EPA 453 R-93-032 ACT Nox Emissions from Stationary
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Development of a Throttleless Natural Gas Engine
February 2002 • NREL/SR-540-31141 Development of a Throttleless Natural Gas Engine Final Report John T. Kubesh Southwest Research Institute San Antonio, Texas National Renewable Energy Laboratory 1617 Cole Boulevard Golden, Colorado 80401-3393 NREL is a U.S. Department of Energy Laboratory Operated by Midwest Research Institute ••• Battelle ••• Bechtel Contract No. DE-AC36-99-GO10337 February 2002 • NREL/SR-540-31141 Development of a Throttleless Natural Gas Engine Final Report John T. Kubesh Southwest Research Institute San Antonio, Texas NREL Technical Monitor: Mike Frailey Prepared under Subcontract No. ZCI-9-29065-01 National Renewable Energy Laboratory 1617 Cole Boulevard Golden, Colorado 80401-3393 NREL is a U.S. Department of Energy Laboratory Operated by Midwest Research Institute ••• Battelle ••• Bechtel Contract No. DE-AC36-99-GO10337 NOTICE This report was prepared as an account of work sponsored by an agency of the United States government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States government or any agency thereof. Available electronically at http://www.osti.gov/bridge Available for a processing fee to U.S. -

1) Crate Late Model Engine Rules
1) Crate Late Model Engine Rules a) Engines (i) Gm part number 88958602 & gm part number 88958604 (ii) These engines are sealed at the intake manifold, cylinder head, front cover, and oil pan with special twist off bolt heads originally from gm. Crate USA seals allowed, no RM bolts, for any other sealing system contact Crate Racing USA for approval. Crate engines must not be altered, modified or changed from factory specs. (iii) The sealed engines must remain intact and not be tampered with; any seals that have been removed or tampered with will make the engine illegal and not eligible for competition. (iv) No changes are allowed to the engine - intake manifold, heads, valve covers, front cover, oil pan, harmonic balancer or any other part / or parts on / or in engine. (v) After much research Durrance Layne Dirt Late Model Series officials, along with GM Officials, have determined on some cases that original factory cylinder heads and valve springs do not meet the required correct install height. To correct this, shimming will be allowed to meet the correct install heights listed in the chart below. These updates will be published in a forthcoming version of the GM Technical/ Specification Manual. (vi) Valve Spring Specifications – New Description 88958602 88958603 88958604 Valve Spring P/N 10212811 12551483 12551483 Valve Spring P/N -set of 16 n/a 12495494 12495494 Diameter (+/- .010") (A) 1.250" 1.340" 1.340" Free Height (+/- .015") (B) 2.021" 2.154" 2.154" Installed Height (Ok to shim to proper height) (C) 1.70" 1.780" 1.780" Pressure @ Installed Height (+/- 5 lbs.) (D) 80 lbs. -

8.1 L Diesel Engines Base Engine
POWERTECH 8.1 L Diesel Engines Base Engine TECHNICAL MANUAL POWERTECH 8.1 L Diesel Engines Ð Base Engine CTM86 06JUL06 (ENGLISH) For complete service information also see: POWERTECH 8.1 L Diesel EnginesÐMechanical Fuel Systems ...... CTM243 POWERTECH 6.8 L & 8.1 L Diesel EnginesÐLevel 3 Electronic Fuel Systems with Bosch In-Line Pump ............... CTM134 POWERTECH 8.1 L Diesel EnginesÐLevel 9 Electronic Fuel Systems with Denso In-Line Pump ............................... CTM255 Electronic Fuel Injection Systems ........ CTM68 OEM Engine Accessories ............... CTM67 Alternators and Starting Motors.......... CTM77 John Deere Power Systems LITHO IN U.S.A. Introduction Foreword This manual is written for an experienced technician. applicable essential tools, service equipment, and Essential tools required in performing certain service other materials needed to do the job, service parts kits, work are identified in this manual and are specifications, wear tolerance, and torque values. recommended for use. Before beginning repair on an engine, clean the engine This manual (CTM86) covers only the base engine. It and mount on a repair stand. (See CLEAN ENGINE in is one of five volumes on 8.1 L engines. The following Group 010 and see MOUNT ENGINE ON REPAIR four companion manuals cover fuel system repair and STAND in Group 010..) diagnostics: This manual contains SI Metric units of measure • CTM243ÐMechanical Fuel Systems followed immediately by the U.S. Customary units of • CTM134ÐLevel 3 Electronic Fuel Systems measure. Most hardware on these engines is metric • CTM255ÐLevel 9 Electronic Fuel Systems sized. • CTM68ÐElectronic Injection Fuel Systems Some components of this engine may be serviced Other manuals will be added in the future to provide without removing the engine from the machine. -

Nitrogen Oxides
Pollution Prevention and Abatement Handbook WORLD BANK GROUP Effective July 1998 Nitrogen Oxides Nitrogen oxides (NOx) in the ambient air consist 1994). The United States generates about 20 mil- primarily of nitric oxide (NO) and nitrogen di- lion metric tons of nitrogen oxides per year, about oxide (NO2). These two forms of gaseous nitro- 40% of which is emitted from mobile sources. Of gen oxides are significant pollutants of the lower the 11 million to 12 million metric tons of nitrogen atmosphere. Another form, nitrous oxide (N2O), oxides that originate from stationary sources, is a greenhouse gas. At the point of discharge about 30% is the result of fuel combustion in large from man-made sources, nitric oxide, a colorless, industrial furnaces and 70% is from electric utility tasteless gas, is the predominant form of nitro- furnaces (Cooper and Alley 1986). gen oxide. Nitric oxide is readily converted to the much more harmful nitrogen dioxide by Occurrence in Air and Routes of Exposure chemical reaction with ozone present in the at- mosphere. Nitrogen dioxide is a yellowish-or- Annual mean concentrations of nitrogen dioxide ange to reddish-brown gas with a pungent, in urban areas throughout the world are in the irritating odor, and it is a strong oxidant. A por- range of 20–90 micrograms per cubic meter (µg/ tion of nitrogen dioxide in the atmosphere is con- m3). Maximum half-hour values and maximum 24- verted to nitric acid (HNO3) and ammonium hour values of nitrogen dioxide can approach 850 salts. Nitrate aerosol (acid aerosol) is removed µg/m3 and 400 µg/m3, respectively. -

Reducing Nox Emissions on the Road
EUROPEAN CONFERENCE OF MINISTERS OF TRANSPORT REDUCING NOX EMISSIONS ON THE ROAD ENSURING FUTURE EXHAUSTS EMISSION LIMITS DELIVER AIR QUALITY STANDARDS Reducing NOx Emissions on the Road FOREWORD AND ACKNOWLEDGEMENTS Transport Ministers noted the conclusions and recommendations of this report at the meeting of the Council of the ECMT in Dublin on 17-18 May 2006, and asked the Secretariat to transmit the report to the UN/ECE with a request to expedite deliberations on improved vehicle certification tests for NOx emissions for adoption world-wide. This was duly done. The ECMT is grateful to Heinz Steven of the RWTÜV Institute for Vehicle Technology in Germany for the analysis presented in this paper. The report was prepared by the ECMT Group on Transport and the Environment in co-operation with the OECD Environment Policy Committee’s Working Group on Transport. © ECMT, 2006 1 Reducing NOx Emissions on the Road TABLE OF CONTENTS ACKNOWLEDGEMENTS ...............................................................................................................1 EXECUTIVE SUMMARY ................................................................................................................3 1. INTRODUCTION .....................................................................................................................6 2. REVIEW OF EU AND UN-ECE REGULATIONS.....................................................................7 2.1 Cars and light duty vehicles ..........................................................................................7 -

Application of the Nox Reaction Model for Development of Low-Nox Combustion Technology for Pulverized Coals by Using the Gas Phase Stoichiometric Ratio Index
Energies 2011, 4, 545-562; doi:10.3390/en4030545 OPEN ACCESS energies ISSN 1996-1073 www.mdpi.com/journal/energies Article Application of the NOx Reaction Model for Development of Low-NOx Combustion Technology for Pulverized Coals by Using the Gas Phase Stoichiometric Ratio Index Masayuki Taniguchi *, Yuki Kamikawa, Tsuyoshi Shibata, Kenji Yamamoto and Hironobu Kobayashi Energy and Environmental Systems Laboratory, Hitachi, Ltd. Power Systems Company, 7-2-1 Omika-cho, Hitachi-shi, Ibaraki-ken, 319-1292, Japan; E-Mails: [email protected] (Y.K.); [email protected] (T.S.); [email protected] (K.Y.); [email protected] (H.K.) * Author to whom correspondence should be addressed; E-Mail: [email protected]; Tel.: +81-29-276-5889. Received: 9 December 2010; in revised form: 14 February 2011 / Accepted: 16 March 2011 / Published: 23 March 2011 Abstract: We previously proposed the gas phase stoichiometric ratio (SRgas) as an index to evaluate NOx concentration in fuel-rich flames. The SRgas index was defined as the amount of fuel required for stoichiometric combustion/amount of gasified fuel, where the amount of gasified fuel was the amount of fuel which had been released to the gas phase by pyrolysis, oxidation and gasification reactions. In the present study we found that SRgas was a good index to consider the gas phase reaction mechanism in fuel-rich pulverized coal flames. When SRgas < 1.0, NOx concentration was strongly influenced by the SRgas value. NOx concentration was also calculated by using a reaction model. The model was verified for various coals, particle diameters, reaction times, and initial oxygen concentrations. -

Cooling System
COOLING SYSTEM A system, which controls the engine temperature, is known as a cooling system. NECESSITY OF COOLING SYSTEM The cooling system is provided in the IC engine for the following reasons: The temperature of the burning gases in the engine cylinder reaches up to 1500 to 2000°C, which is above the melting point of the material of the cylinder body and head of the engine. (Platinum, a metal which has one of the highest melting points, melts at 1750 °C, iron at 1530°C and aluminium at 657°C.) Therefore, if the heat is not dissipated, it would result in the failure of the cylinder material. Due to very high temperatures, the film of the lubricating oil will get oxidized, thus producing carbon deposits on the surface. This will result in piston seizure. Due to overheating, large temperature differences may lead to a distortion of the engine components due to the thermal stresses set up. This makes it necessary for, the temperature variation to be kept to a minimum. Higher temperatures also lower the volumetric efficiency of the engine. REQUIREMENTS OF EFFICIENT COOLING SYSTEM The two main requirements of an efficient cooling system are: 1. It must be capable of removing only about 30% of the heat generated in the combustion chamber. Too much removal of heat lowers the thermal efficiency of the engine. 2. It should remove heat at a fast rate when the engine is hot. During the starting of the engine, the cooling should be very slow so that the different working parts reach their operating temperatures in a short time. -
Unit 11 Cooling Systems
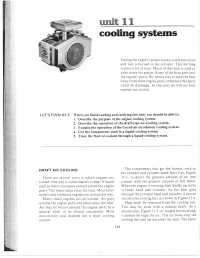
unit 11 cooling systems During the engine's power stroke, a mixture of air and fuel is burned in the cylinder. This burning creates a lot of heat. Much of this heat is used to push down the piston. Some of the heat goes into the engine's parts. We need a way to take the heat away from these engine parts; otherwise the parts could be damaged. In this unit we will see how engines are cooled. LET'S FIND OUT: When you finish reading and studying this unit, you should be able to: 1. Describe the purpose of the engine cooling system. 2. Describe the operation of the draft-type air-cooling system. 3. Explain the operation of the forced-air-circulation cooling system. 4. List the components used in a liquid-cooling system. 5. Trace the flow of coolant through a liquid-cooling system. DRAFT AIR COOLING The components that get the hottest, such as the cylinder and cylinder head, have fins, Figure There are several ways in which engines are 11-1, to direct the greatest amount of air into cooled. One way is called liquid cooling. A liquid contact with the greatest amount of hot metal. such as water circulates around all the hot engine When the engine is running, heat builds up in the parts. The water takes away the heat. Most auto• cylinder head and cylinder. As the heat goes mobile and outboard engines are cooled this way. through the cylinder head and cylinder, it moves Many small engines are air-cooled. Air goes out into the cooling fins, as shown in Figure 11-2. -

Air Conditioners, Fans and Heaters
K2 ENVIRONMENTAL CONTROLS GENERAL INFORMATION Wiegmann has always recognized that stance, use of louvers or grilles with 3 Closed-Loop Cooling — In harsh our customers in the electrical and filters can be effective. This method, environments involving high tempera- electronic marketplace need reliable, however, usually provides less cool- tures, wash-down requirements, high quality enclosures and environ- ing effect than is necessary with heavy particulate matter or the pres- mental control products to meet their today’s components. ence of chemicals capable of damaging protection requirements. Protection 2 Forced Convection Air Cooling — components (NEMA 4 or 12 environ- Requirements today not only mandate If the installation will be in a clean, ments), ambient air must be kept out NEMA TYPE 12, 3R, 4, & 4X, but also non-hazardous environment with of the enclosure. Closed-loop cooling require a broad mix of BTU & size an acceptable ambient (outside the consists of two separate circulation selections. Wiegmann is proud to offer enclosure) temperature range, a sim- systems. One system, sealed those choices via a whole new line of ple forced-air cooling system utilizing against the ambient air, cools and A/C products. They are: Advantage outside air is usually adequate. recirculates the clean cool air Series, Trim Line Series, Micro-Mini Combined with an air filter, such throughout the enclosure. The second Series, Integrity Series, and the Top devices generally meet the heat system uses ambient air or water to Mount Series. removal needs of typical electronic remove and discharge the heat. Examples of closed-loop cooling Three Basic Cooling Methods equipment and many electrical appli- cations (Fig. -

Thermodynamic Benefits of Opposed-Piston Two- 2011-01-2216 Published Stroke Engines 09/13/2011
Gratis copy for Randy Herold Copyright 2011 SAE International E-mailing, copying and internet posting are prohibited Downloaded Thursday, August 18, 2011 12:14:28 PM Thermodynamic Benefits of Opposed-Piston Two- 2011-01-2216 Published Stroke Engines 09/13/2011 Randy E. Herold, Michael H. Wahl, Gerhard Regner and James U. Lemke Achates Power, Inc. David E. Foster Univ. of Wisconsin - Madison Copyright © 2011 SAE International doi:10.4271/2011-01-2216 piston two-stroke engine has inherently lower peak in- ABSTRACT cylinder temperatures than the four-stroke engine, lower A detailed thermodynamic analysis was performed to intake pressure was required to meet the NOx emissions demonstrate the fundamental efficiency advantage of an constraint and as a result lower pumping work was needed. opposed-piston two-stroke engine over a standard four-stroke At the simulated condition considered, the opposed-piston engine. Three engine configurations were considered: a two-stroke engine had approximately 9.0% lower brake- baseline six-cylinder four-stroke engine, a hypothetical three- specific fuel consumption than the four-stroke engine. cylinder opposed-piston four-stroke engine, and a three- cylinder opposed-piston two-stroke engine. The bore and INTRODUCTION stroke per piston were held constant for all engine Opposed-piston two-stroke engines were conceived in the configurations to minimize any potential differences in 1800's in Europe and subsequently developed in multiple friction. The closed-cycle performance of the engine countries for a wide variety of applications including aircraft, configurations were compared using a custom analysis tool ships, tanks, trucks, and locomotives and maintained their that allowed the sources of thermal efficiency differences to presence throughout most of the twentieth century [1,2,3,4,5]. -
High Temperature Air-Cooled Power Electronics Thermal Design Annual Progress Report Scot Waye
High Temperature Air-Cooled Power Electronics Thermal Design Annual Progress Report Scot Waye NREL is a national laboratory of the U.S. Department of Energy Office of Energy Efficiency & Renewable Energy Operated by the Alliance for Sustainable Energy, LLC This report is available at no cost from the National Renewable Energy Laboratory (NREL) at www.nrel.gov/publications. Management Report NREL/MP-5400-62784 August 2016 Contract No. DE-AC36-08GO28308 High Temperature Air-Cooled Power Electronics Thermal Design Annual Progress Report Scot Waye Prepared under Task No. VTP2.7000 NREL is a national laboratory of the U.S. Department of Energy Office of Energy Efficiency & Renewable Energy Operated by the Alliance for Sustainable Energy, LLC This report is available at no cost from the National Renewable Energy Laboratory (NREL) at www.nrel.gov/publications. National Renewable Energy Laboratory Management Report 15013 Denver West Parkway NREL/MP-5400-62784 Golden, CO 80401 August 2016 303-275-3000 • www.nrel.gov Contract No. DE-AC36-08GO28308 NOTICE This report was prepared as an account of work sponsored by an agency of the United States government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States government or any agency thereof. -
All About Intercooling
ALL ABOUT INTERCOOLING A COMPREHENSIVE GUIDE TO INTERCOOLING BY GEORGE SPEARS ALL ABOUT INTERCOOLING TABLE OF CONTENTS I. The Advantages of Intercooling II. Intercooler Basics A. What is an intercooler and what does it do? B. Vacuum furnace brazing C. C.A.B. III. Types of Assemblies and Construction of Intercoolers A. Bar and plate type B. Welded or extruded tube type IV. Air / Liquid Intercoolers V. Intercooler Efficiency or Effectiveness VI. Sizing the Intercooler and Engineering the System VII. Intercooler Performance and Testing VIII. Engine Fuel System IX. Intercooler Sizes and Fin Configuration for Special Purposes X. Oversized Intercoolers XI. Charge Air Cooling by Refrigeration XII. Water Injection XIII. Intercooler Thickness XIV. Welding Aluminum Intercooler Cores and Other Aluminum Components ALL ABOUT INTERCOOLING THE ADVANTAGES OF INTERCOOLING Intercooling a supercharged or turbocharged engine has several advantages. The first and most frequently considered advantage is increased air density with consequential increase in horsepower. As will be shown in this booklet, horsepower can be increased by as much as 18 % or more. Some of the other bene- fits of intercooling are in- creasing the detonation thresh- old. With a good intercooler you can generally run three to four ad- ditional lbs of boost with the same octane gasoline and ignition timing without ex- periencing detona- tion. An inter- cooler slightly reduces the thermal load across the en- gine. When the inlet valve closes, the charge air inside the cylinder can be as much as 175° F to 200° F cooler than a non-intercooled engine, depending on the effectiveness of the intercooler.