The Micro Injection Moulding Process for Polymeric Components Manufacturing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Media Information 2018
Media information 2018 The global digital magazine and apps for injection moulders Injection World offers: 4 Comprehensive global coverage Injection World is the monthly magazine providing business, industry and technology news for injection 4 100% focused on injection moulding moulders, mould makers and product designers around the globe. It is accessed by thousands of readers every 4 In-depth market knowledge month free-of-charge online, on tablets, smartphones, and 4 Free access online and via apps via our free apps for the iPad, iPhone and Android devices. Injection World delivers relevant and up-to-date information on 4 Highly competitive advertisement rates the most important technical developments, market trends, 4 Live weblinks from all advertisements business news, design innovations and legislative announcements. And, unlike other general plastics magazines, 4 App viewable without internet connection it is 100% focused on the specific information needs of designers and producers of plastic mouldings. Published by our expert editorial team at AMI – the leading Visit www.injectionworld.com provider of databases, market intelligence and conferences for to see the latest issue and take out the global plastics processing industries – Injection World a free subscription benefits from access to our detailed databases of senior decision makers at injection moulding sites across Europe, the Americas, Asia and the Middle East. These global databases include key purchasers of injection moulding machines, moulds, ancillary equipment, polymers, additives and related services. Looking to access this market? Our advertisements are very competitively priced and include links directly to your website. If you are selling machinery, ancillary equipment, materials, additives or services to the injection moulding industry, then Injection World is the vehicle to promote your business globally. -

Download the Course Outline
Fundamentals of Packaging Technology Seminar Course Outline Semester 1 Day One • Course Introduction • Course Overview 1-3 Market Research • Course Logistics • Why perform market studies • Market study tools 1-1 Perspective on Packaging • Broad based studies • Demographic Workshop: Part One • Focused studies • A definition of packaging • Updating persona through market • The historical evolution of packaging research and packaging materials • The industrial revolution and packaging 1-4 Graphic Design • Growth of modern packaging roles • Demographic Workshop: Part Two • The modern packaging industry • Technical and communication roles compared 1-2 Package Development • The importance of demographic and Process psychographic information • Management of the packaging function • The modern retail environment • The package as the purchase motivator • Project Scope and objectives • Fundamental messages: Cords of • The package development process familiarity and points of difference • The package design brief • Equity and brand names • Specifications • Emotional aspects of color • Basics of graphic design: balance, unity, direction, typography and Day Two illustrations 1-5 Introduction to Printing 1-6 Printing Methods and Printing Methods • Preparing the artwork, prepress proofing Flexographic and Related Relief Printing Processes • Package printing methods and printing presses • Nature and production of the printing plate • Line art, color selection and Pantone Matching System • Configuration of the printing station • Halftone art, screens and -

Blow Molding Solutions Selection Guide
FRESH SOLUTIO FOR BLOW NS MOLDE D CO NTA INE RS YOUR BEST SOURCE FOR BLOW MOLDING SOLUTIONS As the world’s leading polyethylene producer, The Dow Chemical Company (Dow) is uniquely positioned to be your supplier of choice for blow molding materials. By collaborating with customers and other key members throughout the value chain, Dow helps drive innovation and promote sustainability with solutions that successfully address the needs of virtually every blow molding market, including: • Water Juice Dairy (WJD) • Pharmaceuticals (Pharma) • Household & Industrial Chemicals (HIC) • Large Part Blow Molding (LPBM) • Agricultural Chemicals (Ag Chem) • Durable Goods • Personal Care Our rich portfolio of sustainable solutions is backed by industry-leading technical expertise, deep understanding of the marketplace, a highly responsive supply chain, and an unmatched set of global resources. In addition to offering excellent performance and processing, Dow solutions are integral to developing containers that help reduce costs, improve retail visibility, and enhance shelf life. 1 The following pages provide an overview of Dow plastic resins designed for use in blow molded rigid packaging applications: • UNIVAL™ High Density Polyethylene (HDPE) Resins are industry standard, “workhorse” materials for everything from food and beverages to household, industrial, and agricultural chemicals. • CONTINUUM™ Bimodal Polyethylene Resins offer opportunities for increased competitive advantage with enhanced performance that creates the potential for lightweighting, incorporation of post-consumer recycle (PCR) content, and more. • DOW HEALTH+™ Polyethylene Resins deliver the high levels of quality, compliance, and commitment needed to meet the stringent requirements of healthcare and pharmaceutical applications. • DOW™ HDPE Resins are available in bimodal and monomodal grades that offer Dow customers in Latin America excellent top load strength, ESCR, and more for a wide range of applications. -

Thinwall Packaging High Performance Systems for High Performance Parts
Thinwall Packaging High performance systems for high performance parts Benefits • High performance production systems— fast, repeatable • Lighter, more sustainable high performance parts • Consistent part quality • High productivity, low scrap • Complete melt delivery systems with all elements optimized for each application: - machine - hot runner - Altanium® controller With more than 50 years of experience in Our dedicated global thinwall team sup- • Single point of contact for the thinwall packaging industry, Husky is ports customers on multiple levels offering integrated workcell a leader in developing high performance skills, software and services that ensure packaging solutions. Our complete high- the best return on investment. In the early speed systems are optimized to meet our product development stages, we offer • In-mold labeling solutions customers’ specific packaging needs while a wide range of services, including part that help parts stand out on lowering overall part costs. design, flow simulation analysis, finite ele- store shelves ment analysis and resin validation tests. We are committed to being a long-term Once in production, our locally-based partner to help thinwall packaging custom- Service and Sales network is accessible for ers grow their business. To achieve this, 24/7 spare parts and technical support to we maintain collaborative relationships keep systems running efficiently and with with other industry-leading companies to maximum uptime. deliver integrated, best-in-class thinwall packaging systems. Thinwall systems tailored for performance requirements HyPAC two-stage injection HyPAC with two-stage injection is ideal for customers running the highest cavitation molds with the largest shot weights at fast cycles. HyPAC reciprocating-screw injection The unique HyPAC injection unit design offers 30% more throughput and more than twice the melt acceleration for a given screw size. -

Solutions for Injection Molding Applications Selection Guide
TOUGH, RELIABLE SOLUTIONS FOR INJECTIONMOLDING APPLICATIONS YOUR ONE-STOP SHOP FOR INJECTION MOLDING SOLUTIONS As the world’s top producer of polyethylene, • CONTINUUM™ Bimodal Polyethylene The Dow Chemical Company (Dow) is uniquely Resins offer opportunities for enhanced qualified to meet your needs for injection closure performance and increased molding solutions. Our product portfolio competitive advantage with the potential covers everything from industry standards for lightweighting, incorporation of post- to the latest breakthroughs – all backed by consumer recycle (PCR) content, and more. a singular understanding of material science • DOW HEALTH+™ Polyethylene Resins and processing, plus global manufacturing deliver the high levels of quality, compliance, capabilities. By working closely with customers and commitment needed to meet the and other key members of the value chain, stringent requirements of healthcare and Dow helps drive innovation and promote pharmaceutical applications. sustainability in applications such as: • DOW™ HDPE Resins feature excellent • Caps & Closures (C&C) flow, impact strength, rigidity, ESCR, and downgauging capabilities – plus low warpage • Industrial Containers and taste/odor contributions – making • Thin-wall Containers (TWC) them a solid choice for injection molded and • Lids extruded/thermoformed applications like The following pages provide an overview of tubs, pails, and single-serve containers. Dow plastic resins designed for use in injection • DOWLEX™ IP HDPE Resins offer the high molded rigid -

Mechanical Properties of Rapid Manufacturing and Plastic Injection Molding
Mechanical Properties of Rapid Manufacturing and Plastic Injection Molding A Thesis Presented to the Faculty of the Graduate School University of Missouri – Columbia In Partial Fulfillment Of the Requirements for the Degree Master of Science By JOSEPH CONRAD AHLBRANDT Dr. Luis G. Occeña, Thesis Advisor December 2014 The undersigned, appointed by the Dean of the Graduate School, have examined the thesis entitled MECHANICAL PROPERTIES OF RAPID MANUFACTURING AND PLASTIC INJECTION MOLDING Presented by Joseph C. Ahlbrandt A candidate for the degree of Master of Science And hereby certify that in their opinion it is worthy of acceptance Dr. Luis Occeña Dr. James Noble Dr. Yuyi Lin ACKNOWLEDGEMENTS Foremost, I owe many thanks to my advisor, Dr. Luis Occeña, for his continual support during my research and studies. Without him I would not have been able to study this subject and broaden my knowledge of manufacturing methods. The guidance and wisdom that he has provided me is priceless and there is no way I can thank him enough. I am also in debt to Mr. Mike Klote for introducing me to rapid prototyping in his course at Mizzou. He presented rapid prototyping in a way that intrigued me and inspired me to pursue research opportunities related to the subject. I also appreciate his willingness to answer many of my questions that have helped me complete my thesis. I would like to thank the Engineering Technical Services department at the University of Missouri for providing me with support and access to technology that was vital to the completion of my thesis. I could not have completed my research without the occasional assistance of Greg Emanuel and Michael Absheer. -

Optimizing Injection Molding Parameters of Different Halloysites Type-Reinforced Thermoplastic Polyurethane Nanocomposites Via Taguchi Complemented with ANOVA
materials Article Optimizing Injection Molding Parameters of Different Halloysites Type-Reinforced Thermoplastic Polyurethane Nanocomposites via Taguchi Complemented with ANOVA Tayser Sumer Gaaz 1,2,*, Abu Bakar Sulong 1,*, Abdul Amir H. Kadhum 3, Mohamed H. Nassir 4 and Ahmed A. Al-Amiery 3 1 Department of Mechanical & Materials Engineering, Faculty of Engineering & Built Environment, University Kebangsaan Malaysia, Bangi 43600, Selangor, Malaysia 2 Department of Machinery Equipment Engineering Techniques, Technical College Al-Musaib, Al-Furat Al-Awsat Technical University, Al-Musaib 51009, Babil, Iraq 3 Department of Chemical & Process Engineering, Faculty of Engineering & Built Environment, Universiti Kebangsaan Malaysia, Bangi 43600, Selangor, Malaysia; [email protected] (A.A.H.K.); [email protected] (A.A.A.-A.) 4 Program of Chemical Engineering, Taylor’s University-Lakeside Campus, Subang Jaya 47500, Selangor, Malaysia; [email protected] * Correspondence: [email protected] (T.S.G.); [email protected] (A.B.S.); Tel.: +60-11-210-60892 (T.S.G.); +60-38-921-6678 (A.B.S.); Fax: +60-38-925-9659 (A.B.S.) Academic Editor: Naozumi Teramoto Received: 7 October 2016; Accepted: 17 November 2016; Published: 22 November 2016 Abstract: Halloysite nanotubes-thermoplastic polyurethane (HNTs-TPU) nanocomposites are attractive products due to increasing demands for specialized materials. This study attempts to optimize the parameters for injection just before marketing. The study shows the importance of the preparation of the samples and how well these parameters play their roles in the injection. The control parameters for injection are carefully determined to examine the mechanical properties and the density of the HNTs-TPU nanocomposites. -
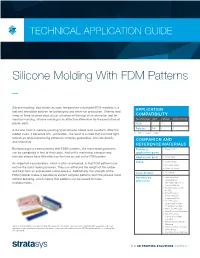
Silicone Molding with FDM Patterns
TECHNICAL APPLICATION GUIDE Silicone Molding With FDM Patterns Silicone molding, also known as room temperature vulcanized (RTV) molding, is a fast and affordable solution for prototyping and short-run production. Offering lead APPLICATION times of three to seven days at just a fraction of the cost of an aluminum tool for COMPATIBILITY injection molding, silicone molding is an attractive alternative for the production of TECHNOLOGY IDEA DESIGN PRODUCTION plastic parts. FDM 2 3 3 PolyJet NA 5 5 A silicone mold is made by pouring liquid silicone rubber over a pattern. After the rubber cures, it becomes firm, yet flexible. The result is a mold that can hold tight (0 – N/A, 1 – Low, 5 – High) tolerances while reproducing extremely complex geometries, intricate details, COMPANION AND and undercuts. REFERENCE MATERIALS By replacing machined patterns with FDM® patterns, the mold-making process Technical • Document can be completed in two to three days. And unlike machining, complex and application guide intricate shapes have little effect on the time or cost of the FDM pattern. Application brief • Document • Commercial An important consideration, which is often overlooked, is that FDM patterns can Video • Success story endure the mold-making process. They can withstand the weight of the rubber • How It’s Used and heat from an accelerated curing process. Additionally, the strength of the Case Studies • ScanMed FDM material makes it possible to extract complex patterns from the silicone mold • Best Practice: without breaking, which means that patterns can be reused to make Referenced processes Orienting for multiple molds. Strength, Speed or Surface Finish • Best Practice: CAD to STL • Best Practice: Sectioning an Oversized Part • Best Practice: Applying Custom Toolpaths for Thin • Walls and Bosses • Best Practice: Bonding • Best Practice: Optimizing Seam Location • Best Practice: Media Blasting Silicone molded MRI cover and tooling. -

Thermoplastic Polyurethane Elastomers (TPU) Elastollan®– Processing Recommendations
Thermoplastic Polyurethane Elastomers (TPU) Elastollan®– Processing Recommendations Technical Information Contents General Storage 4 Recommendations Drying 5 Colouring 6 Additives 6 Use of Regrind 6 Post-treatment 7 Health & Safety at Work 8 Disposal 8 Processing Machine Design 9 Injection Moulding Processing Parameters 10 Mould Design 12 Shrinkage 14 Inserts 14 Special Processing Methods 15 Trouble Shooting Guidelines 15 Processing Machine Design 16 Extrusion Processing Parameters 17 Die Design 18 Cooling and Calibration 19 Extrusion Techniques 20 Special Processing Methods 22 Trouble Shooting Guidelines 22 Finishing Procedures Welding 23 Bonding 23 Surface Finishing 23 2 Contents Machining Machining Parameters 24 Drilling 24 Turning 25 Milling 25 Cutting 25 Grinding 25 Punching 25 Quality 26 Management Index of Key Terms 27 Edition: November 2011 3 General Recommendations Storage Elastollan is the protected trade mark Moisture absorption of our thermoplastic polyurethane Polyester-TPU elastomers (TPU). These materials Hardness 80 Shore A – 64 Shore D are used for injection moulding, 0,80 extrusion and blow moulding. 0,70 ] 1 % 0,60 The following recommendations [ should be observed in the process- 0,50 ing of Elastollan materials. 0,40 Humidity Elastollan grades are supplied uncol- 0,30 oured, in diced, cylindrical or lentil- 0,20 2 shaped form. The materials are 0,10 hygroscopic i.e. dry Elastollan, when 0,00 exposed to the atmosphere will 0 12345678 rapidly absorb moisture. Polyether- Time [h] based Elastollan grades absorb 1 – Standard atmosphere 40°C/92% rel. hum. more rapidly moisture than polyester- 2 – Standard atmosphere based grades. 23°C/50% rel. hum. Fig.1 Figures 1 and 2 show the rate of moisture absorption. -

WO 2012/120109 Al 13 September 2012 (13.09.2012) P O P C T
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (10) International Publication Number (43) International Publication Date WO 2012/120109 Al 13 September 2012 (13.09.2012) P O P C T (51) International Patent Classification: (72) Inventors; and B65D 51/28 (2006.01) C12H 1/14 (2006.01) (75) Inventors/Applicants (for US only): AAGAARD, Olav B65D 81/20 (2006.01) C12H 1/22 (2006.01) Marcus [NL/NL]; van Slingelandtlaan 32, NL-305 1 HX B65D 81/24 (2006.01) B65D 1/02 (2006.01) Rotterdam (NL). CAMPBELL GLASGOW, Katherine B65D 81/32 (2006.01) [US/US]; 1729 Gracechurch Street, Wake Forest, North Carolina 27587 (US). THOMPSON, Malcolm Joseph (21) International Application Number: [US/US]; 112 Walcott Way, Cary, North Carolina 275 19 PCT/EP2012/054084 (US). KIRCH, Marco Josef Otto [DE/US]; 220 Caniff (22) International Filing Date: Lane, Cary, North Carolina 2751 9 (US). March 2012 (09.03.2012) (74) Agent: COHAUSZ & FLORACK (24),; Bleichstrasse 14, (25) Filing Language: English 4021 1 Dusseldorf(DE). (26) Publication Language: English (81) Designated States (unless otherwise indicated, for every kind of national protection available): AE, AG, AL, AM, (30) Priority Data: AO, AT, AU, AZ, BA, BB, BG, BH, BR, BW, BY, BZ, 61/45 1,192 10 March 201 1 (10.03.201 1) US CA, CH, CL, CN, CO, CR, CU, CZ, DE, DK, DM, DO, 61/538,242 23 September 201 1 (23.09.201 1) US DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, HN, (71) Applicant (for all designated States except US): NOMA- HR, HU, ID, IL, IN, IS, JP, KE, KG, KM, KN, KP, KR, CORC LLC [US/US]; 400 Vintage Park Drive, Zebulon, KZ, LA, LC, LK, LR, LS, LT, LU, LY, MA, MD, ME, North Carolina 27597 (US). -
Injection Moulding Part Design for Dummies‰ PROTO LABS‰ SPECIAL EDITION
These materials are © 2012 John Wiley & Sons, Inc . Any dissemination, distribution, or unauthorized use is strictly prohibited. Injection Moulding Part Design FOR DUMmIES‰ PROTO LABS‰ SPECIAL EDITION by Thom Tremblay These materials are © 2012 John Wiley & Sons, Inc . Any dissemination, distribution, or unauthorized use is strictly prohibited. Injection Moulding Part Design For Dummies,® Proto Labs® Special Edition Published by John Wiley & Sons, Inc. 111 River Street Hoboken, NJ 07030-5774 www.wiley.com Copyright © 2012 by John Wiley & Sons, Inc., Hoboken, NJ Published by John Wiley & Sons, Inc., Hoboken, NJ No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, mechanical, photocopying, recording, scanning or otherwise, except as permitted under Sections 107 or 108 of the 1976 United States Copyright Act, without the prior written permission of the Publisher. Requests to the Publisher for permission should be addressed to the Permissions Department, John Wiley & Sons, Inc., 111 River Street, Hoboken, NJ 07030, (201) 748-6011, fax (201) 748-6008, or online at http://www.wiley.com/go/permissions. Trademarks: Wiley, the Wiley logo, For Dummies, the Dummies Man logo, A Reference for the Rest of Us!, The Dummies Way, Dummies.com, Making Everything Easier, and related trade dress are trademarks or registered trademarks of John Wiley & Sons, Inc. and/or its affiliates in the United States and other countries, and may not be used without written permission. Proto Labs is a registered trademark of Proto Labs, Inc., and may not be used without Proto Labs, Inc.’s permission. -

Manufacturing Methods and the Impact of Moisture on Plastic Resins
an R2M co. PLASTIC RESINS AND MOISTURE WHITEPAPER BY: JAYMIN JEFFERY, QA MANAGER, ICONN SYSTEMS, LLC Manufacturing Methods and The Impact of Moisture on Plastic Resins Introduction Many plastic resins are “hygroscopic”. When resins are hygroscopic, the materials absorb and release moisture from the air depending upon the environment in which they are exposed and the duration of the exposure. This study examines the impact of moisture on plastic resins during the production process of molding the raw materials into finished products and examines steps that manufacturers should take in order to manage the moisture content in their resins. If the appropriate steps to control moisture when injection molding plastics is not taken, moisture is a monster. Plastic Resins: The hygroscopic molding material The majority of resins that are available in the plastic resin manufacturers may dry the material, marketplace are hygroscopic. In other words, the polyethylene bags are not enough to prevent materials absorb moisture in humid air condi- moisture from entering into the bag. Polyethylene tions and release moisture in arid or dry condi- bags are porous and will allow some amount of tions.Hygroscopic resins include PA, PC, PET, ABS, water into the bag. Polyurethane, and PBT. Non-hygroscopic resins include PE, PP, PVC, and Polystyrene. Nylon 6 For manufacturing companies that utilize these is one of the more hygroscopic resins and is plastic resins, both hygroscopic and non-hygro- capable of containing as much as 9% of its weight scopic, in their injection molding process a gen- in moisture. eral understanding of the water content must be understood in order to successfully mold parts Manufacturers of plastic resins in many cases with as little variation in their process as possible.