Casing & Piston Problems – Approaches to Repair
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Schagerl Instruments
SCHAGERL® PFLEGEHINWEISE, GARANTIEBESTIMMUNGEN & AGB (INSTRUCTIONS FOR CARE, GUARANTEE, TERMS AND CONDITIONS) Auf unserem Schagerl Video Channel www.youtube.com/SchagerlClub REGISTER NOW AND EXTEND YOUR WARRANTY PERIOD OF YOUR INSTRUMENT FROM 24 TO 36 MONTH! finden Sie unter der Playlist www.schagerl.com/instrumentenregistrierung Instrumentenpflege (Care Instructions for Instruments) Pflegeanleitungen als Video in Full HD! For all instruments acquired on or after 1 January 2016, the warranty period is extended to 36 months if and provided that the buyer registers these instruments within 8 weeks after the date of purchase. Registration can only be done online at www.schagerl.com/instrumentenregistrierung. Care Notes for Rotary Valve Instruments due to the extremely precise construction the rotary valve system, these procedures should be followed with care. EN 5 6 Care Products: 1 for the valves4Hetman Light Rotor 11* (or Schagerl Valve Oil) for the linkages4Hetman Ball Joint 15* (or Ultra Pure Linkage Oil) for the triggers4Hetman Slide Oil 5* for the slides4Hetman Slide Grease 8* (or Ultra Pure Regular) for the ball joint4Hetman Slide Grease 8* (or Ultra Pure Regular) We recommend a yearly instrument service at Schagerl Music Gmbh or one of our representatives. for the lacquer, silver and gold4Glass cleaner and a soft cloth i 2 Application: after every use: 1 drop Hetman Light Rotor in each upper valve post, 1 drop in lower valve post (unscrew bottom valve cap) , Slide Grease 6 8* on each slide. every 2 - 3 weeks: 1 drop Hetman Ball Joint on the mini-ball linkages , oil the cross braces 3rd slide with Hetman Slide Oil 5* , Lubri- 3 4 cate the other slides and linkages with Hetman Slide Grease 8* once a month: remove the main tuning slide and run water backwards through the valves towards the leadpipe while not moving the valves. -

BOSTON UNIVERSITY COLLEGE of FINE ARTS Dissertation MERRI FRANQUIN and HIS CONTRIBUTION to the ART of TRUMPET PLAYING by GEOFFRE
BOSTON UNIVERSITY COLLEGE OF FINE ARTS Dissertation MERRI FRANQUIN AND HIS CONTRIBUTION TO THE ART OF TRUMPET PLAYING by GEOFFREY SHAMU A.B. cum laude, Harvard College, 1994 M.M., Boston University, 2004 Submitted in partial fulfillment of the requirements for the degree of Doctor of Musical Arts 2009 © Copyright by GEOFFREY SHAMU 2009 Approved by First Reader Thomas Peattie, Ph.D. Assistant Professor of Music Second Reader David Kopp, Ph.D. Associate Professor of Music Third Reader Terry Everson, M.M. Associate Professor of Music To the memory of Pierre Thibaud and Roger Voisin iv ACKNOWLEDGEMENTS Completion of this work would not have been possible without the support of my family and friends—particularly Laura; my parents; Margaret and Caroline; Howard and Ann; Jonathan and Françoise; Aaron, Catherine, and Caroline; Renaud; les Davids; Carine, Leeanna, John, Tyler, and Sara. I would also like to thank my Readers—Professor Peattie for his invaluable direction, patience, and close reading of the manuscript; Professor Kopp, especially for his advice to consider the method book and its organization carefully; and Professor Everson for his teaching, support and advocacy over the years, and encouraging me to write this dissertation. Finally, I would like to acknowledge the generosity of the Voisin family, who granted interviews, access to the documents of René Voisin, and the use of Roger Voisin’s antique Franquin-system C/D trumpet; Veronique Lavedan and Enoch & Compagnie; and Mme. Courtois, who opened her archive of Franquin family documents to me. v MERRI FRANQUIN AND HIS CONTRIBUTION TO THE ART OF TRUMPET PLAYING (Order No. -

Open Research Online Oro.Open.Ac.Uk
Open Research Online The Open University’s repository of research publications and other research outputs Disruptive Innovation in the Creative Industries: The adoption of the German horn in Britain 1935-75 Conference or Workshop Item How to cite: Smith, David and Blundel, Richard (2016). Disruptive Innovation in the Creative Industries: The adoption of the German horn in Britain 1935-75. In: Association of Business Historians (ABH) and Gesellschaft für Unternehmensgeschichte (GUG) Joint Conference, 27-29 May 2016, Humbolt University, Berlin. For guidance on citations see FAQs. c 2016 The Authors https://creativecommons.org/licenses/by-nc-nd/4.0/ Version: Version of Record Link(s) to article on publisher’s website: http://ebha.org/public/C6:pdf Copyright and Moral Rights for the articles on this site are retained by the individual authors and/or other copyright owners. For more information on Open Research Online’s data policy on reuse of materials please consult the policies page. oro.open.ac.uk Joint Conference Association of Business Historians (ABH) and Gesellschaft für Unternehmensgeschichte (GUG), 27-28 May 2016, Humboldt University Berlin, Germany Disruptive Innovation in the Creative Industries: The adoption of the German horn in Britain 1935-75 David Smith* and Richard Blundel** *Nottingham Trent University, UK and **The Open University, UK Abstract This paper examines the interplay between innovation and entrepreneurial processes amongst competing firms in the creative industries. It does so through a case study of the introduction and diffusion into Britain of a brass musical instrument, the wide bore German horn, over a period of some 40 years in the middle of the twentieth century. -

Care & Maintenance
Care and Maintenance of the Euphonium and Piston-Valve Tuba You Will Need: 1) Soft cloth (cotton or flannel) 4) Valve brush 2) Flexible brush (also called a “snake”) 5) Tuning slide grease 3) Mouthpiece brush 6) Valve Oil Daily Care 1) Never leave your instrument unattended. It takes very little time for someone to take it. 2) The safest place for your instrument is in the case. Leave it there when you’re not playing. 3) Do not let other people use your instrument. They may not know how to hold and care for it. 4) Do not use your case as a chair, foot rest or step stool. It is not designed for that kind of weight. 5) Lay your case flat on the floor before opening it. Do not let it fall open. 6) Do not hit your mouthpiece, it can get stuck. 7) Do not lift your instrument by the valves. Use the bell and any large tubes on the outside edge. 8) No loose items in your case. Anything loose will damage your instrument or get stuck in it. 9) Do not put music in your case, unless space is provided for it. If you have to fold it or if it touches the instrument, it should NOT be there. 10) Avoid eating or drinking just before playing. If you do, rinse your mouth with water before playing. 11) You may not need to do it every day, but keep your valves running smooth with valve oil. Put the oil directly on the exposed valve, not in the holes on the bottom of the casings. -
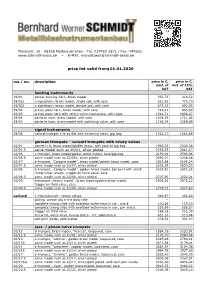
Price List Valid From: 01.01.2020
Mosenstr. 10 - 08258 Markneukirchen - Tel. 037422 2871 / Fax -749631 www.schmidt-brass.de - E-Mail: [email protected] price list valid from: 01.01.2020 mo./ no. description price in €, price in €, excl. of incl. of 19% VAT VAT hunting instruments 19/01 pocket hunting-horn, brass model 351,72 418,52 19/021 c-signalhorn, brass model, single coil, with case 651,92 775,73 19/022 c-signalhorn, brass model, double coil, with case 674,33 802,39 19/02 prince pless horn, brass model, with case 716,91 853,06 19/03 prince pless horn with rotary valve mechanism, with case 1544,71 1838,07 19/04 parforce horn, brass model, with case 1438,29 1711,44 19/05 parforce horn, brass model with switching valve, with case 1756,34 2089,89 signal instruments 19/08 natural trumpet in b-es flat with switching valve, gig bag 1062,17 1263,89 german trumpets – concert trumpets with rotary valves 20/01 cornet in b, brass model/golden brass, with case or gig bag 1965,35 2338,56 20/01 S same model such as 20/01, silver plated 2236,53 2661,27 20/05 c-trumpet, brass model/golden brass model, case/gig-bag 2159,04 2569,06 20/05 S same model such as 20/051, silver plated 2696,07 3208,08 20/07 b-trumpet, “Cologne model”, brass model/golden brass model, case 1923,88 2289,24 20/07 S same model such as 20/07, silver plated 2202,29 2620,53 20/08 b-trumpet, „Cologne model”, golden brass model, bell joint with small 2429,81 2891,25 nickel silver wreath, trigger on third valve, case 20/08 S same model such as 20/08, silver plated 2707,95 3222,21 20/09 b-trumpet „Heckel model“, brass model/golden brass model, 2501,22 2976,22 trigger on third valve, case 20/09 S same model such as 20/09, silver plated 2779,73 3307,63 optional J. -

The Evolution of the Bugle
2 r e The evolution t p a h C of the bugle by Scooter Pirtle L Introduction activity ponders how it will adapt itself to the ceremonies, magical rites, circumcisions, When one thinks of the evolution of the future, it may prove beneficial to review the burials and sunset ceremonies -- to ensure bugle used by drum and bugle corps, a manner by which similar ensembles that the disappearing sun would return. timeline beginning in the early 20th Century addressed their futures over a century ago. Women were sometimes excluded from might come to mind. any contact with the instrument. In some While the American competitive drum and A very brief history of the Amazon tribes, any woman who even glanced bugle corps activity technically began with trumpet and bugle at a trumpet was killed. 2 Trumpets such as the American Legion following the First through the 18th Century these can still be found in the primitive World War (1914-1918), many innovations cultures of New Guinea and northwest Brazil, had already occurred that would guide the L Ancient rituals as well as in the form of the Australian evolution of the bugle to the present day and Early trumpets bear little resemblance to didjeridu.” 3 beyond. trumpets and bugles used today. They were Throughout ancient civilization, the color Presented in this chapter is a narrative on straight instruments with no mouthpiece and red was associated with early trumpets. This important events in the evolution of the no flaring bell. Used as megaphones instead could probably be explained by the presence bugle. -

Trumpet Cornet Pocket Trumpet Trumpet Cornet Pocket Trumpet
TrumpetTrumpet CornetCornet PocketPocket TrumpetTrumpet Owner’s Manual Precautions 2 After Playing 8~11 Maintenance goods 2 1. Valve Slide Maintenance 8 Nomenclature 3 2. Maintenance for Pistons and Valve Caings 10 Before playing 4~7 3. Body Maintenance 11 1. Applying Oil to the Piston 4 Others 12 2. Setting the Mouthpiece 5 1. Caution for Strage 12 3. Holding the Instrument 5 2. Cleaning the Instrument 12 4. Press the Pistons 6 Fingering chart 14~15 5. Placing the Instrument 7 6. Tuning 7 Thank you for purchasing “J. Miachael” instrument. For instructions on the proper assembly Nomenclature of the instruments, and how to keep the instruments in optimum condition for as long as possible, we urge you to read this Owner’s manual thoroughly. The precautions given below concern the proper and safe use of the instrument, and are to ●Trumpet 1st Valve Bell protect you and others from any damage or injuries. Please follow and obey these 2nd Valve precautions. Valve Cap 3rd Valve Mouthpiece Caution Mouthpiece Receiver Main Tuning Slide ●Keep the oil, small parts, etc., out of ●Do not throw or swing the instrument. 1st Valve Slide Water Key children’s mouths and do maintenance The mouthpiece or other parts may fall 2nd Valve Slide Stopper Screw when children are not present. off hitting other people. 3rd Valve Slide Valve Casing Bottom Cap ●Take care not to disfigure the instrument. ●Do not modify the instrument. Besides Placing the instrument where it is voiding the warranty, modification of the unstable may cause the instrument to fall instrument may make repairs impossible. -

The Brass Instrument Collection of the Metropolitan Museum of Art in New York
113 THE BRASS INSTRUMENT COLLECTION OF THE METROPOLITAN MUSEUM OF ART IN NEW YORK HERBERT HEYDE The Metropolitan Museum of Art houses a large, comprehensive collection of musical instruments. Managed by one of seventeen curatorial departments, the Musical Instruments Department, it contains approximately 4,500 instruments. Roughly forty percent of them are of western, the rest of non-western origin. The Egyptian, Islamic, Arms and Armor, Medieval Departments, and a few other departments, house some additional instruments. Another resource consists of iconographic representations of musical instruments that are to be found in almost all departments. They are included in The Performing Arts Index of RIdIM.1 The western brass, or “lip-vibrated” instruments of the Musical Instruments Department amount to only 283 items—an indication that this fi eld was never a priority of the museum’s collecting activities. The basis of The Metropolitan Museum of Art musical instruments collection was provided by Mary Elisabeth Adams Brown (1842-1918), who donated her collection from 1889 in successive installments in the name of her husband, John Crosby Brown. Beginning with 276 instruments in 1889, the gift ultimately amounted to more than 3400 items in 1918. To be precise, before Brown’s donation there was already a collection of forty-four instruments in the museum, given by Joseph William Drexel (1833-1888), a wealthy amateur musician and philanthropist in New York. The Brown family, of British origin, engaged in international banking and graciously supported American culture, including education and theology. Besides musical instruments, Mrs. Brown collected lace, embroidery, and portraits of musicians, which are now kept in the Prints and Drawings Department of The Metropolitan Museum of Art.2 A few years after the Crosby Brown collection began to arrive in 1889, the museum provided gallery space for its public display. -

Supplies Breakdown at a Glance!
Supplies Breakdown At A Glance! Please refer to the Stevensville Bands Handbook for more detailed information. Required Accessories • Binder with plastic sheets • Band folder (provided) • Band instrument (see rentals/Mr. P) • Tuner device (non-phone app strongly recommended) Instrument Supplies (All can be purchased from the band store) Brass (all need mouthpiece) - Trumpet: valve oil, slide grease - French Horn: rotary oil, slide grease - Trombone: slide lubricant, pocket sprayer - Euphonium: valve oil, slide grease - Tuba: valve/rotary oil, slide grease Woodwind (all need mouthpiece sans flute) - Flute: cleaning rod/cloth, pad saver - Oboe: costly reeds, cleaning swab - Clarinet: reeds, cleaning swab - Bass Clarinet: reeds, cleaning swab - Bassoon: costly reeds, cleaning swab - Saxophone: reeds, pad saver - Tenor Saxophone: reeds, pad saver - Bari Saxophone: costly reeds Percussion (home keyboard instrument optional) - Snare: SD-1 General stick, practice pad (optional) - Mallets: optional but preferred for marimba (solo focus) Instrument Checkout and Accessory Information • Students must fill out a “School Instrument Checkout Form” • Each instrument has accessory equipment (listed above) that can be purchased through the band department or online (wwbw.com, amazon.com) (Please contact Mr. Paulus with questions) • Students must bring pencils to class every day • Original copies of sheet music are school property and must be respected • Lost or mistreated equipment may be charged to the student responsible • If an instrument is not yours, you should not be touching it without approval . -

The Political, Economic, and Social Reasons Behind the Saxophone's Exclusion from the Symphony Orchestra
Rhode Island College Digital Commons @ RIC Honors Projects Overview Honors Projects 2017 More Than Its Sound: The olitP ical, Economic, and Social Reasons Behind the Saxophone's Exclusion from the Symphony Orchestra Kyle Beaudoin Rhode Island College, [email protected] Follow this and additional works at: https://digitalcommons.ric.edu/honors_projects Part of the Other Music Commons Recommended Citation Beaudoin, Kyle, "More Than Its Sound: The oP litical, Economic, and Social Reasons Behind the Saxophone's Exclusion from the Symphony Orchestra" (2017). Honors Projects Overview. 131. https://digitalcommons.ric.edu/honors_projects/131 This Honors is brought to you for free and open access by the Honors Projects at Digital Commons @ RIC. It has been accepted for inclusion in Honors Projects Overview by an authorized administrator of Digital Commons @ RIC. For more information, please contact [email protected]. MORE THAN ITS SOUND: THE POLITICAL, ECONOMIC, AND SOCIAL REASONS BEHIND THE SAXOPHONE'S EXCLUSION FROM THE SYMPHONY ORCHESTRA Kyle Beaudoin An Honors Project Submitted in Partial Fulfillment for Honors in The Department of Music, Theatre, and Dance The School of Arts and Sciences Rhode Island College 2017 i ABSTRACT The purpose of this project is to uncover the reasons why the saxophone was not integrated into the orchestra. Through an examination of political, economic, and cultural accounts of Paris during the nineteenth century, this paper attempts to examine the effects on the saxophone’s reception. During the nineteenth century, French composers had a vehement fascination with timbre and the manipulation of its effects as a new aesthetic dimension in music; the perfect environment for an entirely new timbre to be added to ensembles, let alone introduced. -

Rhetoric Level - Music
Catholic Schoolhouse Year 3 - Rhetoric Level - Music Quarter 4 – Brass Instruments Class Opener: Brainstorm all the places and genres that you recall in which brass instruments commonly perform. Which are your favorites? Can you easily tell when you are hearing a brass instrument versus another kind of instrument? How can you tell? Brass Instruments The brass family of instruments are wind instruments usually made of brass or other metal through which a sound is produced by buzzing the lips into a mouthpiece and using the lips, chin and tongue to alter the pitch. Brass instruments are aerophones, or wind instruments, and though they may appear fairly complicated, they are really just a long metal tube through which air travels. These metal tubes are typically bent into S-curves or loops to make them more compact and easy to handle, but if they were each to be stretched to their maximum length, it would be evident that the shorter instruments produce higher sounds than the longer ones. That is because the column of air in the instrument, like the length of the string on a violin or cello, is what vibrates and determines the pitch. The pitch of a brass instrument can be altered by using the lips alone to reach the octaves, fifths and fourths, but the remaining notes are produced by means of valves, which redirect the air through the metal tube in various directions, or slides, which lengthen the metal tube to various degrees. Brass mouthpiece image credit Basic brass instruments include the trumpet, French horn, trombone, and tuba. -
June 2021 ITG Journal
International Trumpet Guild® Journal to promote communications among trumpet players around the world and to improve the artistic level of performance, teaching, and literature associated with the trumpet June 2021 ITG Journal The International Trumpet Guild® (ITG) is the copyright owner of all data contained in this file. ITG gives the individual end-user the right to: • Download and retain an electronic copy of this file on electronic devices for the sole use of the end-user • Print a single copy of this file • Quote fair-use passages of this file in not-for-profit research papers as long as the ITG Journal, date, and page number are cited as the source. The International Trumpet Guild®, under the umbrella of United States and international copyright laws, prohibits the following without prior writ ten permission from the Publications Editor of the ITG: • Duplication or distribution of this file or its contents in any manner that does not conform with the uses as stated above • Alteration of this file or the data contained herein • Placement of this file on any web site, server, or any other database or device that allows for the accessing or copying of this file or the data contained herein by any party, including such a device intended to be used wholly within an institution. By scrolling past this page you agree to the fair use guidelines stated above. http://www.trumpetguild.org This cover sheet must accompany this file. The removal of this information is strictly prohibited and can result in expulsion from the organization and legal action.