University of Cincinnati
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
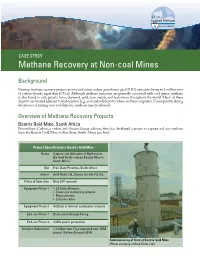
CASE STUDY Methane Recovery at Non-Coal Mines
CASE STUDY Methane Recovery at Non-coal Mines Background Existing methane recovery projects at non-coal mines reduce greenhouse gas (GHG) emissions by up to 3 million tons of carbon dioxide equivalent (CO₂e). Although methane emissions are generally associated with coal mines, methane is also found in salt, potash, trona, diamond, gold, base metals, and lead mines throughout the world. Many of these deposits are located adjacent to hydrocarbon (e.g., coal and oil) deposits where methane originates. Consequently, during the process of mining non-coal deposits, methane may be released. Overview of Methane Recovery Projects Beatrix Gold Mine, South Africa Promethium Carbon, a carbon and climate change advisory firm, has developed a project to capture and use methane from the Beatrix Gold Mine in Free State, South Africa (see box). Project Specifications: Beatrix Gold Mine Name Capture and Utilization of Methane at the Gold Fields–owned Beatrix Mine in South Africa Site Free State Province, South Africa Owner Gold Fields Ltd., Exxaro On-site Pty Ltd. Dates of Operation May 2011–present Equipment Phase 1 • GE Roots Blowers • Trolex gas monitoring systems • Flame arrestor • 23 burner flare Equipment Phase 2 Addition of internal combustion engines End-use Phase 1 Destruction through flaring End-use Phase 2 4 MW power generation Emission Reductions 1.7 million tons CO²e expected over CDM project lifetime (through 2016) Commissioning of Flare at Beatrix Gold Mine (Photo courtesy of Gold Fields Ltd.) CASE STUDY Methane Recovery at Non-coal Mines ABUTEC Mine Gas Incinerator at Green River Trona Mine (Photo courtesy of Solvay Chemicals, Inc.) Green River Trona Mine, United States Project Specifications: Green River Trona Mine Trona is an evaporite mineral mined in the United States Name Green River Trona Mine Methane as the primary source of sodium carbonate, or soda ash. -

Trona Na3(CO3)(HCO3) • 2H2O C 2001-2005 Mineral Data Publishing, Version 1
Trona Na3(CO3)(HCO3) • 2H2O c 2001-2005 Mineral Data Publishing, version 1 Crystal Data: Monoclinic. Point Group: 2/m. Crystals are dominated by {001}, {100}, flattened on {001} and elongated on [010], with minor {201}, {301}, {211}, {211}, {411},to 10 cm; may be fibrous or columnar massive, as rosettelike aggregates. Physical Properties: Cleavage: {100}, perfect; {211} and {001}, interrupted. Fracture: Uneven to subconchoidal. Hardness = 2.5–3 D(meas.) = 2.11 D(calc.) = 2.124 Soluble in H2O, alkaline taste; may fluoresce under SW UV. Optical Properties: Translucent. Color: Colorless, gray, pale yellow, brown; colorless in transmitted light. Luster: Vitreous. Optical Class: Biaxial (–). Orientation: X = b; Z ∧ c =83◦. Dispersion: r< v; strong. α = 1.412–1.417 β = 1.492–1.494 γ = 1.540–1.543 2V(meas.) = 76◦160 2V(calc.) = 74◦ Cell Data: Space Group: I2/a. a = 20.4218(9) b = 3.4913(1) c = 10.3326(6) β = 106.452(4)◦ Z=4 X-ray Powder Pattern: Sweetwater Co., Wyoming, USA. 2.647 (100), 3.071 (80), 4.892 (55), 9.77 (45), 2.444 (30), 2.254 (30), 2.029 (30) Chemistry: (1) (2) CO2 38.13 38.94 SO3 0.70 Na2O 41.00 41.13 Cl 0.19 H2O 20.07 19.93 insol. 0.02 −O=Cl2 0.04 Total 100.07 100.00 • (1) Owens Lake, California, USA; average of several analyses. (2) Na3(CO3)(HCO3) 2H2O. Occurrence: Deposited from saline lakes and along river banks as efflorescences in arid climates; rarely from fumarolic action. Association: Natron, thermonatrite, halite, glauberite, th´enardite,mirabilite, gypsum (alkali lakes); shortite, northupite, bradleyite, pirssonite (Green River Formation, Wyoming, USA). -

Remarks on Different Methods for Analyzing Trona and Soda Samples
REMARKS ON DIFFERENT METHODS FOR ANALYZING TRONA AND SODA SAMPLES Gülay ATAMAN*; Süheyla TUNCER* and Nurgün GÜNGÖR* ABSTRACT. — Trona is one of the natural forms of sodium carbonate minerals. It is well known as «sesque carbonate», «urao» or «trona» in the chemical literature, and the chemical formula of the compound is [Na2CO3.NaHCO3.2H2O]. The aim of this work is to adapt the standard methods for the analysis of trona samples, considering the inter- ferences arising from silicates and other minerals found together with trona samples. In order to reduce the experimen- tal errors, the analyses used for the determination of trona samples have been revised. The experimental results using potentiometric titration, AgNO3 external indicator and BaCl2 titration methods have been compared to theoretical results using statistical evaluations. 95 % confidence level, which is commonly used by analytical chemists, was employed as the basis of evaluation, R values, Student's t calculated at 95 % confidence level of 7 trona samples from Beypazarı, Student's t tabulated for the percentages of Na2CO3, were found to be 0.008 in BaCl2 method, 3.25 for AgNO3 external indicator method and 3.26 for potentiometric method; for the percentages of NaHCO3 the same values are 0.59 for BaCl2 method, 2.83 for AgNO3 external indicator method and 3.59 for potentiometric method. Systematic error is indicated when R> 1. In addi- tion to quantitative analysis of trona samples, qualitative XRD analyses have been routinely performed for each sample and the results were found to be in good agreement. INTRODUCTION Trona is a naturally occuring from of sodium carbonate minerals. -

SODIUM BICARBONATE (NAHCOLITE) from COLORADOOIL SHALE1 Tbr-R-Enrr-2
SODIUM BICARBONATE (NAHCOLITE) FROM COLORADOOIL SHALE1 TBr-r-Enrr-2 Assrnact Sodium bicarbonate (nahcolite) was found in the high-grade oil-shale zone of tfre Para- chute Creek member of the Eocene Green River formation in ttre underground development openings of ttre Bureau of Mines Oil-Shale Demonstration Mine at Anvil Points, 10 miles west of Rifle, Colo. It occurs as concretions varying up to five feet in diameter and as layers up to four inches thick, intercalated between rich oil-shale beds. It is suggested tlat the concretions were formed while the ooze, which had been deposited in the bottom of the former Uinta Lake, was still soft and plastic. INrnorucrrorq Natural sodium bicarbonate (NaHCOa) was reported first by P. Wal- thera from Little Magadi dry lake, in British East Africa, but no con- flmatory evidence was given. F. A. Bannister,a who reported natural sodium bicarbonate in an efforescencefrom an old Roman underground conduit from hot springs at Stufe de Nerone, near Naples, gave the min- eral the name "nahcolite." Later the mineral was reported by E. Quer- cighs as an incrustation in a lava grotto, apparently mixed with thenar- dite and halite. Large quantities of nahcolite were found in a well core- dritled below the central salt crust of Searles Lake and described by William F. Foshag.6 The presenceof saline phasesin the eastern part of the Uinta Basin in the high-grade oil-shale facies of the Parachute Creek member of the Eocene Green Eiver formation was noted by W. H. Bradley.T He states that ellipsoidal cavities whose major axes range from a fraction of an inch to more than five feet in length contained molds of radial aggregates of a saline mineral that could not be determined becauseof the complex intergrowth of the crystal molds. -
Rocks and Minerals Make up Your World
Rocks and Minerals Make up Your World Rock and Mineral 10-Specimen Kit Companion Book Presented in Partnership by This mineral kit was also made possible through the generosity of the mining companies who supplied the minerals. If you have any questions or comments about this kit please contact the SME Pittsburgh Section Chair at www.smepittsburgh.org. For more information about mining, visit the following web sites: www.smepittsburgh.org or www.cdc.gov/niosh/mining Updated August 2011 CONTENTS Click on any section name to jump directly to that section. If you want to come back to the contents page, you can click the page number at the bottom of any page. INTRODUCTION 3 MINERAL IDENTIFICATION 5 PHYSICAL PROPERTIES 6 FUELS 10 BITUMINOUS COAL 12 ANTHRACITE COAL 13 BASE METAL ORES 14 IRON ORE 15 COPPER ORE 16 PRECIOUS METAL ORE 17 GOLD ORE 18 ROCKS AND INDUSTRIAL MINERALS 19 GYPSUM 21 LIMESTONE 22 MARBLE 23 SALT 24 ZEOLITE 25 INTRODUCTION The effect rocks and minerals have on our daily lives is not always obvious, but this book will help explain how essential they really are. If you don’t think you come in contact with minerals every day, think about these facts below and see if you change your mind. • Every American (including you!) uses an average of 43,000 pounds of newly mined materials each year. • Coal produces over half of U.S. electricity, and every year you use 3.7 tons of coal. • When you talk on a land-line telephone you’re holding as many as 42 different minerals, including aluminum, beryllium, coal, copper, gold, iron, limestone, silica, silver, talc, and wollastonite. -

Ulexite Nacab5o6(OH)6 • 5H2O C 2001-2005 Mineral Data Publishing, Version 1 Crystal Data: Triclinic
Ulexite NaCaB5O6(OH)6 • 5H2O c 2001-2005 Mineral Data Publishing, version 1 Crystal Data: Triclinic. Point Group: 1. Rare as measurable crystals, which may have many forms; typically elongated to acicular along [001], to 5 cm, then forming fibrous cottonball-like masses; in compact parallel fibrous veins, and radiating and compact nodular groups. Twinning: Polysynthetic on {010} and {100}; possibly also on {340}, {230}, and others. Physical Properties: Cleavage: On {010}, perfect; on {110}, good; on {110}, poor. Fracture: Uneven across fiber groups. Tenacity: Brittle. Hardness = 2.5 D(meas.) = 1.955 D(calc.) = 1.955 Slightly soluble in H2O; parallel fibrous masses can act as fiber optical light pipes; may fluoresce yellow, greenish yellow, cream, white under SW and LW UV. Optical Properties: Transparent to opaque. Color: Colorless; white in aggregates, gray if included with clays. Luster: Vitreous; silky or satiny in fibrous aggregates. Optical Class: Biaxial (+). Orientation: X (11.5◦,81◦); Y (100◦,21.5◦); Z (107◦,70◦) [with c (0◦,0◦) and b∗ (0◦,90◦) using (φ,ρ)]. α = 1.491–1.496 β = 1.504–1.506 γ = 1.519–1.520 2V(meas.) = 73◦–78◦ Cell Data: Space Group: P 1. a = 8.816(3) b = 12.870(7) c = 6.678(1) α =90.36(2)◦ β = 109.05(2)◦ γ = 104.98(4)◦ Z=2 X-ray Powder Pattern: Jenifer mine, Boron, California, USA. 12.2 (100), 7.75 (80), 6.00 (30), 4.16 (30), 8.03 (15), 4.33 (15), 3.10 (15b) Chemistry: (1) (2) B2O3 43.07 42.95 CaO 13.92 13.84 Na2O 7.78 7.65 H2O 35.34 35.56 Total 100.11 100.00 • (1) Suckow mine, Boron, California, USA. -

Salt Crystallization Temperatures in Searles Lake, California!
Mineral. Soc. Amer. Spec. Pap. 3, 257-259 (1970). SALT CRYSTALLIZATION TEMPERATURES IN SEARLES LAKE, CALIFORNIA! GEORGE 1. SMITH, U.S. Geological Survey, Menlo Park, California 94025 2 IRVING FRIEDMAN, AND SADAO MATSU0 , U.S. Geological Survey, Denver, Colorado ABSTRACT The DIH ratios in natural samples of borax, gaylussite, nahcolite and trona were compared with minerals synthesized in the laboratory to deduce temperatures of crystallization in Searles Lake. During most of the Early Holocene, trona in the Upper Salt was deposited during warm summers, average 32°C, similar to the present. Crystallization temperatures of the Middle Wisconsin Lower Salt inferred from DIH ratios are in the range _12° to +8°C; by consideration of phase rela- tions these are assigned to winter crystallization. Winter temperatures much colder than those of the present are inferred for the upper and lower thirds of this Lower Salt unit; summer temperatures for these units inferred from mineral as- semblages are also lower than those of the present. A more complete description of the method, data and results will be published elsewhere. INTRODUCTION are therefore considered to have crystallized well above Searles Lake, which is dry today, was one of a chain of 20°C, and assemblages lacking burkeite are considered to large lakes that formed in the Great Basin segment of have formed at lower temperature. Similarly, assemblages southeast California during pluvial periods of late Quater- that contain nahcolite, borax, thenardite, and mirabilite, nary time (Gale, 1914; Flint and Gale, 1958; Smith, 1968). whose solubilities are also greatly affected by temperature, The number of lakes in the chain, and the size of the last are used to estimate crystallization temperatures. -

Origin and Resources of World Oil Shale Deposits - John R
COAL, OIL SHALE, NATURAL BITUMEN, HEAVY OIL AND PEAT – Vol. II - Origin and Resources of World Oil Shale Deposits - John R. Dyni ORIGIN AND RESOURCES OF WORLD OIL SHALE DEPOSITS John R. Dyni US Geological Survey, Denver, USA Keywords: Algae, Alum Shale, Australia, bacteria, bitumen, bituminite, Botryococcus, Brazil, Canada, cannel coal, China, depositional environments, destructive distillation, Devonian oil shale, Estonia, Fischer assay, Fushun deposit, Green River Formation, hydroretorting, Iratí Formation, Israel, Jordan, kukersite, lamosite, Maoming deposit, marinite, metals, mineralogy, oil shale, origin of oil shale, types of oil shale, organic matter, retort, Russia, solid hydrocarbons, sulfate reduction, Sweden, tasmanite, Tasmanites, thermal maturity, torbanite, uranium, world resources. Contents 1. Introduction 2. Definition of Oil Shale 3. Origin of Organic Matter 4. Oil Shale Types 5. Thermal Maturity 6. Recoverable Resources 7. Determining the Grade of Oil Shale 8. Resource Evaluation 9. Descriptions of Selected Deposits 9.1 Australia 9.2 Brazil 9.2.1 Paraiba Valley 9.2.2 Irati Formation 9.3 Canada 9.4 China 9.4.1 Fushun 9.4.2 Maoming 9.5 Estonia 9.6 Israel 9.7 Jordan 9.8 Russia 9.9 SwedenUNESCO – EOLSS 9.10 United States 9.10.1 Green RiverSAMPLE Formation CHAPTERS 9.10.2 Eastern Devonian Oil Shale 10. World Resources 11. Future of Oil Shale Acknowledgments Glossary Bibliography Biographical Sketch Summary ©Encyclopedia of Life Support Systems (EOLSS) COAL, OIL SHALE, NATURAL BITUMEN, HEAVY OIL AND PEAT – Vol. II - Origin and Resources of World Oil Shale Deposits - John R. Dyni Oil shale is a fine-grained organic-rich sedimentary rock that can produce substantial amounts of oil and combustible gas upon destructive distillation. -
Sodium Carbonate Resources of the Eocene Green River Formation, Uinta Basin, Utah and Colorado Click Here to Return to Volume Title Page by Michael E
Chapter 2 Sodium Carbonate Resources of the Eocene Green River Formation, Uinta Basin, Utah and Colorado Click here to return to Volume Title Page By Michael E. Brownfield, Ronald C. Johnson, and John R. Dyni Chapter 2 of 7 Oil Shale Resources of the Uinta Basin, Utah and Colorado By U.S. Geological Survey Oil Shale Assessment Team U.S. Geological Survey Digital Data Series DDS–69–BB U.S. Department of the Interior U.S. Geological Survey U.S. Department of the Interior KEN SALAZAR, Secretary U.S. Geological Survey Marcia K. McNutt, Director U.S. Geological Survey, Reston, Virginia: 2010 For more information on the USGS—the Federal source for science about the Earth, its natural and living resources, natural hazards, and the environment, visit http://www.usgs.gov or call 1-888-ASK-USGS For an overview of USGS information products, including maps, imagery, and publications, visit http://www.usgs.gov/pubprod To order this and other USGS information products, visit http://store.usgs.gov Any use of trade, product, or firm names is for descriptive purposes only and does not imply endorsement by the U.S. Government. Although this report is in the public domain, permission must be secured from the individual copyright owners to reproduce any copyrighted materials contained within this report. Suggested citation: Brownfield, M.E., Johnson, R.C., and Dyni, J.R., Sodium carbonate resources of the Eocene Green River Formation, Uinta Basin, Utah and Colorado, 2010: U.S. Geological Survey Digital Data Series DDS–69–BB, chp. 2, 13 p. iii Contents Abstract -

Geology and Resources of Some World Oil-Shale Deposits
Geology and Resources of Some World Oil-Shale Deposits Scientific Investigations Report 2005–5294 U.S. Department of the Interior U.S. Geological Survey Cover. Left: New Paraho Co. experimental oil shale retort in the Piceance Creek Basin a few miles west of Rifle, Colorado. Top right: Photo of large specimen of Green River oil shale interbedded with gray layers of volcanic tuff from the Mahogany zone in the Piceance Creek Basin, Colorado. This specimen is on display at the museum of the Geological Survey of Japan. Bottom right: Block diagram of the oil shale resources in the Mahogany zone in about 1,100 square miles in the eastern part of the Uinta Basin, Utah. The vertical scale is in thousands of barrels of in-place shale oil per acre and the horizontal scales are in UTM coordinates. Illustration published as figure 17 in U.S. Geological Survey Open-File Report 91-0285. Geology and Resources of Some World Oil-Shale Deposits By John R. Dyni Scientific Investigations Report 2005–5294 U.S. Department of the Interior U.S. Geological Survey U.S. Department of the Interior Dirk Kempthorne, Secretary U.S. Geological Survey P. Patrick Leahy, Acting Director U.S. Geological Survey, Reston, Virginia: 2006 Posted onlline June 2006 Version 1.0 This publication is only available online at: World Wide Web: http://www.usgs.gov/sir/2006/5294 For more information on the USGS—the Federal source for science about the Earth, its natural and living resources, natural hazards, and the environment: World Wide Web: http://www.usgs.gov Telephone: 1-888-ASK-USGS Any use of trade, product, or firm names is for descriptive purposes only and does not imply endorsement by the U.S. -
Chapter 5: Mineral Resources of the Northwest Central US
Chapter 5: Mineral Resources of the granite • a common and Northwest Central US widely occurring type of igneous rock. What is a mineral? igneous rocks • rocks A mineral is a naturally occurring inorganic solid with a specific chemical derived from the cooling composition and a well-developed crystalline structure. Minerals provide the of magma underground or foundation of our everyday world. Not only do they make up the rocks we see molten lava on the Earth’s surface. around us in the Northwest Central, they are also used in nearly every aspect of our lives. The minerals found in the rocks of the Northwest Central are used in industry, construction, machinery, technology, food, makeup, jewelry, and even the paper on which these words are printed. mica • a large group of sheetlike silicate minerals. Minerals provide the building blocks for rocks. For example, granite, an igneous rock, is typically made up of crystals of the minerals feldspar, quartz, mica, and amphibole. In contrast, sandstone may be made of cemented grains of sandstone • sedimentary feldspar, quartz, and mica. The minerals and the bonds between the crystals rock formed by cementing define a rock’s color and resistance toweathering . together grains of sand. Several thousand minerals have been discovered and classified according to their chemical composition. Most of them are silicates (representing cementation • the precipi- approximately a thousand different minerals, of which quartz and feldspar are tation of minerals that binds two of the most common and familiar), which are made of silicon and oxygen together particles of rock, bones, etc., to form a solid combined with other elements (with the exception of quartz, SiO2). -

Phase Relations of Nahcolite and Trona at High P-T Conditions
Journal of MineralogicalPhase and relationsPetrological of nahcolite Sciences, and Volume trona 104, page 25─ 36, 2009 25 Phase relations of nahcolite and trona at high P-T conditions *,** * Xi LIU and Michael E. FLEET *Department of Earth Sciences, University of Western Ontario, London, ON N6A 5B7, Canada **School of Earth and Space Sciences, Peking University, Beijing 100871, P.R. China Using cold-seal hydrothermal bomb and piston-cylinder apparatus, we have carried out both forward and rever- sal experiments to investigate the phase boundary between nahcolite (NaHCO3) and trona (NaHCO3⋅Na2CO3⋅ 2H2O). We found that the temperature of this phase boundary remains low at least up to 10 kbar, so that this phase transformation maintains its univariant nature in our investigated P-T space. The locus of this phase - boundary in a log(pCO2) T space is defined as log(pCO2) = 0.0240(±0.0001)T – 9.80(±0.06) (with pCO2 in bar and T in K), in excellent agreement with earlier 1 atm experiments at different partial pressures of CO2 (pCO2) and theoretical calculation. Using this equation and literature thermodynamic data, the entropy of trona at 298.15 K is constrained to be 303.8 J mol−1 K−1, essentially identical to earlier estimates from different methods. Our experimental results have also been used to constrain the genesis of nahcolite in some fluid inclusions of diverse origins, and it is suggested that nahcolite in these occurrences is most likely a daughter mineral which crystallized from the fluids as temperature decreased, rather than an accidentally trapped phase. Keywords: Nahcolite, Trona, Phase relations, Entropy, Fluid inclusions INTRODUCTION 2002).