Patinas for Small Studios
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Treatise on Combined Metalworking Techniques: Forged Elements and Chased Raised Shapes Bonnie Gallagher
Rochester Institute of Technology RIT Scholar Works Theses Thesis/Dissertation Collections 1972 Treatise on combined metalworking techniques: forged elements and chased raised shapes Bonnie Gallagher Follow this and additional works at: http://scholarworks.rit.edu/theses Recommended Citation Gallagher, Bonnie, "Treatise on combined metalworking techniques: forged elements and chased raised shapes" (1972). Thesis. Rochester Institute of Technology. Accessed from This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact [email protected]. TREATISE ON COMBINED METALWORKING TECHNIQUES i FORGED ELEMENTS AND CHASED RAISED SHAPES TREATISE ON. COMBINED METALWORKING TECHNIQUES t FORGED ELEMENTS AND CHASED RAISED SHAPES BONNIE JEANNE GALLAGHER CANDIDATE FOR THE MASTER OF FINE ARTS IN THE COLLEGE OF FINE AND APPLIED ARTS OF THE ROCHESTER INSTITUTE OF TECHNOLOGY AUGUST ( 1972 ADVISOR: HANS CHRISTENSEN t " ^ <bV DEDICATION FORM MUST GIVE FORTH THE SPIRIT FORM IS THE MANNER IN WHICH THE SPIRIT IS EXPRESSED ELIEL SAARINAN IN MEMORY OF MY FATHER, WHO LONGED FOR HIS CHILDREN TO HAVE THE OPPORTUNITY TO HAVE THE EDUCATION HE NEVER HAD THE FORTUNE TO OBTAIN. vi PREFACE Although the processes of raising, forging, and chasing of metal have been covered in most technical books, to date there is no major source which deals with the functional and aesthetic requirements -

Setting Stones in Metal Clay Jeanette Landenwitch
Setting Stones in Metal Clay Jeanette Landenwitch Brynmorgen Press portland, maine Copyright 2008 Brynmorgen Press Drawings Tim McCreight All rights reserved. No part of this publication may be Design, edit & layout Tim McCreight reproduced or transmitted in any form or by any means, Abby Johnston electronic or mechanical, including photocopying, Michael Deles recording, or any storage and retrieval system except Index Jamie Kingman-Rice by a reviewer who wishes to quote brief passages in connection with a review written for inclusion in a Designs of all the jewelry shown in this book belong magazine, newspaper, web posting, or broadcast. to the artists. Unless otherwise noted, photos are courtesy of the artists. ISBN 978-1-929565–29–0 Preceding page: Pendant, Hiroaki Shinonome, “Kugi” Printed in Hong Kong Fine silver, diamond. 2¼” x 1¼” Second printing Front cover: Brooch, Tim McCreight Fine silver, malachite, moonstones. 2½" by 1 ¾" For ordering and permissions, visit www. brynmorgen.com CONTENTS 1 Gemstones 9 2 Tools & Materials 17 3 Choosing the Right Setting 29 4 Bezels 41 5 Prongs 67 6 Other Setting Options 79 7 The Work Behind the Work 98 Appendix 106 Acknowledgements This book is dedicated to all artists working in metal clay. It is exciting to be part of the evolution of this wonderful material, watching as the field has developed from basics to the ad- vanced work that we are seeing today. I hope this book will encourage the creation of innovative settings, and inspire su- perior work with gemstones of all kinds. I’d like to say a special thank-you to my editor, Tim Mc- Creight, whose confidence gave me the opportunity to ex- periment and describe the stonesetting ideas I was collecting. -

How to Apply Statuary and Patina Finishes
Working With Copper Soldering / Welding / Brazing How to Apply Statuary and Patina Finishes Copper and copper alloys are widely used in architectural applications to take ad- vantage of their inherent range of colors. While these metals may be used in their natural color, as fabricated, it is sometimes desirable to chemically color pure copper (C11000*), commercial bronze (C22000), architectural bronze (C38500) or other alloys referred to as “bronze” in architectural parlance. The most common colors to be produced are referred to as brown or statu- ary fi nishes for bronze and green or patina fi nishes for copper. This data sheet outlines procedures and formulations for producing both. While the chemical solu- tions described are those generally accepted in the metal fi nishing trade, many variations exist. The wide range of colors and shades which may be achieved are largely a matter of craftsmanship and experience. Chemical coloring techniques depend upon time, temperature, surface, preparation, mineral content of the water, humidity and other variables which infl uence the ultimate result. This data sheet presents the technology which underlies the craftsmanship and art involved in producing these colored fi nishes. Brown Statuary Finishes Statuary fi nishes are conversion coatings. In conversion coatings, the metal surface is either converted into a protective fi lm, usually an oxide or sulfi de of the metal involved, or a compound is precipitated which forms a surface fi lm. The use of chemical solutions is generally termed “oxidizing,” although the oldest method and the one which produces the widest range of brown to black stages on copper alloys actually produces not an oxide but a metal sulfi de fi nish by the use of alkaline sulfi de solutions. -

The Completely Illustrated Course for Developing the Techniques of Master Stonesetting Pdf, Epub, Ebook
THE COMPLETELY ILLUSTRATED COURSE FOR DEVELOPING THE TECHNIQUES OF MASTER STONESETTING PDF, EPUB, EBOOK Gerald L Wykoff | 4 pages | 01 Oct 1986 | Adamas | 9780960789238 | English | United States The Completely Illustrated Course for Developing the Techniques of Master Stonesetting PDF Book It was like learning the trade all over again, this style of stonework. The Second Edition text and MasteringBiology assignment options furtherrevolutionize teaching in and out of the classroom with a greater emphasis on the nature of science and dozens of new opportunities for students to practice basic science literacy skills. The instructor grades consistently with the evaluation criteria. Clear CZ cubic zirconia stones will be provided but a local purchase can be made if you wish to use other gemstones. Open to sophomores pending seat availability and permission of Instructor. Students will investigate the mechanics of comics storytelling through a series of exercises designed to deconstruct the comics language. Popular All Time. In this course students explore the fundamentals of animated movement, timing, and materials through various animation techniques, including working directly on film, drawing on paper, pixilation, cut-out animation, and modified-base processes. The instructor encouraged student participation in class. Key concepts and important information are highlighted, and the reader-friendly layout reflects exactly the type of question you will encounter, making these volumes the perfect revision aid for all types of case-based examination. Consider not asking demographic questions. Students in this course will investigate the specific physical structure of the human body, with the aim of producing drawings of greater structural and visual integrity and more fluid descriptions of movement and weight in the figure. -
Simple Chemical Experiments Simple Chemical Experiments
SIMPLE CHEMICAL EXPERIMENTS SIMPLE CHEMICAL EXPERIMENTS By ALFRED MORGAN Illustrated by THE AUTHOR APPLETON-CENTURY-CROFTS, INC. NEW YORK COPYRIGHT, 1941, BY D. APPLETON-CENTURY COMPANY, INC All rights reserved. This book, or parts thereof, must not be reproduced in any form without permission of the publisher. PRINTED IN THE UNITED STATES OF AMERICA CONTENTS CHAPTER PAGE I. YOUR LABORATORY i II. EXPERIMENTS WITH PRECIPITATES .... 26 III. EXPERIMENTS WITH SULFUR AND SOME OF ITS COMPOUNDS 54 IV. EXPERIMENTS WITH OXYGEN AND OXYGEN COM POUNDS 73 V. EXPERIMENTS WITH GASES AND SOME OF THEIR COMPOUNDS 103 VI. CHEMICAL TESTS 123 VII. SAFE "FIREWORKS" 144 VIII. EXPERIMENTS WITH A FEW ORGANIC COMPOUNDS 156 IX. CHEMICAL TRICKS AND MAGIC 170 X. MISCELLANEOUS EXPERIMENTS 186 XI. PRACTICAL USES FOR YOUR CHEMICAL KNOWL EDGE 214 XII. THE CHEMICALS YOU WILL NEED . .231 INDEX OF CHEMICALS 259 GENERAL INDEX 263 V SIMPLE CHEMICAL EXPERIMENTS *> CHAPTER I I YOUR LABORATORY I OST of the experiments described in this book can be M performed without elaborate equipment or apparatus. | For them you will need only a few bottles, test-tubes, meas- i uring-spoons, and an alcohol lamp. Jelly glasses, mayonnaise f jars, small enameled saucepans, and thin glass tumblers can | often be substituted for the beakers, flasks, and glassware of I the professional chemist. t A few of the experiments require beakers, flasks, tubing, | funnels, filter paper, crucibles, mortar and pestle, and Bunsen I burner. The small sizes of these are not expensive. Frequently the cost of apparatus and chemicals can be shared by estab lishing a "community" laboratory which is used by two or more experimenters. -

Tumbaga-Metal Figures from Panama: a Conservation Initiative to Save a Fragile Coll
SPRING 2006 IssuE A PUBLICATION OF THE PEABODY MUSEUM AND THE DEPARTMENT OF ANTHROPOLOGY, HARVARD UNIVERSITY • 11 DIVINITY AVENUE CAMBRIDGE, MA 02138 DIGGING HARVARD YARD No smoking, drinking, glass-break the course, which was ing-what? Far from being a puritani taught by William Fash, cal haven, early Harvard College was a Howells director of the colorful and lively place. The first Peabody Museum, and Harvard students did more than wor Patricia Capone and Diana ship and study: they smoked, drank, Loren, Peabody Museum and broke a lot of windows. None of associate curators. They which was allowed, except on rare were assisted by Molly occasion. In the early days, Native Fierer-Donaldson, graduate American and English youth also stud student in Archaeology, ied, side by side. Archaeological and and Christina Hodge, historical records of early Harvard Peabody Museum senior Students excavating outside Matthews Hall. Photo by Patricia bring to life the experiences of our curatorial assistant and Capor1e. predecessors, teaching us that not only graduate student in is there an untold story to be Archaeology at Boston unearthed, but also, that we may learn University. ALEXANDER MARSHACK new perspectives by reflecting on our Archaeological data recovered from ARCHIVE DONATED TO THE shared history: a history that reaches Harvard Yard enriches our view of the PEABODY MUSEUM beyond the university walls to local seventeenth- through nineteenth-cen Native American communities. tury lives of students and faculty Jiving The Peabody Museum has received the The Fall 2005 course Anthropology in Harvard Yard. In the seventeenth generous donation of the photographs 1130: The Archaeology of Harvard Yard century, Harvard Yard included among and papers of Alexander Marshack brought today's Harvard students liter its four buildings the Old College, the from his widow, Elaine. -
Stuller.Com 800 877 7777
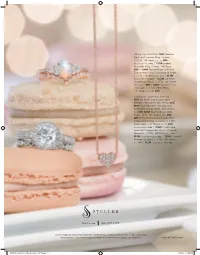
Above, top to bottom: 71812 Genuine Opal and Diamond Ring, 7x5mm, 1 ⁄5 CTW, 14K Rose, 158, 33, $959. Mounting #71812, $415. | 51730 Beaded Stackable Ring, 2.2mm, 14K Rose, $309 | 123038 Round-Shape Semi-Set Engagement Ring, 1 ct center (6.5mm), 1 ⁄5 CTW, 14K White, 32, size 7, $1,359. Mounting #123038, $865. | 652286 Diamond 1 Anniversary Band, ⁄10 CTW, 14K White, 544, size 7, $595 | 68662 Diamond Heart 1 Necklace, ⁄10 CTW, 7.8x5.7mm, 14K Rose, 432, 18", $775 Front cover, clockwise, from left: 85773 Be Posh® Engravable Heart Pendant, 16x14mm, 14K Yellow, $345. 86179 Posh Mommy® Imitation July Birthstone Charm, 4mm, 14K Yellow, 361, $195. CH123 Diamond-Cut Cable Chain, 1mm, 14K Yellow, 16", $119 6497 White Freshwater Cultured Pearl 1 and Diamond Ring, 4-4.5mm, ⁄5 CTW, 6mm width, 14K Yellow, 16, 33, $995. Mounting #6497, $409. | 123021 Oval-Shape Semi-Set Engagement Ring, 1 ct center 1 (8x6mm), ⁄5 CTW, 14K White, 32, size 7, $1,349. Mounting #123021, $525. | 123186 Diamond 3 Anniversary Band, ⁄8 CTW, 14K Yellow, 32, size 7, $1,289. Mounting #123186, $435. Stuller.com 800 877 7777 Prices are suggested retail at triple key based on $1,100 platinum, $1,350 gold, and $19 silver. | Items shown larger than actual size. | For current pricing and availability and to see the entire collection, visit Stuller.com. 01/2017 MKTGMEDIA:9810 FJ7330 Valentine's Day Brochure 2017.indd 1 12/6/16 12:00 PM VALENTINE’S DAY 2017 Gifts for "Sweethearts Eye Candy Looks You Crave Cool Treats FJ7330 Valentine's Day Brochure 2017.indd 1 12/6/16 12:00 PM “As you explore all of our Gifts for Sweethearts, you’re in for a real treat: irresistible jewelry selections deliciously displayed. -

S O C I E T Y O F S O U T H E R N C a L I F O R N
May / June 2019May METALSOCIETY OF SOUTHERN ARTS CALIFORNIA Elise Preiss MASSC Member Spotlight PRESIDENT’S MESSAGE EDITOR’S NOTES Angelina Smith John Lemieux Rose Springtime Greetings! It’s a very exciting time of year for us Metalsmiths as there are so many upcoming events and fun times. I hope everybody had a chance to finish their entries for the 2019 Metals Challenge. The deadline was April 26th, Part of the mission of The Metal so if you didn’t finish in time, you aren’t alone. I didn’t finish either. But I Arts Society of Southern Califor- still can’t wait to see the pieces that did get completed in time. They will nia is promoting our members all be on display at the Metals Challenge Luncheon on June 2nd. Thats’s and work of Southern California right! This year’s Luncheon is JUST AROUND THE CORNER! June 2nd, artists. Of course, we do that 10:00 am - 2:30 pm in Westminster. Be sure to get your tickets. We will here in our newsletter, and I’ll take the opportunity to be announcing the winner of the Nancy Monkman “Jewelry Arts Dream” invite you to be one of our Featured Artists. Just email Scholarship. The Nancy Monkman Estate Sale was well attended, thanks me a couple of photos of your work to everybody who came and purchased things, and bigger thanks to the ( [email protected] ), and I’ll take it from there. folks who spent time helping to sort, price and organize the sale. You can also show us what you are up to on Insta- Very happy to report that we conducted another successful downtown jewelry district tour this year. -

1 Abietic Acid R Abrasive Silica for Polishing DR Acenaphthene M (LC
1 abietic acid R abrasive silica for polishing DR acenaphthene M (LC) acenaphthene quinone R acenaphthylene R acetal (see 1,1-diethoxyethane) acetaldehyde M (FC) acetaldehyde-d (CH3CDO) R acetaldehyde dimethyl acetal CH acetaldoxime R acetamide M (LC) acetamidinium chloride R acetamidoacrylic acid 2- NB acetamidobenzaldehyde p- R acetamidobenzenesulfonyl chloride 4- R acetamidodeoxythioglucopyranose triacetate 2- -2- -1- -β-D- 3,4,6- AB acetamidomethylthiazole 2- -4- PB acetanilide M (LC) acetazolamide R acetdimethylamide see dimethylacetamide, N,N- acethydrazide R acetic acid M (solv) acetic anhydride M (FC) acetmethylamide see methylacetamide, N- acetoacetamide R acetoacetanilide R acetoacetic acid, lithium salt R acetobromoglucose -α-D- NB acetohydroxamic acid R acetoin R acetol (hydroxyacetone) R acetonaphthalide (α)R acetone M (solv) acetone ,A.R. M (solv) acetone-d6 RM acetone cyanohydrin R acetonedicarboxylic acid ,dimethyl ester R acetonedicarboxylic acid -1,3- R acetone dimethyl acetal see dimethoxypropane 2,2- acetonitrile M (solv) acetonitrile-d3 RM acetonylacetone see hexanedione 2,5- acetonylbenzylhydroxycoumarin (3-(α- -4- R acetophenone M (LC) acetophenone oxime R acetophenone trimethylsilyl enol ether see phenyltrimethylsilyl... acetoxyacetone (oxopropyl acetate 2-) R acetoxybenzoic acid 4- DS acetoxynaphthoic acid 6- -2- R 2 acetylacetaldehyde dimethylacetal R acetylacetone (pentanedione -2,4-) M (C) acetylbenzonitrile p- R acetylbiphenyl 4- see phenylacetophenone, p- acetyl bromide M (FC) acetylbromothiophene 2- -5- -

Patination with Non-Toxic Solutions
Area Research Paper PATINATION WITH NON-TOXIC SOLUTIONS Submitted by: Julie Jerman-Melka Department of Visual Art Colorado State University Fort Collins, Colorado Fall 1996 Presented to: Professor Nilda Getty In partial fulfillment of the requirements for the degree of Master of Fine Arts. PATINATION WITH NON-TOXIC SOLUTIONS A Patina is a thin layer of corrosion, usually brown or green, that appears on copper or copper alloys as a result of natural or artificial oxidation. The purpose of coloring metal is to produce a change in its appearance in a short time. This could take place naturally but would take much longer and would require controlled conditions. The natural discoloration of metal surfaces after exposure to air, moisture, and gases is actually a combination of corrosion and oxidation which alters the composition of the metal's surface. Coloring is the final process, after all soldering and polishing have been completed. Coloring will not conceal any surface defects. In some cases, the defects will actually be more exposed. Good ventilation is important for any chemical coloring process. The coloring should be done near an exhaust fan, or even outside. Many of the solutions and chemicals used for patinas are extremely toxic and corrosive and are difficult to dispose of after they are used. Some of the chemicals are difficult to find and the solutions have complicated procedures. In this paper I researched simple, fairly non-toxic solutions for use on copper, brass, and sterling silver. Each piece of metal has been slightly formed with a hammered texture, a high polish, and sandblasted finish to show the different effects that a patina can have on various surfaces. -

Care of Outdoor Bronze Sculptures
CARE OF OUTDOOR BRONZE SCULPTURES Bronze sculpture is meant to be used and enjoyed in the outdoor environment and can maintain the original appearance as long as it is periodically cared for. The maintenance of bronze is easy and basic. This set of care instructions is meant to make the owner of fine bronze more knowledgeable and thus better able to enjoy their bronze to their full satisfaction. A brief introduction on the nature of patinas will start our discussion on the care of fine outdoor bronze. Nature of Patina Patination is the name for the process of coloring metals. These colors arise from chemical interaction between elements in the metals and various chemicals. A patina on bronze is the equivalent to rust on iron, only bronze is much more interesting than iron because the copper in the bronze reacts with different colors. The important thing to note is that the patina is not a paint but a very thin conversion coat on the surface of the bronze. Accordingly, as different chemicals are brought into contact with the surface of the metal, the color is liable to change. When leaving the foundry, the sculptures have a coating of paste wax. This paste wax helps prevent oxygen from getting to the bronze and oxidizing the surface. Over time, this barrier is worn off and water and oxygen work together to oxidize the surface, aging the patina. The best method for caring for patinas always includes regular cleaning and waxing, which is important to both the appearance and longevity of the bronze. -

Electrochemical Evaluation of the Patina of the Weathering Steel Sculpture Once Módulo
Ge-conservación Conservação | Conservation Electrochemical evaluation of the patina of the weathering steel sculpture Once Módulo A. Crespo, B. Ramírez-Barat, I. Díaz, E. Cano Abstract: Weathering steels (WS) have been widely used due to the protective rust formed on the surface of the bare metal exposed to the atmosphere. They have been studied attending to specifications and characteristics in engineering, but in cultural heritage the use of this material does not follow the same criteria and has different needs which must be addressed. Among them, the design and the location of the sculpture may have an impact on the rust formed and may not be as protective as it was supposed to be. This work presents the study of the weathering steel sculpture Once Módulo which shows areas with different exposure to rainwater and different surface heterogeneities. The results obtained by Electrochemical Impedance Spectroscopy (EIS) have shown that the protective ability of the rust depends on the previous differences and that design and location of the artwork play an important role for its conservation. Keywords: weathering Steel, sculpture, electrochemical impedance spectroscopy, atmospheric corrosion, conservation, contemporary art. Evaluación electroquímica de la pátina de la escultura en acero patinable Once Módulo Resumen: Los aceros patinables han sido ampliamente utilizados debido a la habilidad protectora de la herrumbre que se forma en la superficie del metal al exponerlo a la atmosfera. Su estudio se ha enfocado en las especificaciones y características desde un punto de vista ingenieril, sin embargo, en patrimonio cultural el uso de este material no sigue los mismos criterios y tiene distintas necesidades que han de atenderse.