An Overview of the Nuclear Separations Course Presentations
Total Page:16
File Type:pdf, Size:1020Kb

Load more
Recommended publications
-
The Taming of “49” Big Science in Little Time
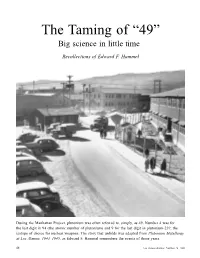
The Taming of “49” Big science in little time Recollections of Edward F. Hammel During the Manhattan Project, plutonium was often referred to, simply, as 49. Number 4 was for the last digit in 94 (the atomic number of plutonium) and 9 for the last digit in plutonium-239, the isotope of choice for nuclear weapons. The story that unfolds was adapted from Plutonium Metallurgy at Los Alamos, 1943–1945, as Edward F. Hammel remembers the events of those years. 48 Los Alamos Science Number 26 2000 The Taming of “49” he work in plutonium chemistry tion work was an inevitable conse- the metal could be fabricated into and metallurgy carried out at quence of the nuclear and physical satisfactory weapon components. TLos Alamos (Site Y) between research that was still to be conducted In addition, not until January 1944 1943 and 1945 had a somewhat contro- on the metal. It would clearly have did the first few milligrams of pile- versial history. The controversy was been inefficient and time consuming to produced plutonium arrive at Los about who was going to do what. ship small amounts of plutonium metal Alamos. The first 1-gram shipment At the time Los Alamos was being back to Chicago for repurification and arrived in February 1944, and quantity organized, most of the expertise in plu- refabrication into different sizes and shipments of plutonium did not begin to tonium chemistry resided at Berkeley, shapes for the next-scheduled nuclear arrive at Los Alamos until May 1945. where plutonium was discovered in physics experiment. From the outset, it was clear that the December 1940, and at the Met Lab in Minimizing the time spent to solve purification of plutonium was the most Chicago. -
Laser Isotope Separation (LIS), Technical and Economic
NASA TECHNICAL MEMORANDUM A STATUS OF PROGRESS FOR THL LASER lsofopE SEPARATION (11 SI PROCESS +tear 1976 NASA George C. Mdr~bdlSpace Flight Center Marshdl Space Fb$t Center, Alabama lLSFC - Form 3190 (Rev June 1971) REPORT STANDARD TITLE PACE I nEPMTn0. 3. RECIPIENT*$ CATILOC NO. NASA TM X-73345 10 TITLE UO SUTlTLt IS. REPORT DATE I September A st.tUaof for Iaser isotOpe ¶tian lS76 I Progress the (LIS) 6 PERFWYIIIG WGUIZATIO* CQOE George C. M8ralmll!3gam Flight Center I 1. COUTRUT OR am yo. I MarW Flight Center, Alabama 35812 Tecbnid Memormdum National Aemutics and Space Administration Washingtan, D.C. 20546 I I Prepared by Systems Aaalysis and Integration Iaboratory, Science and Engineering An overview of the various categories of the LE3 methodology is given together with illustrations showing a simplified version of the LIS tecbnique, an example of the two-phoiin photoionization category, and a diagram depicting how the energy levels of various isdope influence the LIS process. A&icatlons have been proposed for the LIS system which, in addition to the use to enrich uranium, could in themselves develop into programs of tremendous scope and breadth. Such applications as treatment of radioac '--ewastes from light-water nKzlear reactors, enriching the deuterlum isotope to make heavv-water, and enrlchhg tik light isotopes of such 17 KEt WORDS 18. DISTRIBUTION STATEMENT 5ECUQlTY CLASSIF. Ff thh PI*) 21 NO. OF PAbFS 22 PRICE Unclassified Unclassified I 20 NTIS PREFACE Since the publication of t& first Techid hiemomxitun (TM X-64947) on the Laser hotope Separation (LE)process in May 1975 [l], there bbeen a virtual explosion of available information on this process. -

Extensive Interest in Nuclear Fuel Cycle Technologies
Institute for Science and International Security ISIS REPORT March 19, 2012 Department 70 and the Physics Research Center: Extensive Interest in Nuclear Fuel Cycle Technologies By David Albright, Paul Brannan, Mark Gorwitz, and Andrew Ortendahl On February 23, 2012, ISIS released the report, The Physics Research Center and Iran’s Parallel Military Nuclear Program, in which ISIS evaluated a set of 1,600 telexes outlining a set of departments or buying centers of the former Physics Research Center (PHRC). These departments appeared to be purchasing a variety of goods for specific nuclear technologies, including gas centrifuges, uranium conversion, uranium exploration and perhaps mining, and heavy water production. Figure 1 is a list of the purposes of these departments. The telexes are evaluated in more depth in the February 23, 2012 ISIS report and support that, contrary to Iran’s statements to the International Atomic Energy Agency (IAEA), the PHRC ran a parallel military nuclear program in the 1990s. In the telexes, ISIS identified a department called Department 70 that is linked to the PHRC. This department tried to procure or obtained technical publications and reports from a document center, relevant know-how from suppliers, catalogues from suppliers about particular goods, and a mini- computer from the Digital Equipment Corporation. Department 70 appears to have had personnel highly knowledgeable about the existing literature on a variety of fuel cycle technologies, particularly gas centrifuges. Orders to a British document center reveal many technical publications about gas centrifuges, atomic laser isotope enrichment, the production of uranium compounds including uranium tetrafluoride and uranium hexafluoride (and precursors such as hydrofluoric acid), nuclear grade graphite, and the production of heavy water. -
![小型飛翔体/海外 [Format 2] Technical Catalog Category](https://docslib.b-cdn.net/cover/2534/format-2-technical-catalog-category-112534.webp)
小型飛翔体/海外 [Format 2] Technical Catalog Category
小型飛翔体/海外 [Format 2] Technical Catalog Category Airborne contamination sensor Title Depth Evaluation of Entrained Products (DEEP) Proposed by Create Technologies Ltd & Costain Group PLC 1.DEEP is a sensor analysis software for analysing contamination. DEEP can distinguish between surface contamination and internal / absorbed contamination. The software measures contamination depth by analysing distortions in the gamma spectrum. The method can be applied to data gathered using any spectrometer. Because DEEP provides a means of discriminating surface contamination from other radiation sources, DEEP can be used to provide an estimate of surface contamination without physical sampling. DEEP is a real-time method which enables the user to generate a large number of rapid contamination assessments- this data is complementary to physical samples, providing a sound basis for extrapolation from point samples. It also helps identify anomalies enabling targeted sampling startegies. DEEP is compatible with small airborne spectrometer/ processor combinations, such as that proposed by the ARM-U project – please refer to the ARM-U proposal for more details of the air vehicle. Figure 1: DEEP system core components are small, light, low power and can be integrated via USB, serial or Ethernet interfaces. 小型飛翔体/海外 Figure 2: DEEP prototype software 2.Past experience (plants in Japan, overseas plant, applications in other industries, etc) Create technologies is a specialist R&D firm with a focus on imaging and sensing in the nuclear industry. Createc has developed and delivered several novel nuclear technologies, including the N-Visage gamma camera system. Costainis a leading UK construction and civil engineering firm with almost 150 years of history. -

Trends Towards Sustainability in the Nuclear Fuel Cycle
Nuclear Development 2011 Trends towards Sustainability in the Nuclear Fuel Cycle Executive Summary NUCLEAR ENERGY AGENCY Nuclear Development Trends towards Sustainability in the Nuclear Fuel Cycle Executive Summary Full publication available at: www.oecdbookshop.org © OECD 2011 NUCLEAR ENERGY AGENCY ORGANISATION FOR ECONOMIC CO-OPERATION AND DEVELOPMENT Executive summary Over the last decade, there has been increased recognition of the role that civil nuclear power could play in terms of energy security and greenhouse gas reductions, especially if viewed over the long time frames of the expected lifetimes of current reactor technology. Nuclear energy presents a number of attractive features: it generates essentially no greenhouse gas emissions during production (limiting climate change) and no air pollution (avoiding very detrimental health effects); it is largely immune to the intermittency and unpredictability exhibited by wind and solar energy; it uses fuels with very high energy density (easing the establishment of significant strategic stockpiles) with resources and fabrication facilities distributed in diverse and (mostly) geopolitically stable countries. It therefore contributes to security of supply and offers a reliable energy source for countries where demand for electricity is growing rapidly. Such countries, including China and India, have thus been pursuing rapid deployment of nuclear energy and related fuel cycle elements, including reprocessing and recycling. Nuclear energy can be economically competitive, especially if carbon pricing is considered and financing costs are controlled. Certainly the sector still faces a number of challenges: first and foremost the requirement for continuous enhancement of safety and safety culture (reinforced in particular by the accidents of Three Mile Island, Chernobyl and the more recent accident at Fukushima Daiichi), the need to control the spread of technologies and materials that may be used for non-peaceful purposes and to implement final solutions for radioactive waste disposal and management. -

Development of a Viable Route for Lithium-6 Supply of DEMO and Future Fusion Power Plants T
Fusion Engineering and Design 149 (2019) 111339 Contents lists available at ScienceDirect Fusion Engineering and Design journal homepage: www.elsevier.com/locate/fusengdes Development of a viable route for lithium-6 supply of DEMO and future fusion power plants T T. Giegerich⁎, K. Battes, J.C. Schwenzer, C. Day Karlsruhe Institute of Technology (KIT), Hermann-von-Helmholtz-Platz 1, 76344 Eggenstein-Leopoldshafen, Germany ARTICLE INFO ABSTRACT Keywords: In the European DEMO program, the design development of a demonstration power plant (DEMO) is currently in DEMO its pre-conceptual phase. In DEMO, breeding blankets will use large quantities of lithium, enriched in the isotope Lithium-6 lithium-6 (6Li), for breeding the tritium needed to feed the DT fusion reaction. Unfortunately, enriched lithium is Lithium enrichment commercially not available in the required quantities, which is threatening the success of future power plant ICOMAX process applications of nuclear fusion. Even if the manufacturing of the breeding blankets is still two decades ahead of Mercury us, it is now mandatory to address the topic of lithium-6 supply and to make sure that a viable supply (and HgLab reprocessing) route is available when needed. This paper presents an unbiased systems engineering approach assessing a number of available lithium iso- tope separation methods by defining requirements, rating them systematically and finally calculating a ranking number expressing the value of different methods. As a result, we suggest using a chemical exchange method based on a lithium amalgam system, but including some important improvements leading to a more efficient and ‘clean’ process (the ICOMAX process) in comparison with the formerly used COLEX process. -
Nuclear Technology Reivew for 2002
GC GC(46)/INF/5 16 July 2002 International Atomic Energy Agency GENERAL Distr. GENERAL CONFERENCE Original: ENGLISH Forty-sixth regular session Item 15 of the provisional agenda (GC(46)/1) NUCLEAR TECHNOLOGY REVIEW 2002 1. In response to requests by Member States, the Secretariat produces a comprehensive Nuclear Technology Review every two years, with a shorter supplement in the intervening years. The present report is the second comprehensive compilation giving a global perspective on nuclear technologies for both power and non-power applications. 2. The NTR-2002 contains an Executive Summary and then reviews the following areas: Fundamentals of Nuclear Development; Nuclear Power, Fuel Cycle and Waste Management; Applications for Food, Water and Health; and Applications for Environment and Sustainable Industrial Processes. 3. The document has been modified to take account, to the extent possible, of specific comments by the Board and other comments received from Member States. For reasons of economy, this document has been printed in a limited number. Delegates are kindly requested to bring their copies of documents to meetings. GC(46)/INF/5 Page 2 NUCLEAR TECHNOLOGY REVIEW 2002 Table of Contents EXECUTIVE SUMMARY 4 PART I. FUNDAMENTALS OF NUCLEAR DEVELOPMENT 7 I-1. NUCLEAR, ATOMIC AND MOLECULAR DATA 7 I-2. RESEARCH REACTORS, ACCELERATORS AND RADIOISOTOPES 9 I-2.1. Research Reactors 9 I-2.2. Accelerators 11 I-2.3. Radioisotopes 13 I-3. NUCLEAR INSTRUMENTATION 14 I-4. NUCLEAR FUSION 15 PART II. NUCLEAR POWER, FUEL CYCLE AND WASTE MANAGEMENT 17 II-1. THE GLOBAL NUCLEAR POWER PICTURE 17 II-1.1. -

Nuclear Reprocessing and Proliferation: Alternative Approaches and Their Implications for the Federal Budget
BACKGROUND PAPER Nuclear Reprocessing and Proliferation: Alternative Approaches and their Implications for the Federal Budget May 1977 Congress of the United States Congressional Budget Office Washington, D.C. NUCLEAR REPROCESSING AND PROLIFERATION: ALTERNATIVE APPROACHES AND THEIR IMPLICATIONS FOR THE FEDERAL BUDGET The Congress of the United States Congressional Budget Office For sale by the Superintendent of Documents, U.S. Government Printing OfBce Washington, D.C. 20402 NOTE The Congressional Budget Office has prepared seven other studies on topics related to energy. Copies of these reports can be obtained through CBO's Office of Intergovernmental Relations or, through the U.S. Government Printing Office. Their titles are as follows: Commercialization of Synthetic Fuels: Alternative Loan Guarantee and Price Support Programs Background Paper No. 3 Uranimum Enrichment; Alternatives for Meeting the Nation's Needs and Their Implications for the Federal Budget Background Paper No. 7 GPO Stock No. 052-070-03367-3 Energy Research: Alternative Strategies for Development of New Federal Energy Technologies and Their Implications for the Federal Budget Background Paper No. 10 GPO Stock No. 052-070-03510-2 Financing Energy Development Background Paper No. 12 GPO Stock No. 052-070-03542-1 Petroleum Storage; Alternative Programs and Their Implications for the Federal Budget Background Paper No. 14 GPO Stock No. 052-070-03718-1 Energy Research. Development, Demonstration, and Commercialization Budget Issue Paper GPO Stock No. 052-070-03890-0 Energy Policy Alternatives Budget Issue Paper GPO Stock No. 052-070-03912-4 PREFACE Nuclear Reprocessing and Proliferation analyses and provides background information on the relationship between reprocessing of spent nuclear fuel and the proliferation of nuclear weapons. -

Atomic Energy Je^K L'energie Atomique of Canada Umited Ksv Du Canada Li Mite E
AECL-7416 ATOMIC ENERGY JE^K L'ENERGIE ATOMIQUE OF CANADA UMITED KSV DU CANADA LI MITE E PROGRESS REPORT CHEMISTRY AND MATERIALS DIVISION 1 April -30 June, 1981 PR-CMa-57 Chalk River Nuclear Laboratories Chalk River, Ontario August 1981 PREVIOUS REPORTS IN THIS SERIES PR-CMa-56 January 1 to March 31, 1981 AECL-7332 PR-CMa-55 October 1 to December 31, 1980 AECL-7242 PR-CHa-54 July 1 to September 30, 1980 AECL-7156 PR-CMa-53 April 1 to June 30, 1980 AECL-7094 PR-CMa-57 ATOMIC ENERGY OF CANADA LIMITED PROGRESS REPORT April 1, 1981 - June 30, 1981 CHEMISTRY AND MATERIALS DIVISION The results and conclusions given here are not classified or restricted in any way; however, some of the information is of a preliminary nature. Readers interested in using the information in their own research are invited to consult with the contributors for further details. Copies of the AECL publications referred to in this report may be obtained by writing to the Scientific Document Distribution Offfee, Chalk River Nuclear Laboratories, Chalk River, Ontario, KOJ 1J0. Chalk River Nuclear Laboratories Chalk River, Ontario 1981 August AECL-7416 PROGRESS REPORT April 1, 1981 - June 30, 1981 CHEMISTRY AND MATERIALS DIVISION Director - T. A. Eastwood Secretary - Ms. A. E. Goodale Contents Page HIGHLIGHTS T.A. Eastwood (i) 1. SOLID STATE SCIENCE BRANCH I.V. Mitchell 1 2. GENERAL CHEMISTRY BRANCH I.H. Crocker 27 3. PHYSICAL CHEMISTRY BRANCH D.R. Smith 53 4. MATERIALS SCIENCE BRANCH B. Cox 71 (i) CHEMISTRY AND MATERIALS DIVISION HIGHLIGHTS T. -
Lithium Isotope Separation a Review of Possible Techniques
Canadian Fusion Fuels Technology Project Lithium Isotope Separation A Review of Possible Techniques Authors E.A. Symons Atomic Energy of Canada Limited CFFTP GENERAL CFFTP Report Number s Cross R< Report Number February 1985 CFFTP-G-85036 f AECL-8 The Canadian Fusion Fuels Technology Project represents part of Canada's overall effort in fusion development. The focus for CFFTP is tritium and tritium technology. The project is funded by the governments of Canada and Ontario, and by Ontario Hydro. The Project is managed by Ontario Hydro. CFFTP will sponsor research, development and studies to extend existing experience and capability gained in handling tritium as part of the CANDU fission program. It is planned that this work will be in full collaboration and serve the needs of international fusion programs. LITHIUM ISOTOPE SEPARATION: A REVIEW OF POSSIBLE TECHNIQUES Report No. CFFTP-G-85036 Cross Ref. Report No. AECL-8708 February, 1985 by E.A. Symons CFFTP GENERAL •C - Copyright Ontario Hydro, Canada - (1985) Enquiries about Copyright and reproduction should be addressed to: Program Manager, CFFTP 2700 Lakeshore Road West Mississauga, Ontario L5J 1K3 LITHIUM ISOTOPE SEPARATION: A REVIEW OF POSSIBLE TECHNIQUES Report No. OFFTP-G-85036 Cross-Ref Report No. AECL-87O8 February, 1985 by E.A. Symons (x. Prepared by: 0 E.A. Symons Physical Chemistry Branch Chemistry and Materials Division Atomic Energy of Canada Limited Reviewed by: D.P. Dautovich Manager - Technology Development Canadian Fusion Fuels Technology Project Approved by: T.S. Drolet Project Manager Canadian Fusion Fuels Technology Project ii ACKNOWLEDGEMENT This report has been prepared under Element 4 (Lithium Compound Chemistry) of the Fusion Breeder Blanket Program, which is jointly funded by AECL and CFFTP. -

Uranium Enrichment Plant Characteristics—A Training Manual for the IAEA
ORNL/TM-2019/1311 ISPO-553 Uranium Enrichment Plant Characteristics—A Training Manual for the IAEA J. M. Whitaker October 2019 Approved for public release. Distribution is unlimited. DOCUMENT AVAILABILITY Reports produced after January 1, 1996, are generally available free via US Department of Energy (DOE) SciTech Connect. Website www.osti.gov Reports produced before January 1, 1996, may be purchased by members of the public from the following source: National Technical Information Service 5285 Port Royal Road Springfield, VA 22161 Telephone 703-605-6000 (1-800-553-6847) TDD 703-487-4639 Fax 703-605-6900 E-mail [email protected] Website http://classic.ntis.gov/ Reports are available to DOE employees, DOE contractors, Energy Technology Data Exchange representatives, and International Nuclear Information System representatives from the following source: Office of Scientific and Technical Information PO Box 62 Oak Ridge, TN 37831 Telephone 865-576-8401 Fax 865-576-5728 E-mail [email protected] Website http://www.osti.gov/contact.html This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. -

Economic Perspective for Uranium Enrichment
SIDEBAR 1: Economic Perspective for Uranium Enrichment he future demand for enriched are the customary measure of the effort uranium to fuel nuclear power required to produce, from a feed material plants is uncertain, Estimates of with a fried concentration of the desired T this demand depend on assump- isotope, a specified amount of product en- tions concerning projections of total electric riched to a specified concentration and tails, power demand, financial considerations, and or wastes, depleted to a specified concentra- government policies. The U.S. Department tion. For example, from feed material with a of Energy recently estimated that between uranium-235 concentration of 0.7 per cent now and the end of this century the gener- (the naturally occurring concentration), ation of nuclear power, and hence the need production of a kilogram of uranium enrich- for enriched uranium, will increase by a ed to about 3 per cent (the concentration factor of 2 to 3 both here and abroad. Sale of suitable for light-water reactor fuel) with tails enriched uranium to satisfy this increased depleted to 0.2 per cent requires about 4.3 demand can represent an important source SWU. of revenue for the United States, Through Gaseous diffusion is based on the greater fiscal year 1980 our cumulative revenues rate of diffusion through a porous barrier of from such sales amounted to over 7 billion the lighter component of a compressed dollars, and until recently foreign sales ac- gaseous mixture. For uranium enrichment counted for a major portion of this revenue. the gaseous mixture consists of uranium The sole source of enriched uranium until hexafluoride molecules containing 23$ 1974, the United States now supplies only uranium-235 ( UF6) or uranium-238 238 about 30 per cent of foreign demand, New ( UF6).