Brief Summary of the Project
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
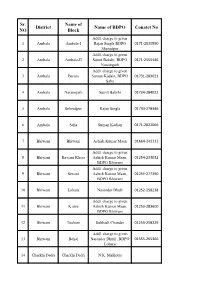
Sr. NO District Name of Block Name of BDPO Conatct No
Sr. Name of District Name of BDPO Conatct No NO Block Addl. charge to given 1 Ambala Ambala-I Rajan Singla BDPO 0171-2530550 Shazadpur Addl. charge to given 2 Ambala Ambala-II Sumit Bakshi, BDPO 0171-2555446 Naraingarh Addl. charge to given 3 Ambala Barara Suman Kadain, BDPO 01731-283021 Saha 4 Ambala Naraingarh Sumit Bakshi 01734-284022 5 Ambala Sehzadpur Rajan Singla 01734-278346 6 Ambala Saha Suman Kadian 0171-2822066 7 Bhiwani Bhiwani Ashish Kumar Maan 01664-242212 Addl. charge to given 8 Bhiwani Bawani Khera Ashish Kumar Maan, 01254-233032 BDPO Bhiwani Addl. charge to given 9 Bhiwani Siwani Ashish Kumar Maan, 01255-277390 BDPO Bhiwani 10 Bhiwani Loharu Narender Dhull 01252-258238 Addl. charge to given 11 Bhiwani K airu Ashish Kumar Maan, 01253-283600 BDPO Bhiwani 12 Bhiwani Tosham Subhash Chander 01253-258229 Addl. charge to given 13 Bhiwani Behal Narender Dhull , BDPO 01555-265366 Loharu 14 Charkhi Dadri Charkhi Dadri N.K. Malhotra Addl. charge to given 15 Charkhi Dadri Bond Narender Singh, BDPO 01252-220071 Charkhi Dadri Addl. charge to given 16 Charkhi Dadri Jhoju Ashok Kumar Chikara, 01250-220053 BDPO Badhra 17 Charkhi Dadri Badhra Jitender Kumar 01252-253295 18 Faridabad Faridabad Pardeep -I (ESM) 0129-4077237 19 Faridabad Ballabgarh Pooja Sharma 0129-2242244 Addl. charge to given 20 Faridabad Tigaon Pardeep-I, BDPO 9991188187/land line not av Faridabad Addl. charge to given 21 Faridabad Prithla Pooja Sharma, BDPO 01275-262386 Ballabgarh 22 Fatehabad Fatehabad Sombir 01667-220018 Addl. charge to given 23 Fatehabad Ratia Ravinder Kumar, BDPO 01697-250052 Bhuna 24 Fatehabad Tohana Narender Singh 01692-230064 Addl. -

View the Average Growth Rate, the Rate Assumed for the Perspective Plan Is 50% for Decade 1991 to 2001 and 55% for Both 2001 to 2011 and 2011 to 2025 A.D
HARYANA GOVERNMENT TOWN AND COUNTRY PLANNING DEPARTMENT NOTIFICATION The 5th September, 2000 No. CCP (NCR) / ACA-3//2000/1505 .-In exercise of the powers conferred by sub-section (7) of Section 5 of the Punjab Scheduled Roads and Controlled Areas Restriction of Unregulated Development Act, 1963 (Punjab Act No. 41 of 1963,) and all other powers enabling him in this behalf and with reference to Haryana Government, Town and Country Planning Department, notification No. CC(NCR)/A-CA-3/1185, dated the 27th July, 1998, the Governor of Haryana after considering the objections/suggestions and representations received along with the recommendations of the Director, Town and Country Planning Department, Haryana, thereon hereby publishes the final development Plan along with restrictions and conditions proposed to be made applicable to controlled area covered by it (Given in the Annexure A and B to the final development plan of Naraingarh). DRAWINGS 1. Existing land use plan Drawing No. D.T.P. (A)2464/86, dated the 2nd September, 1986 already published vide Haryana Government, Town and Country Planning Development notification No. CCP(NCR)/ACA-3/1185, dated the, 27th July, 1998 in the Haryana Government Gazette dated October, 20,1998. 2. Final Development Plan of Naraingarh controlled area bearing Drawing No. D.T.P.(A) 2703/99, dated the 8th February, 1999. ANNEXURE A Introduction : Naraingarh derives its name from its founder-Raja Luxmi Narain of Sirmur. The Town is located at a latitude 30º- 29’ and longitude 77º -8’ on an average height of 333 meters above mean sea level. It is situated at a distance of 30 kilometers., North-East of Ambala, the district headquarters. -

Villages in Naraingarh
Villages in Naraingarh Village Hadbast No. Thana Ahmadpur 303 Naraingarh Akbarpur 305 Naraingarh Ambli 136 Naraingarh Andheri 291 Naraingarh Azampur 100 Naraingarh Babak Majra 51 Shahzadpur Badhauli 110 Naraingarh Bakarpur 297 Naraingarh Bakhtuwa 106 Naraingarh Balopur 306 Naraingarh Banaudi 65 Shahzadpur Bapouli 259 Shahzadpur Bara Gaon 97 Naraingarh Bara Garh 66 Shahzadpur Baraunli 89 Naraingarh Bari Bassi 70 Shahzadpur Bari Rasour 92 Naraingarh Baro Kori 254 Shahzadpur Barsu Majra 300 Naraingarh Batoura 73 Naraingarh Ber Kheri 293 Naraingarh Berpura 37 Shahzadpur Bhaloli 48 Panjokhera Bharapur 61 Shahzadpur Bharari Kalan 109 Naraingarh Bharari Khurd 107 Naraingarh Bharog 46 Panjokhera Bheron 262 Shahzadpur Bhilpura 68 Mahesh Nagar Bhukhri 130 Naraingarh Bibi Pur 59 Shahzadpur Bichpari 263 Shahzadpur Bilashpur 258 Shahzadpur Boron 44 Panjokhera Brahman Majra 301 Naraingarh Budha Khera 112 Naraingarh Burj Shahid 63 Shahzadpur Chandsoli 116 Naraingarh Chattan 260 Shahzadpur Checha Majra 192 Naraingarh Chhajal Majra 67 Naraingarh Chhajju Majra 45 Panjokhera Chhota Garh 69 Shahzadpur Chhoti Bassi 68 Naraingarh Chhoti Kori 71 Naraingarh Chhoti Rasour 94 Naraingarh Dabkora 39 Panjokhera Dehar 137 Naraingarh Dehri 47 Panjokhera Dera 190 Naraingarh Dhamauli Bichli 277 Shahzadpur Dhamauli Majri 278 Shahzadpur Dhamauli Uprli 276 Shahzadpur Dhanana 36 Shahzadpur Dhanoura 74 Naraingarh Dudhali 76 Naraingarh Fatehgarh 31 Panjokhera Fatehpur 80 Naraingarh Fatehpur 126 Naraingarh Ferozpur Kath 118 Naraingarh Firozpur 193 Naraingarh Gadhauli 135 Naraingarh -

Officewise Postal Addresses of Public Health Engineering Deptt. Haryana
Officewise Postal Addresses of Public Health Engineering Deptt. Haryana Sr. Office Type Office Name Postal Address Email-ID Telephone No No. 1 Head Office Head Office Public Health Engineering Department, Bay No. 13 [email protected] 0172-2561672 -18, Sector 4, Panchkula, 134112, Haryana 2 Circle Ambala Circle 28, Park road, Ambala Cantt [email protected]. 0171-2601273 in 3 Division Ambala PHED 28, PARK ROAD,AMBALA CANTT. [email protected] 0171-2601208 4 Sub-Division Ambala Cantt. PHESD No. 2 28, PARK ROAD AMBALA CANTT. [email protected] 0171-2641062 5 Sub-Division Ambala Cantt. PHESD No. 4 28, PARK ROAD, AMBALA CANTT. [email protected] 0171-2633661 6 Sub-Division Ambala City PHESD No. 1 MODEL TOWN, AMBALA CITY [email protected] 0171-2601208 7 Division Ambala City PHED MODEL TOWN, AMBALA CITY NEAR SHARDA [email protected] 0171-2521121 RANJAN HOSPITAL OPP. PARK 8 Sub-Division Ambala City PHESD No. 3 MODEL TOWN, AMBALA CITY [email protected] 0171-2521121 9 Sub-Division Ambala City PHESD No. 5 MODEL TOWN, AMBALA CITY. [email protected] 0171-2521121 10 Sub-Division Ambala City PHESD No. 6 28, PARK ROAD, AMBALA CANTT. [email protected] 0171-2521121 11 Division Yamuna Nagar PHED No. 1 Executive engineer, Public health engineering [email protected] 01732-266050 division-1, behind Meat and fruit market, Industrial area Yamunanagar. 12 Sub-Division Chhachhrouli PHESD Near Community centre Chhachhrouli. [email protected] 01735276104 13 Sub-Division Jagadhri PHESD No. -

Brief Industrial Profile of Ambala District
lR;eso t;rs Government of India Ministry of MSME Brief Industrial Profile of Ambala District Our Strength – gekjh ‘kfDr Carried out by MSME-Development Institute Karnal (Ministry of MSME, Govt. of India,) Phone : 0184 - 223 0882, Fax: 0184- 223 1862 e-mail: [email protected] Web- www.msmedikarnal.gov.in 1 Contents S. No. Topic Page No. 1. General Characteristics of the District 4-5 1.1 Location & Geographical Area 6 1.2 Topography 6-8 1.3 Availability of Minerals. 8 1.4 Forest 9 1.5 Administrative set up 9-11 2. District at a glance 11-14 2.1 Existing Status of Industrial Area in the District Ambala 15 3. Industrial Scenario Of Ambala 16 3.1 Industry at a Glance 16 3.2 Year Wise Trend Of Units Registered 16 3.3 Details Of Existing Micro & Small Enterprises & Artisan Units 17-18 In The District 3.4 Large Scale Industries / Public Sector undertakings 18 3.5 Major Exportable Item 18 3.6 Growth Trend 18 3.7 Vendorisation / Ancillarisation of the Industry 18 3.8 Medium Scale Enterprises 18 3.8.1 List of the units in Ambala & near by Area 18 3.8.2 Major Exportable Item 19 3.9 Service Enterprises 19 3.9.1 Potentials areas for service industry 19 3.10 Potential for new MSMEs 19 4. Existing Clusters of Micro & Small Enterprise 19 4.1 Detail Of Major Clusters 19 4.1.1 Manufacturing Sector 19 4.1.2 Service Sector 19 2 4.2 Details of Identified cluster 19-20 5. -

List of Cold Storages in the State: HARYANA Sr
Annexure-I List of Cold Storages in the State: HARYANA Sr. No District Name of Cold Owners of the cold Capacity Year of Type of Whether cold store Remarks Storage store with complete of the establishment produce under NHM scheme address and contact cold store or NHB scheme or number store self-constructed (in MTs) 1. Ambala 1. Ambala S.R. Cold Store Sanjeev Kumar, 4500 1998 & 2001 Potato Banana NHM Extension of Shishpal, Shiyaram, existing Manish Kumar Vill.- Cold Store Sirashgarh (Ambala) 2. Ambala Shri Shivam Cold S SushilaKumari, Vill.- 1500 1997 Potato Self-constructed Store, Mullana, 9896374128 3. Ambala Markanda Cold Lekhraj 3550 1995 & 2001 -Do- NHM Extension of Store & ICE Heralal, VPO- Saha existing Factory 9991587882 Cold Store 4. Ambala Kamdhanu Cold ParsotumDass, 2250 1998 -Do- Self-constructed Store Vill.- Tepla, Saha, 9416026199 5. Ambala S.P Cold Store & Harish Kumar 2000 1991 -Do- Self-constructed ICE factory Rakesh Mohan HarminderGoel, Vill.- Rukree (Dosarka), Ambala, 9416375948, 6. Ambala Milap Cold Store Anil Ahuja, VPO- 2000 1984 & 1984 -Do- Self-constructed Shehzadpur 9355211994 7. Ambala Janta Cold Store Mohan Lal, VPO- 2500 1979 & 1979 -DO- Self-constructed Naraingarh 1734284072, 9729541488 8. Ambala Shivalik Cold Ajit Dang, VPO- 2500 1975 & 1976 Potato & Self-constructed Store Naraingarh Onion 1 01734284101 9. Ambala Shivalik Cold Village Raipur, Viran, 2912 2015-16 NHM incomplete Storage Tehsil, Naraingarh 10. Ambala Shree Ganesh Gulshan Dang, VPO- 2200 1995 & 1996 Potato Self-constructed Cold Store Naraingarh 01734263362, 9466409017 11. Ambala HarMilap Cold Vijay Dang, VPO- 2300 2000 & 2001 Potato Self-constructed Store Naraingarh 01734263151, 9416009419 12. -

Telephone Numbers of District Ambala
Telephone Numbers of Operation Circle Ambala िबजली की समा के िलए टोली नंबर 1912 अथवा 1800 - 180 - 1550 डायल कर Sr. Name of Office Address of the Office Name of Officer Office Telephone Mobile No. Email Address No. No. XEN (Operations), Ambala City. 1 SDO(Operations), East Kohti No-1597, Badshahi Bag, Ambala City Sh. Vaibhav, AE (T) 0171-2534191 9315118227 [email protected] 2 SDO(Operations), West Inderpuri Kothi No-897E, Near Railway Mall Sh. Joginder Singh, AE 0171-2510593 9315118219 [email protected] Godam, 3 SDO(Operations), Model Town HouseAmbala No. City 60, Vijay Nagar, Ambala City Sh. Harish Kumar, AEE 0171-2555268 9315118228 [email protected] 4 SDO(Operations), Chaurmastpur HVPNL Building, Village Chaurmastpur Sh. Gautam, AE/T 0171-2855043 9315457394 [email protected] 5 XEN(Operations), Ambala City Manav Chowk, Ambala City , Hisar Road Sh. Sukhbir Singh, XEN 0171-2552747 9315118217 [email protected] XEN (Operations), Ambala Cantt. 6 SDO (Operations), No. I HVPNL Building ,12, Cross Road, A/Cant Sh. Parveen Kumar, AE (T) 0171-2618471 9315118251 [email protected] 7 SDO(Operations), No. II HVPNL Building Near Quality Restaurant, A/Cantt Sh. Ashish Chopra, AE (T) 0171-2630694 9315118246 [email protected] 8 SDO(Operations),Babyal HVPNL Building, Near Babyal Power House Sh. Karan Jangra, AE 0171-2669785 9315118253 [email protected] 9 SDO(Operations), Industrial Area Babyal Sh. Satbir Chopra, AE/T 7419390442 [email protected] 10 SDO(Operations), Kesri. HVPNL Building, Near 66 KV S/Stn Kesri Sh. Atitosh Kumar Singh, AE 0171-2830807 9315457385 [email protected] 11 SDO(Operations), Barara HVPNL Building, Near Adhoya Power House Sh. -
Village and Townwise Primary Census Abstract, Yamunanagar
CENSUS OF INDIA 2001 SERIES-7 HARYANA DISTRICT CENSUS HANDBOOK Part - A & B . DISTRICT YAMUNANAGAR VILLAGE & TOWN DIRECTORY VILLAGE AND TOWNWISE PRIMARY CENSUS ABSTRACT Sunil Gulati of the Indian Administrative Service Director of Census Operations, Haryana (i) CENSUS OF INOlA 2001 INDIA .~. HARYANA DISTRICT Y AMUNA NAGAR Km ;) o 5 10 15 20 Km '-. C.D. BLOCKS A SADAVRA B BILASPUR C MUSTAFABAD D RADAU R E JAGADHRI F CHHACHHRA ULl C.D. BLOCK BOUNDARY EXCLUDES STATUTORY TOWN (S) BOUNDARIES ARE UPDATED UPTO 1.1.2000 PARTS OF TAHSIL CHHACHHRAULI FALL IN C.D. BLOCK BILASPUR P PART OF C.D. BLOCK B1LASPUR B PART OF CD. BLOCK CHHACHHRA ULI F TCYrAL AREA OF DISTRICT (In Sq. Km) 1768.00 TOTAL POPULATION OF DISTRICT .. 1.0 4].630 TOTAL NUMBER OF TOWNS IN DISTRICT ..... 11 TOTAL NUMBER OF VILLAGES IN DISTRICT .. 639 mSTRICT Y AMUNANAGAR BOUNDARY: STATE; DISTRICT ... ...... ". ". "...... .. - .. - .. .. _.. _.. CHANGE IN JURISDICTION 1991 - 2001 TAHSIL; C.D. BLOCK ... .. ..., ...... ... ... .. K:m. 10 10 Km. HEADQUARTERS ; DISTRlCT " TAHSIL " C.D. BLOCK .. ® @ 0 " ,,_ ... .. ... .. __..;. N;,;;H:.....;,;"73;;;__ NATJONAL HIGHWAY ......... ............ ......... ...... -;---" - ..- . .., STATE HlGHWAY ... ............ ... ... ...... ... ... '" .. SH 6 L "'<,.. .. ,r,( IMPORTANT METALLED ROAD .. \ ~ TAHSIL i CHHAC-·" RAILWAY LlNE WITH STATION, BROAD GAUGE RS ,r r . I-!flRAULl. ' ... '_"l ,.. ! RIVER AND STREAM. ... ... ... ." .. ... .. .. - ' TAHSIL .' ./ • ~ JAGADHRI 1(. CANAL ... ... ... ...... .. ............ ......... .. , ... ... .. Kharwan VILLAGE HAVING 5000 AND ABOVE POPULATION WITH NAME • _'" & URBAN AREA WITH POPULATION SIZE - CLASS I , lV V 1\. ,., TELEGRAPH OFFICE ... ... .. ...... ... ... .. .. .. TO r DEGREE COLLEGE TECHNICAL INSTITUTlON .....' ......... .. ••• BOUNDARY . STATE I DISTRICT RH . CB REST HOUSE AND CANAL BUNGALOW ... ................... ......... TAHSIL Other villages having College I Technical Institution I • D6.rpur AREA LOST TO DlSTR1CT - RH I CB / FB etc. -
List of Applicants Who Have Applied for the Post Of
1 LIST OF APPLICANTS WHO HAVE APPLIED FOR THE POST OF OFFICE HELPER, BUT HAVE NOT APPENDED SELF ADDRESSED ENVELOPES AND WHOSE APPLICATION FORMS ALONGWITH ITS ENCLOSURES ARE STILL LYING IN THIS ACADEMY. Father's/Husband's Sr. No. Name (Mr./Ms.) Correspondence Address Name (Sh.) 1 Lalit Kumar Sheetal Parshad # G 72,NIT Campus Kurukshetra 2 Geeta Nand Bhallabh 443, sector-291A,Chandigarh 3 Rahul Bahtt Nanda Ballabh 443, sector-29-A, Chandigarh H.No. 20,C.B. Colony,12,Cross Road, Bakra 4 Rakesh Kumar Roopchand Market, Ambala Cantt. v.P.O Roshanpur Jhungian, Tehsil and 5 Dalbir Singh Late Kirpal Singh Distt.Patiala 6 Sandeep Kaundal Roop Krishan H.No. 1048,Sector-24 B, Chandigarh 157, Sector-15, Dashmesh Nagar, 7 Sandeep Singh Baljit singh Kharar(Mohali) Vill. Killpur, P.O Bamial, Distt and tehsil 8 Rishi Kumar Karnail Singh Pathankot. Vll. Mehmadpur, Distt. Fatehgarh Sahib, 9 Gujeet Singh Balwinder Singh Bassi Pathana, P.O.Balhrikalan Vill. Bhagoo Majra,P.O. Pkki Rurki, Tehsil- 10 Rooppreet Singh Rajinder Singh Kharar, Distt.Mohali, Pin 140301 Vill. Bhagoo Majra , pO.Pucci Rurki, Tehsil 11 Lovepreet Singh Rajinder Singh Kharar, Distt.Mohali 140301 Vill. Bhagoo Majra , pO.Pucci Rurki, Tehsil 12 Sukhpreet Kaur Rajinder Singh Kharar, Distt.Mohali 140301 C/O Subhash Chander,S/o Sh. Roop Chand, 13 Rajinder Kumar Pritvi Raj Vill Rampur,Tehsil Fazilka,152123 14 Vinod Kumar Mewa Singh 2083,Sector-28 C, Chandigarh 15 Mukesh Kumar Late Sh. Mulkh Raj 118 village , Kajheri,Sector-52,Chandigarh H.NO. 175, phase-2,Bapudham Colony , 16 Ajay Kumar Verma Sh. -

List of Candidates for the Post of Process Server 2021
Process Server, 2021 LIST OF CANDIDATES FOR THE POST OF PROCESS SERVER 2021 Name Of The Father's/ Sr. No. Receipt no. Address Date of Birth Qualification Remarks Candidate Husband's Name (DD/MM/YYYY) 1 382 Aakash Sher Singh V.P.O. Bapora, Teh. & Distt. Bhiwani 19/12/1997 12th OK 2 42 Aasa Singh Baljeet Singh V.P.O. Malikpur, Teh. Pehowa, Distt. Kurukshetra 10/02/1994 12th Caste Certificate Not Attached 3 57 Abhilash Naresh Kumar # 2182, Patri Mohalla, Jagadhri, Yamuna Nagar 22/07/1992 12th Caste Certificate Not Attached 4 392 Abhishak Naresh Kumar # 482/19, Tiwariya Mohalla, Chandana Gate, Kaithal 12/10/2000 10th Documents not Self Attested, Photo ID Not Attached 5 290 Abhishek Naresh Kumar # 16, Basant Vihar, Near Saini Dharamshala, Rattoli 20/10/1986 BA, LLB OK Road, Yamuna Nagar 6 394 Abhishek Shri Bhagwan H. No. 789, Vill. Bapora, Bhwani 05/02/1994 10th OK 7 531 Abhishek Sushil Kumar H.No.662/4 Ravidass Basti, Ambala City 21/06/2000 10th OK 8 604 Aina Pawan Kumar H.No.152, Shiv Chowk, Bhima Basti, Fatehabad 08/01/1989 MA(Pol.Sc) OK 9 12 Ajay Mam Chand Village-Gadwali, Po-Chauli, Tehsil:Bilaspur, Distt- 08/02/2001 10th OK Yamuna Nagar-135102 10 324 Ajay Rajbir H. No. 678/04, Prem Nagar, Narwana, Jind 19/02/1999 10th OK Page 1 Process Server, 2021 11 291 Ajay Bali Ram Chander # 8/115, Baldev Nagar, Ambala City 03/06/1999 12th Photo ID Not Attached 12 283 Ajay Kumar Kailash Chand C-7, Roop Nagar Colony, Jagadhri, Yamuna Nagar 24/07/1995 12th Caste & Matric certificate not attached 13 468 Ajay Kumar Narata Ram #935G, Dwarka Puri, Jagadhri, District Yamuna 07/01/1988 10th OK Nagar, 135003, near Gupta Bakery 14 523 Ajay Kumar Raj Kumar Vill. -

RATING RATIONALE Naraingarh Sugar Mills Limited Particulars
RATING RATIONALE 26 June 2020 Naraingarh Sugar Mills Limited Brickwork Ratings has reviewed the ratings for the Bank Loan Facilities of Rs 140.33 Crs of Naraingarh Sugar Mills Limited, based on best available information, as the issuer did not cooperate. Particulars Amount (₹ Cr) Rating# Facility Tenure Previous Previous Present Present (March,2019) Fund Based BWR B+ BWR D 140.33 140.33 Long Term (Negative) Issuer Not Cooperating Rupees One Hundred Forty Crores and Thirty Three Lakh Total 140.33 140.33 Only # Please refer to BWR website www.brickworkratings.com/ for definition of the ratings Details of Bank facilities is provided in Annexure-I RATING ACTION / OUTLOOK / NATURE OF NON-COOPERATION The rating was due for a review in March,2020. BWR took up with the issuer to provide required information via emails dated 24.06.2020, 22.06.2020, 10.06.2020. Despite the efforts of BWR to get at least the minimum required information for a review, the entity has not provided the same. In the absence of a surveillance mandate and adequate information from the issuer. BWR is unable to assess the company current complete financial performance and its ability to service its debt and maintain a valid rating. NDS has not been submitted by the entity. As per the information available in the public domain, there are delays in servicing of the debt. As the Issuer is not cooperating, BWR has revised the rating to BWR D Issuer Not Cooperating. LIMITATIONS OF THE RATING Information availability risk is a key factor in the assessment of credit risk as generally, noncooperation by the rated entities to provide required information for a review of the assigned rating may also be accompanied by financial stress. -

AMBALA Sr. No. Name of Contractual Staff Designation
Facility Wise Deployment of contractual Staff engaged under NRHM (to be upload at NRHM Haryana Web Portal) Name of District: AMBALA Sr. Name of Contractual Staff Designation Name of Programme Name of Facility Date of Contact No. Place of No. Joining previous posting 1 Mrs. Kavita D/o Sh. Mahender Singh District Programme DPMU District NRHM 21.03.12 99960-44223 Manager 2 Rashmi, W/o Sh. Ajay Kumar Secretarial Assistant DPMU District NRHM 02.12.05 94663-80054 3 Kiran, W/o Sh. Vivek Anand Computer Assistant Immunization DIO 02.12.05 94160-21077 4 Harvinder Kaur W/o Dr. Rajneesh Kumar Computer Assistant Central Drug Store at District HQ District Medical Store, 25.06.12 94164-92059 Ambala 5 Varun Sharma, S/o Sh. Yogeshwar Kumar Computer Assistant Central Drug Store at District HQ District Medical Store, 19.08.09 72060-31438 Sharma Ambala 6 Anuj Modgil, S/o Mohan Lal Sharma Computer Assistant SIHFW District Training Centre, 18.08.10 93557-74858 Ambala 7 Anita Kalia w/o Sh. Mukesh Sharma Computer Operator DPMU -HIMS District NRHM 07.03.12 82954-06477 8 Somdeep Singh s/o Sardar Hardev Singh Data Entry Operator Child Health SNCU, Ambala City 27.03.12 94668-00139 9 Vikram Khanna, S/o Sh. Krishan Khanna Accounts Assistant at Distt. HQ - DPMU District NRHM 07.12.05 94162-26722 10 Deepika Saini , W/o Sh. Ajay Saini Accounts Assistant at Distt. HQ - DPMU District NRHM under 10.04.07 89011-40034 Vertical disease 11 Anita Khanna, D/o Sh. Krishan Khanna Accounts Assistant CHC - DPMU CHC Mullana 05.06.08 97299-84707 12 Ruchi Gulati D/o Joginder Gulati Accounts Assistant CHC - DPMU CHC Shahzadpur 24.03.12 13 Gurpreet Kaur W/o Mr.