Irish Whiskey Technical File
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Solgud the Professor He Professor He Professor Kur Gin Stark Vatten
“Where science meets art and art solves thirst.” – Erik Liedholm, Distiller Inspired by both Chef and Sommelier sensibilities, Wildwood Spirits Co. blends ‘farm to table’ and ‘vineyard to bottle’ to create distillates in a unique & distinctive ‘farm to distillery’ fashion. Wildwood Spirits Co. sources nearly all of its ingredients from local Washington State farms. Solgud Orange & Fennel Liqueur Swedish for Sun God, this liqueur sstartedtarted with an unusedunused orange fraction and built it from there. AdAdAddedAd ded to that base, fennel seed andandand cardamomcardamom.... TTTheThe Professor Is an IrishIrish----StyleStyle Whiskey made with Washington Winter Wheat andand MaltMalt.. Distilled three times before aging. Kur Gin “Best Gin in the World” Double Gold “Best in Show” New York World Wine & SpiritSpiritss Competition 2014, 20172017 Stark Vatten Vodka Stark Vatten is Swedish for “strong water” Gold Medal, San Francisco International Spirits Competition 2016 The Dark DoorDoor,, Single Barrel Washington Straight Bourbon Whiskey, Gold Medal, Berlin InterInternationalnational Spirits CompetitionCompetition 2018 Ginnocence, No Alcohol Gin Made from the same botanicles as your favorite Gin “Kur” Your garden meets your garden party “Gin“Gin----uinely”uinely” the best A 20% service charge is included on each checkcheck.. SeastarSeastar retains 100% of the service charge. Our professional service team receives industry leading compensation which includes wages commissions and benifitsbenifits.... BEER ON TAP Multiplayer IPA, 6.8% ABV Washington -

The Alcohol Textbook 4Th Edition
TTHEHE AALCOHOLLCOHOL TEXTBOOKEXTBOOK T TH 44TH EEDITIONDITION A reference for the beverage, fuel and industrial alcohol industries Edited by KA Jacques, TP Lyons and DR Kelsall Foreword iii The Alcohol Textbook 4th Edition A reference for the beverage, fuel and industrial alcohol industries K.A. Jacques, PhD T.P. Lyons, PhD D.R. Kelsall iv T.P. Lyons Nottingham University Press Manor Farm, Main Street, Thrumpton Nottingham, NG11 0AX, United Kingdom NOTTINGHAM Published by Nottingham University Press (2nd Edition) 1995 Third edition published 1999 Fourth edition published 2003 © Alltech Inc 2003 All rights reserved. No part of this publication may be reproduced in any material form (including photocopying or storing in any medium by electronic means and whether or not transiently or incidentally to some other use of this publication) without the written permission of the copyright holder except in accordance with the provisions of the Copyright, Designs and Patents Act 1988. Applications for the copyright holder’s written permission to reproduce any part of this publication should be addressed to the publishers. ISBN 1-897676-13-1 Page layout and design by Nottingham University Press, Nottingham Printed and bound by Bath Press, Bath, England Foreword v Contents Foreword ix T. Pearse Lyons Presient, Alltech Inc., Nicholasville, Kentucky, USA Ethanol industry today 1 Ethanol around the world: rapid growth in policies, technology and production 1 T. Pearse Lyons Alltech Inc., Nicholasville, Kentucky, USA Raw material handling and processing 2 Grain dry milling and cooking procedures: extracting sugars in preparation for fermentation 9 Dave R. Kelsall and T. Pearse Lyons Alltech Inc., Nicholasville, Kentucky, USA 3 Enzymatic conversion of starch to fermentable sugars 23 Ronan F. -

Dave Scheurich W H I S K E Y a D V O C a T E M a G a Z I N E ’ S 2 0 1 2 L I F E T I M E a C H I E V E M E N T a W a R D
DAVE SCHEURICH W H I S K E Y A D V O C A T E M A G A Z I N E ’ S 2 0 1 2 L I F E T I M E A C H I E V E M E N T A W A R D Dave Scheurich is the owner of High Spirits Enterprise LLC, a distillery consultant business. He helps entrepreneurs plan their distillery business through the development of business plans, distillery layout and design, operational management, project management and product creation. Dave makes presentations on Dave has experience in distillery the history of bourbon, how and other production and bourbon is made and how to facility management roles for judge bourbons and conducts the Brown-Forman Corporation, Bourbon 101 classes. Joseph E. Seagram and Sons, Wild Turkey Distillery, Kentucky Like distillery managers of Paper Box Company and 7-UP yesteryear he lived on property of Detroit. at the distillery and performed production duties as well as Dave is currently the Master product promotions as a brand Distiller for Boondocks American ambassador. Dave retired in Whiskey and has helped 2011 and now lives in a house numerous micro distilleries overlooking Herrington Lake in develop and come to life. Danville, KY. Follow him day to day on PEGGY NOE STEVENS W O R L D ’ S F I R S T F E M A L E M A S T E R B O U R B O N T A S T E R Peggy has been called the “Oprah of entertaining,” and a “lifestyle maven.” Also described as a “more relaxed Martha Stewart;” she has represented Kentucky for such notables as Julia Child, Bobby Flay and the Prince of Spain. -

Irish Whiskey Specification
TECHNICAL FILE SETTING OUT THE SPECIFICATIONS WITH WHICH IRISH WHISKEY/UISCE BEATHA EIREANNACH/IRISH WHISKY MUST COMPLY Food Industry Development Division Department of Agriculture, Food and the Marine October 2014 Number of pages : 17 File reference: FD/36/073 Language: English (As registered by the European Union Commission Services) Table of Contents 1. NAME AND CATEGORY OF SPIRIT DRINK INCLUDING THE GEOGRAPHICAL INDICATION: 1 1.1. Name: 1 1.2. Category of spirit drink: 1 2. DESCRIPTION OF THE SPIRIT DRINK INCLUDING PRINCIPAL PHYSICAL, CHEMICAL AND ORGANOLEPTIC CHARACTERISTICS OF THE PRODUCT: 1 2.1. Principal Physical Characteristics: 1 2.1.1. Product description 1 2.1.2. Characteristics of Irish Whiskey compared to other whiskies 2 2.2. Classifications of “Irish Whiskey/Uisce Beatha Eireannach/Irish Whisky”: 3 2.3. Principal Chemical Characteristics: 3 2.3.1. Alcoholic Content: 3 2.4. Principal Organoleptic Characteristics: 3 3. DEFINITION OF THE GEOGRAPHICAL AREA CONCERNED: 3 4. THE METHOD FOR OBTAINING THE SPIRIT DRINK: 4 4.1. Stages in the Production Process: 4 4.1.1. Stage 1: Brewing 4 4.1.2. Stage 2: Fermentation 5 4.1.3. Stage 3: Distillation 5 4.1.3.1 Distillation using Pot Stills 5 4.1.3.2 Distillation using Column Stills 6 4.1.4. Stage 4: Maturation 7 4.1.5. Stage 5: Bottling 7 4.1.5.1 Chill filtration 7 4.1.5.2 Caramel colouring E150a 8 4.2. Production Processes for the varieties of Irish Whiskey/Uisce Beatha Eireannach/Irish Whisky: 8 4.2.1. Pot Still Irish Whiskey/Irish Pot Still Whiskey 8 4.2.2. -

Alembic Pot Still
ALEMBIC POT STILL INSTRUCTION MANUAL CAN BE USED WITH THE GRAINFATHER OR T500 BOILER SAFETY Warning: This system produces a highly flammable liquid. PRECAUTION: • Always use the Alembic Pot Still System in a room with adequate ventilation. • Never leave the Alembic Pot Still system unattended when operating. • Keep the Alembic Pot Still system away from all sources of ignition, including smoking, sparks, heat, and open flames. • Ensure all other equipment near to the Alembic Pot Still system or the alcohol is earthed. • A fire extinguishing media suitable for alcohol should be kept nearby. This can be water fog, fine water spray, foam, dry powder, carbon dioxide, sand or dolomite. • Do not boil dry. In the event the still is boiled dry, reset the cutout button under the base of the still. In the very unlikely event this cutout fails, a fusible link gives an added protection. IN CASE OF SPILLAGE: • Shut off all possible sources of ignition. • Clean up spills immediately using cloth, paper towels or other absorbent materials such as soil, sand or other inert material. • Collect, seal and dispose accordingly • Mop area with excess water. CONTENTS Important points before getting started ............................................................................... 3 Preparing the Alembic Pot Still ................................................................................................. 5 Distilling a Whiskey, Rum or Brandy .......................................................................................7 Distilling neutral -

Brand Listing for the State of Texas
BRAND LISTING FOR THE STATE OF TEXAS © 2016 Southern Glazer’s Wine & Spirits SOUTHERNGLAZERS.COM Bourbon/Whiskey A.H. Hirsch Carpenders Hibiki Michter’s South House Alberta Rye Moonshine Hirsch Nikka Stillhouse American Born Champion Imperial Blend Old Crow Sunnybrook Moonshine Corner Creek Ironroot Republic Old Fitzgerald Sweet Carolina Angel’s Envy Dant Bourbon Moonshine Old Grand Dad Ten High Bakers Bourbon Defiant Jacob’s Ghost Old Grand Dad Bond Tom Moore Balcones Devil’s Cut by Jim James Henderson Old Parr TW Samuels Basil Haydens Beam James Oliver Old Potrero TX Whiskey Bellows Bourbon Dickel Jefferson’s Old Taylor Very Old Barton Bellows Club E.H. Taylor Jim Beam Olde Bourbon West Cork Bernheim Elijah Craig JR Ewing Ole Smoky Moonshine Westland American Blood Oath Bourbon Evan Williams JTS Brown Parker’s Heritage Westward Straight Blue Lacy Everclear Kavalan Paul Jones WhistlePig Bone Bourbon Ezra Brooks Kentucky Beau Phillips Hot Stuff Whyte & Mackay Bonnie Rose Fighting Cock Kentucky Choice Pikesville Witherspoons Bookers Fitch’s Goat Kentucky Deluxe Private Cellar Woodstock Booze Box Four Roses Kentucky Tavern Rebel Reserve Woody Creek Rye Bourbon Deluxe Georgia Moon Kessler Rebel Yell Yamazaki Bowman Hakushu Knob Creek Red River Bourbon Bulleit Bourbon Hatfield & McCoy Larceny Red Stag by Jim Beam Burnside Bourbon Heaven Hill Bourbon Lock Stock & Barrel Redemption Rye Cabin Fever Henderson Maker’s Mark Ridgemont 1792 Cabin Still Henry McKenna Mattingly & Moore Royal Bourbon Calvert Extra Herman Marshall Mellow Seagram’s 7 -

E Ven Spring 2021 Irish Whiskey Japanese Whisky Canadian
GR VEN AN SE D WHISKEY BIBLE S PRING 2021 AMERICAN WHISKEY CANADIAN WHISKY COLORADO WHISKEY INTERNATIONAL WHISKEY IRISH WHISKEY JAPANESE WHISKY KENTUCKY BOURBON RYE WHISKEY SCOTCH WHISKY SEVEN GRAND SINGLE BARREL AMERICAN WHISKEY Availability subject to change Out of stock = BALCONES | TX Baby Blue 92 PF 8 Brimstone 106 PF 9 Pot Still Bourbon 92 PF 8 Single Malt 106 PF 12 True Blue 100 PF 9 BARRELL #5 Amaro Finish 13 Armida 112.1 PF 13 Bourbon 15 Year 106.52 PF 32 Dovetail 125.24 PF 14 Infinite 118.5 PF 12 Malmsey Madeira Finish 113 PF 16 New Year 2021 113.9 PF 15 Single Barrel Rye 13 Year 124.2 PF 15 Reisling Barrel 114.34 PF 16 Vatted Malt 117.5 PF 13 Whiskey Batch #005 118.4 PF 11 BASIL HAYDEN’S | KY Caribbean Rye 80 PF 8 Dark Rye 80 PF 8 BELLE MEADE | TN Sour Mash Bourbon 90.4 PF 7 Cognac Finish 90.4 PF 9 BERNHEIM | KY Straight Wheat 90 PF 7 BERTIES BEAR GULCH | TX 87 PF 8 BIB AND TUCKER | TN 92 PF 9 BLACKENED | IN 90 PF 8 BLAUM BROTHERS | IL Bourbon 100 PF 11 Bourbon Cask Strength 18 BLUE NOTE | TN 9 Year 93 PF 12 Juke Joint Whiskey 93 PF 12 BOONDOCKS | KY American Whiskey 11 Year 95 PF 8 Cask Strength 11 Year 127 PF 10 BULLEIT | KY Bourbon 90 PF 7 Bourbon Barrel Proof 120-125 PF 10 Bourbon 10 Year 91.2 PF 9 CLYDE MAY’S | AL 85 PF 7 CUTWATER BLACK | CA Skimmer Blend 90 PF 9 DEVIL’S SHARE | CA Small Batch Bourbon 92 PF 14 DEVILS RIVER | TX Barrel Strength Bourbon 117 PF 8 Small Batch Bourbon 90 PF 7 FEW | IL Blue Corn Bourbon 101 PF 10 Bourbon 93 PF 8 Single Malt 93 PF 11 FISTFUL OF BOURBON | NJ 90 PF 6 GARRISON BROTHERS | TX Small Batch Bourbon 94 PF 12 Single Barrel Bourbon 94 PF 15 GENTLEMAN JACK | TN 80 PF 7 GEORGE DICKEL | TN Barrel Select 7 No. -
2019 Scotch Whisky
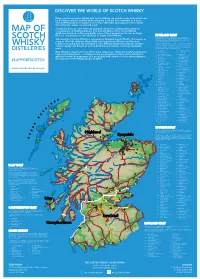
©2019 scotch whisky association DISCOVER THE WORLD OF SCOTCH WHISKY Many countries produce whisky, but Scotch Whisky can only be made in Scotland and by definition must be distilled and matured in Scotland for a minimum of 3 years. Scotch Whisky has been made for more than 500 years and uses just a few natural raw materials - water, cereals and yeast. Scotland is home to over 130 malt and grain distilleries, making it the greatest MAP OF concentration of whisky producers in the world. Many of the Scotch Whisky distilleries featured on this map bottle some of their production for sale as Single Malt (i.e. the product of one distillery) or Single Grain Whisky. HIGHLAND MALT The Highland region is geographically the largest Scotch Whisky SCOTCH producing region. The rugged landscape, changeable climate and, in The majority of Scotch Whisky is consumed as Blended Scotch Whisky. This means as some cases, coastal locations are reflected in the character of its many as 60 of the different Single Malt and Single Grain Whiskies are blended whiskies, which embrace wide variations. As a group, Highland whiskies are rounded, robust and dry in character together, ensuring that the individual Scotch Whiskies harmonise with one another with a hint of smokiness/peatiness. Those near the sea carry a salty WHISKY and the quality and flavour of each individual blend remains consistent down the tang; in the far north the whiskies are notably heathery and slightly spicy in character; while in the more sheltered east and middle of the DISTILLERIES years. region, the whiskies have a more fruity character. -

The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages
The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages © 2016 Robert A. Freitas Jr. All Rights Reserved. Abstract. Specialized nanofactories will be able to manufacture specific products or classes of products very efficiently and inexpensively. This paper is the first serious scaling study of a nanofactory designed for the manufacture of a specific food product, in this case high-value-per- liter alcoholic beverages. The analysis indicates that a 6-kg desktop appliance called the Fine Spirits Synthesizer, aka. the “Whiskey Machine,” consuming 300 W of power for all atomically precise mechanosynthesis operations, along with a commercially available 59-kg 900 W cryogenic refrigerator, could produce one 750 ml bottle per hour of any fine spirit beverage for which the molecular recipe is precisely known at a manufacturing cost of about $0.36 per bottle, assuming no reduction in the current $0.07/kWh cost for industrial electricity. The appliance’s carbon footprint is a minuscule 0.3 gm CO2 emitted per bottle, more than 1000 times smaller than the 460 gm CO2 per bottle carbon footprint of conventional distillery operations today. The same desktop appliance can intake a tiny physical sample of any fine spirit beverage and produce a complete molecular recipe for that product in ~17 minutes of run time, consuming <25 W of power, at negligible additional cost. Cite as: Robert A. Freitas Jr., “The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages,” IMM Report No. 47, May 2016; http://www.imm.org/Reports/rep047.pdf. 2 Table of Contents 1. -

Distillation of Alcohol and De-Naturing
The Distillation Group, Inc. Technology in Distillation Distillation of Alcohol And De-Naturing By F. B. Wright 2nd Edition, Published 1907 This converted document: Copyright Andrew W. Sloley 2001. All rights reserved. Copies of this work may be downloaded and installed on electronic data storage systems and in paper format provided: The document is kept complete and is not edited or modified in any way (including by removal of this notice or by deletion or modification of the copyright notice.) PO Box 10105 979-764-3975 College Station, TX 77845 979-764-1449 Fax USA [email protected] www.distillationgroup.com The Distillation Group, Inc. Technology in Distillation Conversion Notes To the greatest extent possible, the original layout of the work has been preserved within the constraints of reasonable conversion to modern electronic format. Exceptions to this (along with some other notes) include: 1. The original text used full width formatting across the page with hyphenation. The converted version uses right justified text and line break hyphenation has been removed. 2. Hyphenation with compound words has been kept. 3. Hyphenation breaks between pages have been kept. 4. Small capitals were originally used in subtitles, figure legends and in some other places. The small capitals have been replaced with regular capitals of the appropriate font size. 5. Spelling and grammar has changed since 1907. Original spelling and grammar was kept. 6. Most mistakes in the original text in spelling, grammar, and punctuation have been kept. 7. Figures that were originally on fold-out plates have been reduced to fit on one page. -

The Invicta Whisky Charter from the Distillers of Masthouse Whisky This
The Invicta Whisky Charter from the distillers of Masthouse Whisky This charter is made by Copper Rivet Distillery, England, distillers of Masthouse Whisky. English Whisky stands on the shoulders of the great whiskies from around the world and, as one of the founding distilleries of this revived tradition in England, we are making a commitment to consumers of our spirit that Masthouse Whisky is, and will always be, produced in accordance with these high standards. We do not believe that a tradition of exacting standards, high quality and innovation and experimentation are mutually exclusive. Our home of Chatham’s historic Royal Dockyard has demonstrated this over centuries, crafting and innovating to build world class ships. And we wish to set out areas where we intentionally leave latitude to create new and (or) nuanced expressions of this noble and beloved craft of whisky making. We believe that consumers have a right to know what they are buying and how what they consume and enjoy is produced made. Our commitment is that, when our whisky is chosen, it will have been made in strict adherence with these exacting standards designed to underpin character, flavour and quality. We don’t presume to lay out standards on behalf other great distilleries in other regions of England – we expect that they may wish to set their own rules and standards which underpin the character of their spirit. This is our charter, for our whisky. Our commitment, our promise, our standards – our charter The spirit must be distilled in England, United Kingdom. The entire process from milling grist, creating wort, fermenting distiller’s beer, distillation and filling casks must happen at the same site. -

Exclusive, Rare, & Limited Release American Whiskey
EXCLUSIVE, RARE, & LIMITED RELEASE JEFFERSON’S EFFERSON S ESERVE LD UM ASK INISH BLOOD OATH BOURBON, PACT NO. 4 J ’ R O R C F ESSE AMES MERICAN UTLAW BRUICHLADDICH BLACK ART 5.1 J J A O IM EAM ELMER T. LEE SINGLE BARREL 2018 J B NOB REEK OURBON GEORGE T. STAGG KENTUCKY STRAIGHT BOURBON 2018 K C B AKER S ARK GLENFIDDICH WINTER STORM 21 YEAR M ’ M LD ORESTER TATESMAN OURBON MICHTER’S 10 YEAR KENTUCKY STRAIGHT RYE 2018 O F S B MOKY UARTZ OURBON OCTOMORE 8.3 S Q V5 B MUGGLERS OTCH TRAIGHT OURBON OCTOMORE 9.1 S ’ N S B IGGLY RIDGE MALL ARREL OURBON OLD FORESTER BIRTHDAY BOURBON 2018 W B S B B OODFORD ESERVE OURBON OLD RIP VAN WINKLE 10 YEAR BOURBON - 2018 W R B OODFORD ESERVE ASTER S OLLECTION HERRY OOD W.L. WELLER C.Y.P.B. – 2018 W R M ’ C C W MOKED ARLEY WILLIAM LARUE WELLER KENTUCKY STRAIGHT BOURBON-2018 S B YELLOWSTONE SELECT BOURBON AMERICAN WHISKEY TENNESSEE BEAT 3 RESERVE WHISKEY JACK DANIEL’S OLD NO. 7 MICHTER’S AMERICAN WHISKEY JACK DANIEL’S GENTLEMAN JACK SEGRAMS 7 CROWN SMUGGLERS’ NOTCH LITIGATION WHEAT WHISKEY STRANAHAN’S COLORADO WHISKEY RYE WESTLAND SHERRY WOOD AMERICAN SINGLE MALT ANGEL’S ENVY RYE BASIL HAYDEN’S RYE WHITE WHISKEY BULLEIT RYE MONADNOCK MOONSHINE FLAG HILL STRAIGHT RYE SMOKY QUARTZ GRANITE LIGHTNING HIGH WEST RENDEZVOUS RYE HUDSON MANHATTAN RYE BOURBON JACK DANIELS SINGLE BARREL RYE JAMES E. PEPPER 1776 STRAIGHT RYE 1792 SMALL BATCH BOURBON LOCK STOCK & BARREL STRAIGHT RYE WHISKY AMADOR WHISKEY CO.