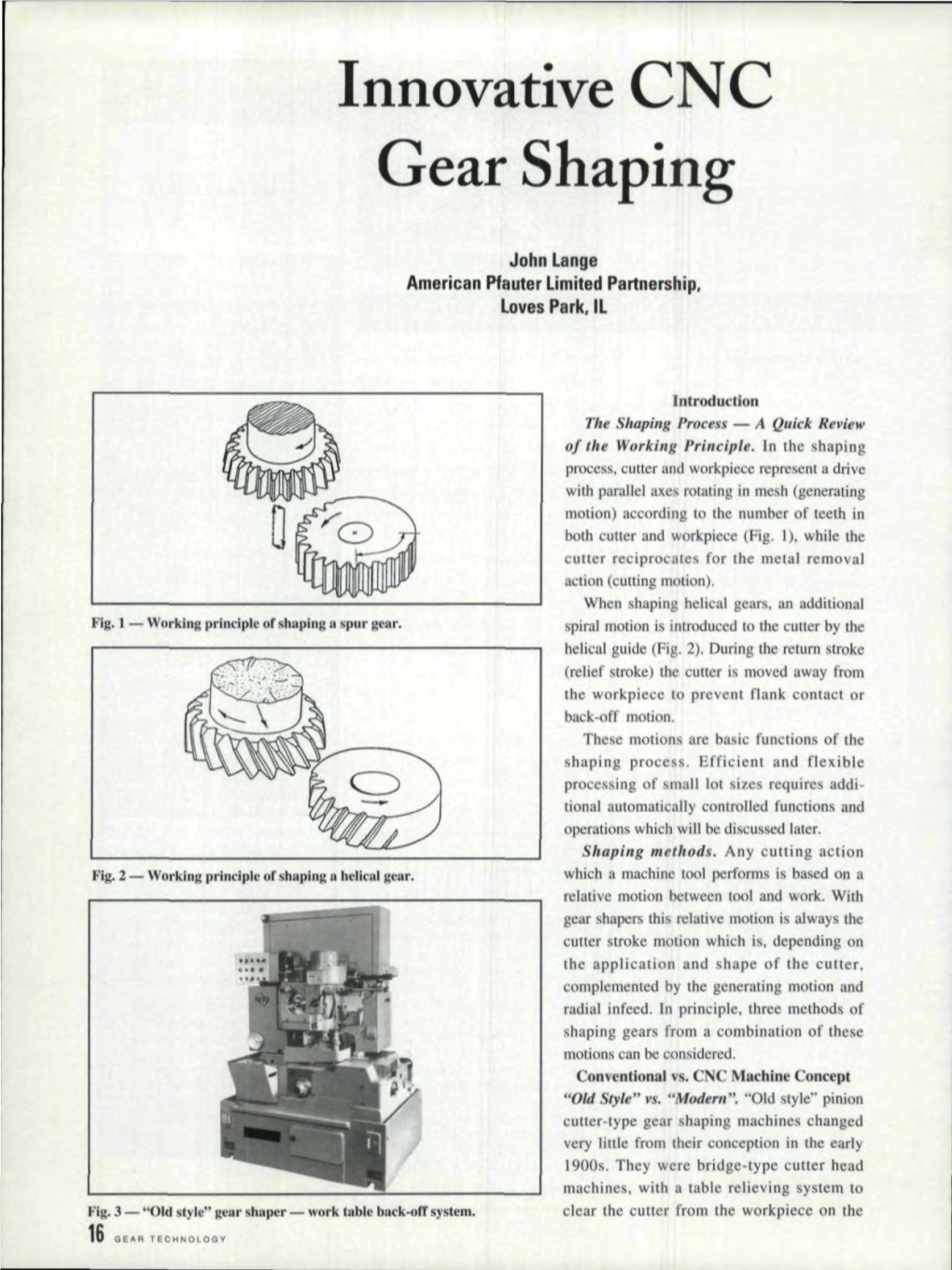
Innovative CNC Gear Shaping
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions
Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions MASAKAZU NABEKURA*1 MICHIAKI HASHITANI*1 YUKIHISA NISHIMURA*1 MASAKATSU FUJITA*1 YOSHIKOTO YANASE*1 MASANOBU MISAKI*1 It is a never-ending theme for motorcycle and automobile manufacturers, for whom the Machine Tool Division of Mitsubishi Heavy Industries, Ltd. (MHI) manufactures and delivers gear cutting machines, gear grinding machines and precision cutting tools, to strive for high precision, low cost transmission gears. This paper reports the recent trends in the automobile industry while describing how MHI has been dealing with their needs as a manufacturer of the machines and cutting tools for gear production. process before heat treatment. A gear shaping machine, 1. Gear production process however, processes workpieces such as stepped gears and Figure 1 shows a cut-away example of an automobile internal gears that a gear hobbing machine is unable to transmission. Figure 2 is a schematic of the conven- process. Since they employ a generating process by a tional, general production processes for transmission specific number of cutting edges, several tens of microns gears. The diagram does not show processes such as of tool marks remain on the gear flanks, which in turn machining keyways and oil holes and press-fitting bushes causes vibration and noise. To cope with this issue, a that are not directly relevant to gear processing. Nor- gear shaving process improves the gear flank roughness mally, a gear hobbing machine is responsible for the and finishes the gear tooth profile to a precision of mi- crons while anticipating how the heat treatment will strain the tooth profile and tooth trace. -

Manufacturing Glossary
MANUFACTURING GLOSSARY Aging – A change in the properties of certain metals and alloys that occurs at ambient or moderately elevated temperatures after a hot-working operation or a heat-treatment (quench aging in ferrous alloys, natural or artificial aging in ferrous and nonferrous alloys) or after a cold-working operation (strain aging). The change in properties is often, but not always, due to a phase change (precipitation), but never involves a change in chemical composition of the metal or alloy. Abrasive – Garnet, emery, carborundum, aluminum oxide, silicon carbide, diamond, cubic boron nitride, or other material in various grit sizes used for grinding, lapping, polishing, honing, pressure blasting, and other operations. Each abrasive particle acts like a tiny, single-point tool that cuts a small chip; with hundreds of thousands of points doing so, high metal-removal rates are possible while providing a good finish. Abrasive Band – Diamond- or other abrasive-coated endless band fitted to a special band machine for machining hard-to-cut materials. Abrasive Belt – Abrasive-coated belt used for production finishing, deburring, and similar functions.See coated abrasive. Abrasive Cutoff Disc – Blade-like disc with abrasive particles that parts stock in a slicing motion. Abrasive Cutoff Machine, Saw – Machine that uses blade-like discs impregnated with abrasive particles to cut/part stock. See saw, sawing machine. Abrasive Flow Machining – Finishing operation for holes, inaccessible areas, or restricted passages. Done by clamping the part in a fixture, then extruding semisolid abrasive media through the passage. Often, multiple parts are loaded into a single fixture and finished simultaneously. Abrasive Machining – Various grinding, honing, lapping, and polishing operations that utilize abrasive particles to impart new shapes, improve finishes, and part stock by removing metal or other material.See grinding. -

General Applications of Gears
UNIT - III GEAR MANUFACTURING PROCESS SPRX1008 – PRODUCTION TECHNOLOGY - II Gears are widely used in various mechanisms and devices to transmit power and motion positively (without slip) between parallel, intersecting (axis) and non-intersecting non parallel shafts, •without change in the direction of rotation •with change in the direction of rotation •without change of speed (of rotation) •with change in speed at any desired ratio Often some gearing system (rack – and – pinion) is also used to transform Rotary motion into linear motion and vice-versa. Fig.1 Features of Spur Gear Gears are basically wheels having, on its periphery, equispaced teeth which are so designed that those wheels transmit, without slip, rotary motion smoothly and uniformly with minimum friction and wear at the mating tooth – profiles. To achieve those favorable conditions, most of the gears have their tooth form based on in volute curve, which can simply be defined as Locus of a point on a straight line which is rolled on the periphery of a circle or Locus of the end point of a stretched string while its unwinding over a cylinder as indicated in Fig. General Applications of Gears Gears of various type, size and material are widely used in several machines and systems requiring positive and stepped drive. The major applications are: • Speed gear box, feed gear box and some other kinematic units of machine tools • Speed drives in textile, jute and similar machineries • Gear boxes of automobiles • Speed and / or feed drives of several metal forming machines • Machineries for mining, tea processing etc. • Large and heavy duty gear boxes used in cement industries, sugar industries, cranes, conveyors etc. -

Precision Tools
Precision Tools Precision Tools Gear Cutting Tools & Broaches Pursuing advanced high-speed technology that is both user and environmentally friendly Since developing Japan's first broaching machine in the late 1920s, Fujikoshi has developed a variety of tools and machine tools to handle advancements in production systems. Fujikoshi continues to lead the way by developing machining systems that integrate tools and machines. Pursuing advanced high-speed technology that is both user and environmentally friendly Since developing Japan's first broaching machine in the late 1920s, Fujikoshi has developed a variety of tools and machine tools to handle advancements in production systems. Fujikoshi continues to lead the way by developing machining systems that integrate tools and machines. ndex Gear Cutting Tools Gear Cutting Comparison and Types 25 Broaches Design of Broach ools Guidance NACHI Accuracy of Gear Shaper Cutters 26 Technical Introduction Basic Design and Cutting Method 61 Materials and Coating of Gear Cutting Tools 5 Cutting Condition and Regrinding 27 Hard Broaches 45 Calculation of Pulling Load 62 Gear Cutting T Disk Type Shaper Cutters Type1Standard Dimensions 28 Broach for MQL 46 Face Angle and Relief Angle 63 Technical Introduction Disk Type Shaper Cutters Type2Standard Dimensions 30 Off-normal Gullet Helical Broach 47 Finished Size of Broaches 64 Hard Hobbing 6 Disk Type Shaper Cutters Type2Standard Dimensions 31 Micro Module Broaching 48 Helical Gear Shaper Cutters High Speed Dry Hobbing 7 Essential Points and Notice 65 Disk -

New Technology of Gear Cutting That Contributes to Customer's
Mitsubishi Heavy Industries Technical Review Vol. 49 No. 3 (September 2012) 29 Latest Gear Cutting Technology that Improves Customer Productivity (Increase in Speed of ST Series NC Guide Gear Shaping Machine) TOSHIMASA KIKUCHI*1 YOSHIHIRO NOSE*2 KATSUHIDE YABE*2 TAKAHIDE TOKAWA*3 Mitsubishi Heavy Industries, Ltd. (MHI) was the first company in the world to establish the dry cut system, which contributes to a clean work environment and high productivity by eliminating the use of cutting oil for the processing of gears. We have been actively offering new technologies, including the one mentioned above, that satisfy the needs of customers. There is a growing need for further improvement of productivity, including the reduction of processing time, from mass production lines of automobiles and other products, as well as from job shops that manufacture multiple types of gears in small quantity. In this paper, we will introduce the latest technologies for productivity improvement of gear cutting machines, taking the ST series NC guide gear shaping machine, one of the gear cutting machines developed by MHI, as an example. |1. Introduction A gear shaper is a gear cutting machine that is generally used to process internal gears and stepped gears. As shown in Figure 1, the cutter and the workpiece are rotated synchronously while the cutter is moved back and forth for processing gears. The gear shaper features a unique function, where a helical guide is used to move gears helically along the cutter lead for the processing of helical gears that are twisted along the helical path. The helical guide needs to be replaced responding to the change of the cutter lead, but helical guides are expensive and replacement requires a fair amount of time and a lot of skill. -

Southern Gear & Machine
Southern Gear & Machine Southern Gear & Machine Equipment Machinery & Equipment Speed. Quality. Value. Southern Gear & Machine Faster Equipment. Superior Quality. Unbeatable Value. Over the past few years, Southern Gear & Machine has acquired significant new resources that dramatically improve our products, quality, cost, and delivery. We manufacture better gears faster and at less cost than in the past, and it is all done in our own shop, under our control and under our AS 9100 quality system. We have invested substantially in machines that cover all aspects of gear making, including turning, milling, grinding, and gear cutting/ grinding. We have implemented proprietary scheduling software that ensures efficient production with little to no down-time. In addition to our considerable investment in equipment and technology, we continue to be committed to the highest standards within our family of employees. Our talented personnel have countless years of experience exclusively making gears and most have been with our company for more than 25 years. This truly extraordinary combination of equipment, technology, talent, and value distinguishes us from other gear shops, and guarantees you a remarkable customer experience and an exceptional product. This brochure highlights some of the machines that are on our shop floor and immediately available to produce your gears. You will receive a superior product with a superior customer experience at a superior value—every time. Give us the opportunity to handle your next project and you will not be disappointed. Mitsubishi GE15A CNC Gear Hobber Capacity 6 Pitch Coarsest Pitch 6” Max. Pitch Diameter Mitsubishi SE25A CNC Gear Shaper Capacity 4 Pitch Coarsest Pitch 10” Max. -

Suchwortverzeichnis · Index of Products AU16-0827 EMO 17 Suchwort Umschlag EMO Hannover 2017 14.07.16 12:21 Seite 3
AU16-0827 EMO_17_Suchwort_Umschlag_EMO Hannover 2017 14.07.16 12:21 Seite 2 Suchwortverzeichnis · Index of products AU16-0827 EMO_17_Suchwort_Umschlag_EMO Hannover 2017 14.07.16 12:21 Seite 3 Ausstellungsgelände · Exhibition Grounds Generalkommissariat Informations-Centrum Tagungsräume Bahnhof/Railway Station General Commissariat Information Center Conference Rooms Hannover Messe/Laatzen Eingang Convention Center S-Bahn St a d t b a h n Entrance Light rail Tram Stand: 04/96 · Position as of 04/96 Änderungen vorbehalten · Su bject to alte r ation AU16-0827 EMO_17_Suchwort_03_EMO Hannover 2017 14.07.16 12:24 Seite 3 Suchwortverzeichnis, numerisch Seite Index of products, numerical Page Werkzeugmaschinen 4 Machine tools 16 Additive Verfahren 8 Additive processes 19 Sonstige Maschinen 8 Other machines 20 Präzisionswerkzeuge 9 Precision tools 20 Bauteile, Baugruppen, Zubehör 10 Parts, components, accessories 22 Software, Fertigungs- und Prozess- Software, manufacturing and process automatisierung 12 automation 23 Messtechnik und Qualitätssicherung 13 Measuring technology and quality assurance 24 Dienstleistungen 14 Services 26 Suchwortverzeichnis, alphabetisch Seite Index of products, alphabetical Page A –Z 29 A –Z 36 3 AU16-0827 EMO_17_Suchwort_04-26_EMO Hannover 2017 14.07.16 12:25 Seite 16 Machine tools 01 Turning machines (lathes) 01.01 Single spindle universal automatic lathes 01.12 Centre lathes 01.23 Axle journal turning and roller burnishing lathes 01.02 Single spindle chucking automatics 01.13 Sliding, surfacing and screw cutting lathes -

Inspection Equipment Lathes Grinders Nc/Cnc Machines
INSPECTION EQUIPMENT LATHES + Threaded Gages, 0-20" Mics 1 43" Swing Mazak Lathe 1 Load Tester 2 36" Swing Summit Lathes 1 Hardness Tester 4 19" Swing LeBlond Lathes 1 Electronic Indicator .000010" Resolution 2 Harding Precision Lathes 2 Micro-Heights to 20" x .0001" 1 15" Swing LeBlond Lathe 3 Surface Plates to 48" x 72" 1 Sheffield Cordax Machine GRINDERS Moore #3 Jig Grinder 11" x 24" with Model 1808M 20" x 24" x 40" 1 DRO 1 DEA Bravo 2104 Measuring Robot 1 10" Landis OD/ID Grinder 25" x 38" x 72" 1 14" x 28" Okamoto Automatic 1 30" Scherr-Tumico Optical Comparator Surface Grinder 1 Calcomp Drawing Master 1073 Plotter 3 Reid Surface Grinders 6" x 18" 1 Pratt & Whitney SuperMic 1 1/16" to 6" Dia. Sunnen Hone 1 Springfield Vertical Grinder NC/CNC MACHINES 20" x 35" Dia. Swing 1 Leblond Makino Machine Center 1 Cincinnati OD/ID Grinder 24" x 42" CNC 1 Mattison 20"(l) x 20"(w) x 50"(h) 1 Cintimatic Vertical Machine Center 20" x 40" EDMS 1 LeBlond 30" Knight CNC Lathe 1 Elox 100 Amp 8" x 12" x 20" 1 LeBlond 19" Regal NC Lathe 1 LeBlond Makino Wire Cut EE6 1 DeVlieg Jig Mill 40" x 50" 15" x 15" x 24" 1 DeVlieg Jig Mill 48" x 48" 2 DeVlieg Jig Mills 48"x 72" GEAR SHAPER 1 Fosmatic Jig Bore 30" x 49" 1 Fellows Model Z Gear Shaper 2 Acer Ultimas with Proto-Trak 2 4-axis Hermle Mills DRILL PRESS 1 4-axis Fadal Vertical Machine Center 1 DoAll Three Spindle 1 Bridgeport V2XT SAWS VERTICAL TURNING LATHES 1 DoAll Contour Saw 20" Throat 1 120" Berthiez VTL 1 Marvel No. -

MHI Super-Skiving System for Longer Tool Life and Enhanced Efficiency in Internal Gear Cutting
Mitsubishi Heavy Industries Technical Review Vol. 52 No. 1 (March 2015) 101 MHI Super-Skiving System for Longer Tool Life and Enhanced Efficiency in Internal Gear Cutting TETSUJI MONDEN*1 TOSHIMASA KIKUCHI*1 YU CHIHARA*1 YOZO NAKAMURA*2 In recent years, the automotive industry has been demanding high-precision and high-efficiency processing of internal gears (ring gears) used for planetary gear devices in terms of improvement of fuel efficiency and reduction of noise. To achieve these, manufacturers are developing a skiving cutting system expected to realize high precision and high efficiency. However, the conventional skiving cutting system using a gear shaper cutter (skiving cutting) has not come into practical use because, in principle, its cutting load is large and, therefore, tool life is shortened and production costs are increased. Against such a background, Mitsubishi Heavy Industries, Ltd. (MHI) has established a process technology with similar accuracy to the skiving cutting while exceeding it in efficiency and tool life. This paper presents the process technology. |1. Introduction An internal gear is used mainly for planetary gear devices for automobile automatic transmissions (AT) and reducers of construction machines. Figure 1 shows the increase/decrease prediction in domestic automobile AT production numbers by type. Production volume of internal gears is expected to expand along with the increase of the number of AT gear stages (increase of planetary gear devices) and of CVT and hybrid vehicles for the purpose of fuel efficiency improvement. Figure 1 Prediction of increase or decrease in domestic automobile AT production numbers (This graph indicates the increase or decrease in production numbers taking 2011 as the base year.) Source: © Automotive Ltd., 2014. -

Introduction to Gear Design 2Nd Edition
Introduction to Gear Design 2nd Edition Charles D. Schultz, p.e. Beyta Gear Service Winfield, IL Sample — BD Tech Concepts LLC ii Introduction to Gear Design For information, contact: Beyta Gear Service Charles D. Schultz, p.e. 0N230 County Farm Road Wineld, IL 60190 [email protected] (630) 209-1652 Visit Beyta Gear Service on the web: http://BeytaGear.com ©1987, 2004 Charles D. Schultz All rights reserved. Self-publishedSample by Charles — D. Schultz, BDBeyta TechGear Service. Concepts LLC Document typesetting and diagram conversions by BD Tech Concepts LLC — 2015. Statement of Non-Liability Due to today’s legal climate, it is necessary to state that this book has been written for general education purposes only. Nothing written in these pages should be considered to be denitive advice about any specic situation. Dedication One of the things I have enjoyed most about being in the gear industry is the opportunity to learn from some really great people. It isn’t possible to list them all here but I’m sure they know who they are. It was their example that lead me to write this book. Whatever good comes from this eort I owe to them. Sample — BD Tech Concepts LLC iii Sample — BD Tech Concepts LLC Contents Dedication iii Introduction ix About the 2nd Edition....................................... ix 1 How to Use This Book1 2 What Kind of Gears Should I Use?3 Parallel-Shaft Gears........................................3 Intersecting-Shaft Gears......................................5 Non-Intersecting-Shaft Gears...................................6 3 What Should They Be Made Of?9 Rating Calculations........................................9 Gear Materials and Heat Treatment...............................9 The Gear-Design Process.................................... -

Advanced Dry-Cutting Gear Shaper SE25A and Super Dry II Coating
Advanced Dry-Cutting Gear Shaper SE25A and Super Dry II Coating TOSHIFUMI KATSUMA*1 KIYOSHI SAKOU*1 MASANOBU MISAKI*1 TOYOAKI YASUI*2 1. Introduction 2.2 Measures against chips in dry cutting Dry cutting using high-speed hobbing, first commer- In wet cutting, the coolant automatically cleans the cialized by Mitsubishi Heavy Industries, Ltd. (MHI), uses cutting point, cools the workpiece and cutting tool, and no coolant, realizing a safe, clean working environment discharges chips. The SE25A uses air blowing and stain- and dramatically improving productivity. MHI received less guard technologies established in hobbing machines, the International Trade and Industries Minister's Award sealing the work area as shown in Fig. 11, and covering in fiscal 1998," the highest prize for energy-saving equip- the bed surfaces with a sharply angled stainless steel ment. cover having a small frictional coefficient to prevent chips MHI recently developed the Mitsubishi dry cutting from accumulating. Fallen chips are immediately dis- gear shaper SE25A based on dry-cutting technology for charged from the machine by a centrally mounted chip the dry-hobbing machines. The sections that follow in- conveyor below the bed, preventing excess heat build- troduce the newly developed SE25A and Super Dry II up. Coating, a dry-cutting tool with resistance against oxi- 2.3 Measures against machine vibration in high-speed dation and wear at high temperatures thus enabling cutting better high-speed dry cutting. A gear shaper vibrates easily because it uses a crank motion to reciprocate the tool. The SE25A has improved 2. Dry Cutting Gear Shaper SE25A rigidity and a new balancer shaft (Fig. -

Late Model Machining & Gear Equipment
LATE MODEL MACHINING & GEAR EQUIPMENT Featuring: (2) 2005 hydromat hS16 & hB45-12 Rotary Transfer Machines • 2007 Reishauer RZ-150 gear grinder • (3) 2005 gleason gP-150S gear Shapers • (2) 2005 Takamatsu XW-150 Twin Spindle Turning Centers • 2014 Brother Speedio VMC • 2006 Samputensili S-100 PD2 gear hobber • Lorenz LS-180 gear Shaper • 2006 Shigiya gPS-30-100 Cylindrical grinder • Jones & Shipman 540 Surface grinder & More Online Only | Live Webcast Machines Available Prior To Sale No On-Site Bidding Very Short Sale - Be Prompt! 2007 Surplus to Ongoing Operations of: ThURS. , AUgUST 8 Th @ 11:00AM EDT PREVIEW & INSPECTION: By Appointment Only PREVIEW LOCATION: REIShAUER RZ-150 CNC Gear Grinder 16700 23 Mile Rd., Macomb, MI 48044 2005 2005 3 Available gLEASON hyDROMAT GP-150S CNC Gear Shaper Epic HS16 CNC Rotary Transfer Machine FOR FURTHER INFO. CONTACT: Taso Sofikitis at (248) 569-9781 or email [email protected] SALE CONDUCTED BY IN CONJUNCTION WITH Place your bid now! 21700 Northwestern Hwy. Suite 1180 REGISTER AT Southfield, MI 48075 Tel: (248) 569-9781 AUCTIONS LIQUIDATIONS APPRAISALS www.maynards.com www.biditup.com GEAR GRINDERS & HOBBERS • Reishauer RZ-150 CNC gear grinder • Samputensili S-100 PD2 5-Axis CNC gear hobber , S/N 76105, 2007, Siemens Control, , Type S100, S/N 180604, Hoffmann Filtration, X-Axis 195mm, Y-Axis 160mm, Z-Axis 100mm, 180 Position New 2006, Siemens 840D Control, Auto Loading for Shafts and Pinions, CNC Loading Station, Gear Charts are Available Dry Cutting Hi-Speed Hobber 2007 2006 REIShAUER SAMPUTENSILI