modern iron making can be traced back to sixteenth century Europe with the operation of the Catalan forge in Catalonia, Spain. The forge contained an air blast system which was triggered by the pressure of a waterfall through the use of a device known as a trompe. Water and air bubbles would flow through a pipe into an airtight receptacle allowing for the necessary pressure to accumulate in order to initiate the process. -

Chapter 1, the Nature of Ironmaking
Chapter 1 The Nature of Ironmaking D. H. Wakelin, Manager-Development Engineering, Primary, LTV Steel Co. J. A. Ricketts, Senior Staff Engineer, Ironmaking Technology, Ispat-Inland Inc. 1.1 Introduction The term ironmaking inevitably conjures a picture of man wresting glowing liquid hot metal from a giant reactor using methods steeped in history, more art than science. Understanding of the processes taking place, however, has expanded dramatically over the past few decades, bringing science to the operation, while retaining some of the art for future explanation. Our knowledge has increased significantly even since the publication of the 10th edition of The Making, Shaping and Treating of Steel in 1985, and it is the intention of this volume to present this information, together with the previous understanding of the process.1 While the production of molten iron from the blast furnace has held the predominant position to the present day as the method of supplying virgin iron units for oxygen steelmaking, it remains dependent on the availability of suitable coals for making coke. Alternative processes have prolif- erated in recent years to take advantage of lower cost raw materials and lower capital cost for smaller scale equipment. Some are coal-based, some are gas-based. Some use lump iron ore, some use iron ore fines. All are properly included in this volume on ironmaking, which presents the basic principles, operating practices and equipment used in separating iron from its naturally occurring oxide state. 1.2 Structure of this Volume This introductory chapter is largely devoted to the history of ironmaking, bringing the reader from the earliest records to present day developments in blast furnace technology and equipment. -

Glossary of Oilfield Production Terminology (GOT) (DEFINITIONS and ABBREVIATIONS)
Glossary of Oilfield Production Terminology (GOT) (DEFINITIONS AND ABBREVIATIONS) FIRST EDITION, JANUARY 1, 1988 American Petroleum Institute 1220 L Street, Northwest Washington, DC 20005 Issued by AMERICAN PETROLEUM INSTITUTE Production Department FOR INFORMATION CONCERNING TECHNICAL CONTENTS OF THIS PUBLICATION CONTACT THE API PRODUCTION DEPARTMENT, 2535 ONE MAIN PLACE, DALLAS, TX 75202-3904 – (214) 748-3841. SEE BACK SIDE FOR INFORMATION CONCERNING HOW TO OBTAIN ADDITIONAL COPIES OF THIS PUBLICATION. Users of this publication should become familiar with its scope and content. This publication is intended to supplement rather than replace individual engineering judgment. OFFICIAL PUBLICATION REG U.S. PATENT OFFICE Copyright 1988 American Petroleum Institute TABLE OF CONTENTS Page FOREWORD 2 SECTION 1: LIST OF PUBLICATIONS 3 SECTION 2: ABBREVIATIONS AND DEFINITIONS 5 FOREWORD A. This publication is under the jurisdiction of the API Executive Committee on Standardization of Oilfield Equipment and Materials. B. The purpose of this publication is to provide standards writing groups access to previously used abbreviations and definitions. Standards writing groups are encouraged to adopt, when possible, the definitions found herein. Attention Users of this Publication: Portions of this publication have been changed from the previous edition. The location of changes has been marked with a bar in the margin. In some cases the changes are significant, while in other cases the changes reflect minor editorial adjustments. The bar notations in the margins are provided as an aid to users to identify those parts of this publication that have been changed from the previous edition, but API makes no warranty as to the accuracy of such bar notations. -

CO2 Emission Reduction Potential in the Steel Industry by Integration of a Direct Reduction Process Into Existing Steel Mills Ab
Challenges for Petrochemicals and Fuels: Integration of Value Chains and Energy Transition DGMK Conference October 10 – 12, 2018 in Berlin, Germany CO2 Emission Reduction Potential in the Steel Industry by Integration of a Direct Reduction Process into Existing Steel Mills N. Müller, G. Herz, E. Reichelt, M. Jahn Fraunhofer IKTS, Dresden, Germany Abstract In the context of climate change, the reduction of greenhouse gas emissions in all economic sectors is considered to be an important factor in order to meet the demands of a sustainable energy system. The steel industry as one of the large industrial CO2 emitters is currently highly dependent on fossil resources. In order to reduce coke consumption and thereby CO2 emissions while still being able to further utilize existing blast furnaces, the possibility of in- cluding a direct reduction process (DRP) into a fully integrated steel mill was investigated. Therefore, a blast furnace model, derived from literature data and implemented in Aspen Plus, was used to analyze the impact of DRI in the blast furnace process. Furthermore, a state-of-the-art DRP was modeled to investigate the possibility of substituting the reducing agent natural gas with hydrogen. A sensitivity analysis was carried out in order to find the boundary percentage of hydrogen as a reducing agent without penalty to the DRI quality. Lastly, the two modeled process steps were combined to form a route of producing hot met- al. By varying boundary conditions of the DRP while recording the CO2 emissions of the two process steps, the overall potential for the reduction of CO2 emissions was estimated. -
What a Blast Furnace Is and How It Works
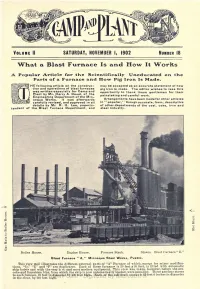
VOLUME II SATURDAY, NOVEMBER I, 1902 NUMBER 18 What a Blast Furnace Is and How It Works Popular Article for the Scientifically Uneducated on the Parts of a Furnace and How Pig Iron Is Made. 1 HE following article on the construc- may be accepted as an accurate statement of how tion and operations of blast furnaces pig iron is made. The editor wishes to take this was written especially for Camp and opportunity to thank these gentlemen for their Plant Mr. A of the by Harry Deuel, painstaking and careful work. Engineering Department of the Min- have articles nequa Works. It was afterwards Arrangements been madefor other carefully revised, and approved in all in "popular," though accurate, form, descriptive details by Mr R. H. Lee, superin- of other departments of the coal, coke, iron and tendent of the Blast Furnace Department, and steel industry. " Boiler House. Engine House. Furnace Stack. Stoves. Blast furnace B. Blast Furnace "A," Minnequa Steel Works, Pueblo. This view well illustrates the different external parts of "A" Furnace of which, except for minor modifica- tions, "D," "E" and "F" are duplicates Each of these furnaces is 20 feet x 95 feet, is fitted with automatic skip hoists and with the very b st and most modern equipment. This vi-w was taken, however, before the ore. coke and limestone bins, from which the skip is now automatically loaded, were installed. There are four stoves to each furnace. 21 feet in diameter by 106 feet high. Each of the tall draft stacks is 12 feet 6 inches in diameter in the clear, by 210 feet high. -
Using Cooled Mirror Hygrometers to Optimize Cold & Hot Blast Furnace
Application Note Using Cooled Mirror Hygrometers to optimize Cold & Hot Blast Furnace processes Application Background The purpose of a blast furnace is to chemically reduce and physically convert iron oxides into liquid iron. The blast furnace is a huge, steel stack lined with brick. Iron ore, coke and limestone are dumped into the top, and preheated “hot blast” air is blown into the bottom. The raw materials gradually descend to the bottom of the furnace where they become the final products of liquid slag and liquid iron. These liquid products are drained from the furnace at regular intervals. The hot air that was blown into the bottom of the furnace ascends to the top in 6 to 8 seconds after going through numerous chemical reactions. These hot gases exit the top of the blast furnace and proceed through gas cleaning equipment where Cold Blast, Hot blast & Stoves particulate matter is removed from the gas and the gas is cooled. This gas has a considerable energy value so it is burned as a fuel in the "hot blast stoves" which are used to preheat the air entering the blast furnace to become "hot blast". Any of the gas not burned in the stoves is sent to the boiler house and is used to generate steam which turns a turbo blower that generates the compressed air known as "cold blast" that comes to the stoves. Why is Moisture Critical? This process can be optimized by proper control of the flame temperature, which is in turn affected by the moisture content of the blast air. -

Refractory & Engineering
Refractory & Engineering Solutions for Hot Blast Stoves and Blast Furnace Linings Blast Furnace Technologies Refractory & Engineering The Company – The Program Paul Wurth Refractory & Engineering GmbH has been integrated into the Paul Wurth Group in ` Blast furnace linings for extended service life December 2004. This alliance offers, on a turnkey ` Blast furnace cooling systems basis, single source supply and procurement options for complete blast furnace plants. ` Turnkey hot blast stoves with internal or external combustion chamber Originally, Paul Wurth Refractory & Engineering ` Ceramic burners with ultra-low CO emission GmbH has been founded as DME in 1993 through the merger of departments of Didier-Werke AG ` Highly effective stress corrosion protection and Martin & Pagenstecher GmbH. Customers systems benefit from the unsurpassed experience and ` Complete hot blast main systems know-how that both companies have developed in the field of hot blast stove engineering, refractory ` Complete heat recovery systems lining design, and hot metal production. ` Refractory linings for smelting and direct reduction vessels Paul Wurth Refractory & Engineering GmbH is always striving for world class stove and refractory ` Refractory linings for coke dry quenching designs to meet demanding market requirements, ` Refractory linings for pellet plants such as larger production capacity, extended ser- vice life, optimized refractory selection, and high Highly experienced and motivated teams of engineers, energy efficiency. designers and project managers