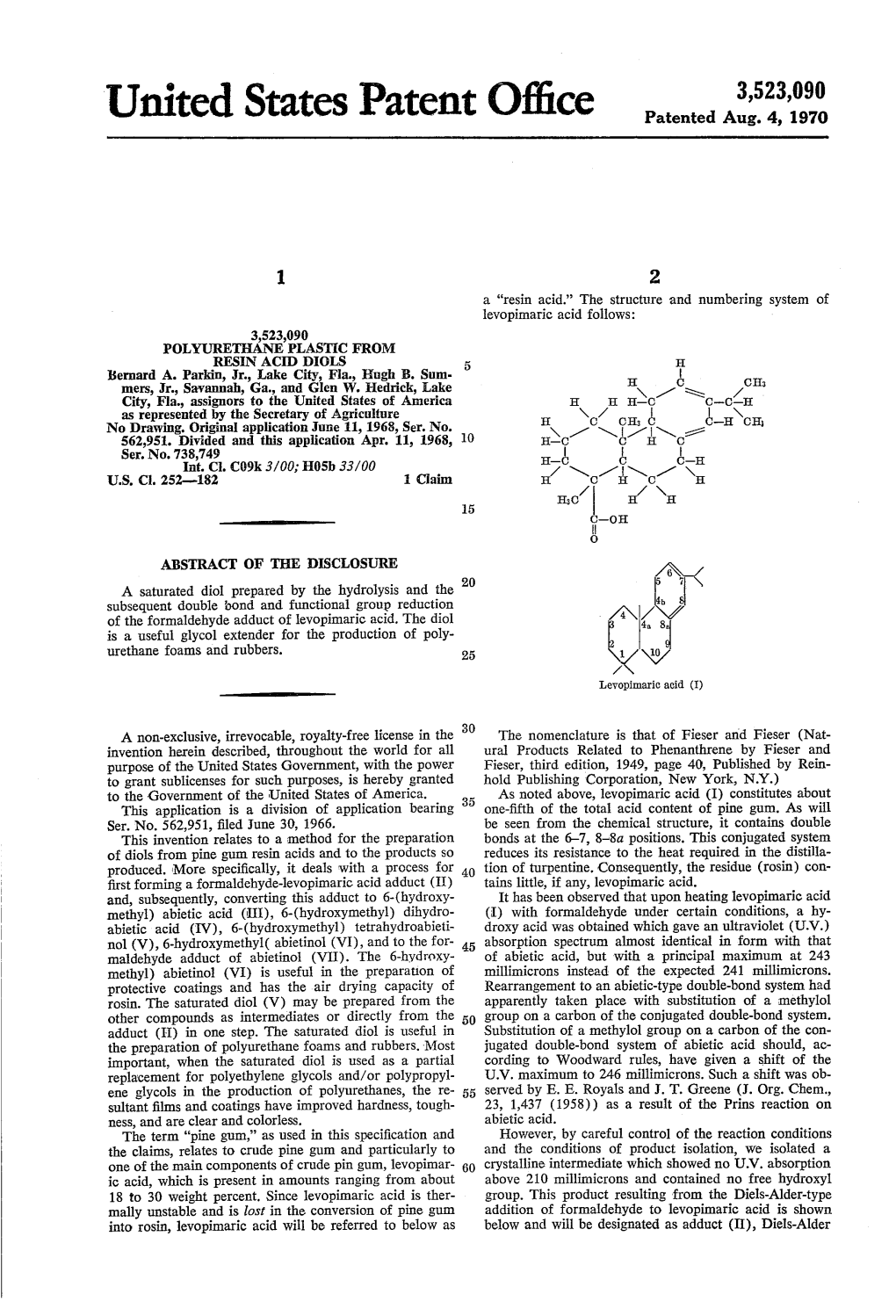
United States Patent Office Patented Aug
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

H4R Position on Rosin As One Substance For
H4R Position Statement on Rosin, Rosin Salts and Rosin Esters Registered as One Substance 7th February 2019 REACH registrations of Rosin, Rosin Salts and Rosin Esters H4R Position Statement on One Substance Registration Historically, various names, CAS, and EINECS numbers have existed for rosin. REACH1 mandates “One Substance – One Registration”. This obliged the Rosin registrants to carefully examine the composition of their substances of interest. They concluded that, although Rosin is historically listed under different names and EINECS and CASRNs (e.g. Rosin; Tall-oil rosin; Resin acids and rosin acids; etc.), it needed to be considered as one and the same substance. In addition, the registrants concluded that rosin is a chemical substance of Unknown or Variable Composition, Complex Reaction Products and Biological Materials (UVCB). In other words, rosin was listed on EINECS and CAS under different names, but the rosin registrants determined that differentiation was not justified and appropriate as these are the same UVCB substances. Therefore, Rosin with CAS 8050-09-7 was chosen. Appendix 1 to this document outlines the registrations that cover each of these substances. This decision and its rationale for one rosin registration is well documented in two papers: “Justification for grouping rosin and rosin derivatives into families” by Gary McCallister (Hercules), Bert Lenselink (Hexion), Jerrold Miller (Arizona Chemical), Bill Grady (Arizona Chemical) and Leon Rodenburg (Eastman Chemical), 24 August 20102 “Justification for considering Rosin as a Single Substance” by H4R Consortium, 22 February 20103 Based on these papers, it was concluded that, for rosin and the derived rosin salts, fortified rosin, fortified rosin salts, rosin esters and fortified rosin esters, the starting rosin is not relevant. -

162 Part 175—Indirect Food Addi
§ 174.6 21 CFR Ch. I (4–1–19 Edition) (c) The existence in this subchapter B Subpart B—Substances for Use Only as of a regulation prescribing safe condi- Components of Adhesives tions for the use of a substance as an Sec. article or component of articles that 175.105 Adhesives. contact food shall not be construed as 175.125 Pressure-sensitive adhesives. implying that such substance may be safely used as a direct additive in food. Subpart C—Substances for Use as (d) Substances that under conditions Components of Coatings of good manufacturing practice may be 175.210 Acrylate ester copolymer coating. safely used as components of articles 175.230 Hot-melt strippable food coatings. that contact food include the fol- 175.250 Paraffin (synthetic). lowing, subject to any prescribed limi- 175.260 Partial phosphoric acid esters of pol- yester resins. tations: 175.270 Poly(vinyl fluoride) resins. (1) Substances generally recognized 175.300 Resinous and polymeric coatings. as safe in or on food. 175.320 Resinous and polymeric coatings for (2) Substances generally recognized polyolefin films. as safe for their intended use in food 175.350 Vinyl acetate/crotonic acid copoly- mer. packaging. 175.360 Vinylidene chloride copolymer coat- (3) Substances used in accordance ings for nylon film. with a prior sanction or approval. 175.365 Vinylidene chloride copolymer coat- (4) Substances permitted for use by ings for polycarbonate film. 175.380 Xylene-formaldehyde resins con- regulations in this part and parts 175, densed with 4,4′-isopropylidenediphenol- 176, 177, 178 and § 179.45 of this chapter. -

Proposal for Identification of a Substance As a Cmr, Pbt
ECB – SUMMARY FACT SHEET PBT WORKING GROUP – PBT LIST NO. 80 TC NES SUBGROUP ON IDENTIFICATION OF PBT AND VPVP SUBSTANCES RESULTS OF THE EVALUATION OF THE PBT/VPVB PROPERTIES OF: Substance name: Resin acids and Rosin acids, sodium salts EC number: 263-144-5 CAS number: 61790-51-0 Molecular formula: not applicable (substance is a UVCB) Structural formula: not applicable (substance is a UVCB) Summary of the evaluation Resin acids and Rosin acids, sodium salts is considered to be a UVCB substance. Based on screening data it is not fulfilling the PBT/vPvB criteria. Resin acids and Rosin acids, sodium salts is considered as a substance with a potential PBT/vPvB constituent (based on screening data). This conclusion need not apply in case it can be shown, that the concentration of this impurity is < 0.1% w/w. Resin acids and Rosin acids, sodium salts may contain sesquiterpenes (which itself is a mixture) as a constituent, which may fulfil the PBT criteria based on QSAR-estimates of the most common sesquiterpene β –caryophyllane. A test on ready biodegradation is available with Resin acids and Rosin acids, sodium salts showing ready biodegradation of the test substance. The P-screening criterion is therefore not fulfilled. Regarding the B-criterion, only QSAR values are available both with respect to the log Kow and the BCF. BCFwin and Kowwin predict different values for Log Kow; 6.46 and 2.65, respectively. The calculated BCF is 56, when using a log Kow of 6.46 for calculation. The B-screening criterion is therefore not fulfilled. -

Chemical Composition Analysis, Antimicrobial Activity and Cytotoxicity Screening of Moss Extracts (Moss Phytochemistry)
Molecules 2015, 20, 17221-17243; doi:10.3390/molecules200917221 OPEN ACCESS molecules ISSN 1420-3049 www.mdpi.com/journal/molecules Article Chemical Composition Analysis, Antimicrobial Activity and Cytotoxicity Screening of Moss Extracts (Moss Phytochemistry) Laura Klavina 1,*, Gunta Springe 2, Vizma Nikolajeva 3, Illia Martsinkevich 4, Ilva Nakurte 4, Diana Dzabijeva 4 and Iveta Steinberga 1 1 Department of Environmental Science, University of Latvia, 19 Raina Blvd., Riga LV-1586, Latvia; E-Mail: [email protected] 2 Institute of Biology, University of Latvia, 3 Miera Street, Salaspils LV-2169, Latvia; E-Mail: [email protected] 3 Department of Microbiology and Biotechnology, University of Latvia, 4 Kronvalda Blvd., Riga LV-1010, Latvia; E-Mail: [email protected] 4 Faculty of Chemistry, University of Latvia, 19 Raina Blvd., Riga LV-1586, Latvia; E-Mails: [email protected] (I.M.); [email protected] (I.N.); [email protected] (D.D.) * Author to whom correspondence should be addressed; E-Mail: [email protected]; Tel.: +371-283-480-67. Academic Editor: Derek J. McPhee Received: 29 July 2015 / Accepted: 10 September 2015 / Published: 18 September 2015 Abstract: Mosses have been neglected as a study subject for a long time. Recent research shows that mosses contain remarkable and unique substances with high biological activity. The aim of this study, accordingly, was to analyze the composition of mosses and to screen their antimicrobial and anticancer activity. The total concentration of polyphenols and carbohydrates, the amount of dry residue and the radical scavenging activity were determined for a preliminary evaluation of the chemical composition of moss extracts. -

Tc Nes Subgroup on Identification of Pbt and Vpvp Substances Results of The
ECB – SUMMARY FACT SHEET PBT WORKING GROUP – PBT LIST NO. 81 TC NES SUBGROUP ON IDENTIFICATION OF PBT AND VPVP SUBSTANCES RESULTS OF THE EVALUATION OF THE PBT/VPVB PROPERTIES OF: Substance name: Tall-oil rosin EC number: 232-484-6 CAS number: 8052-10-6 Molecular formula: not applicable (substance is a UVCB) Structural formula: not applicable (substance is a UVCB) Summary of the evaluation: Tall-oil rosin is considered to be a UVCB substance. Based on screening data it is not fulfilling the PBT/vPvB criteria. A test on ready biodegradation is available with tall-oil rosin showing ready biodegradation of the test substance. The P-screening criterion is therefore not fulfilled. Regarding the B-criterion, an experimentally determined log Kow of 3.6 at pH 7 is available. Based on this value a BCF of 56 was calculated with QSAR. The B- screening criterion is therefore not fulfilled. Based on acute aquatic toxicity results with L/EC50 above 100 mg/L the screening T-criterion is not fulfilled. Data on individual constituents are not available. Based on QSAR there is no clear picture regarding persistence, bioaccumulation and toxicity because the constituents have pKa values around environmentally relevant pH values. However, no further testing is considered necessary as tall-oil rosin is readily biodegradable. Draft June 2008 1 ECB – SUMMARY FACT SHEET PBT WORKING GROUP – PBT LIST NO. 81 JUSTIFICATION 1 Identification of the Substance and physical and chemical properties Table 1.1: Identification of tall-oil rosin Name Tall-oil rosin EC Number 294-866-9 CAS Number 8052-10-6 IUPAC Name - Molecular Formula not applicable Structural Formula not applicable Molecular Weight not applicable Synonyms Colophony Colofonia Kolophonium Rosin Résine, Tall-oil, Tallharz Tallharz, Mäntyhartsi, Talloljaharts, OULU 331 1.1 Purity/Impurities/Additives Tall-oil resin (CAS no. -

Molecular Sciences Prediction of Standard Enthalpy of Formation by a QSPR Model
Int. J. Mol. Sci. 2007 , 8 , 407-432 International Journal of Molecular Sciences ISSN 1422-0067 © 2007 by MDPI www.mdpi.org/ijms/ Full Research Paper Prediction of Standard Enthalpy of Formation by a QSPR Model Ali Vatani, Mehdi Mehrpooya* and Farhad Gharagheizi Department of Chemical Engineering, Faculty of Engineering, University of Tehran, P.O.Box: 11365-4563, Tehran, Iran. * Author to whom correspondence should be addressed; E-mail: [email protected] Received: 1 March 2007 / Accepted: 27 March 2007 / Published: 22 May 2007 Abstract : The standard enthalpy of formation of 1115 compounds from all chemical groups, were predicted using genetic algorithm-based multivariate linear regression (GA- MLR). The obtained multivariate linear five descriptors model by GA-MLR has correlation coefficient ( R 2 = .0 9830 ). All molecular descriptors which have entered in this model are calculated from chemical structure of any molecule. As a result, application of this model for any compound is easy and accurate. Keywords: QSPR; Enthalpy of formation; GA-MLR. 1. Introduction Physical and thermodynamic properties data of compounds are needed in the design and operation of industrial chemical processes. Of them, standard enthalpy of formation or standard heat of ∆ o formation, H f is an important fundamental physical property of compounds which is defined as change of enthalpy that accompanies the formation of 1 mole of compound in its standard state from its constituent elements in their standard states (the most stable form of the element at 1 atm of pressure and the specified temperature usually 298 K or 25 degrees Celsius). All elements in their standard states (such as hydrogen gas, solid carbon in the form of graphite, etc.) have standard enthalpy of formation of zero, as there is no change involved in their formation. -

Targeted and Non-Targeted Analysis of Plastic-Related Chemicals in Food
TARGETED AND NON-TARGETED ANALYSIS OF PLASTIC-RELATED CHEMICALS IN FOOD LEI TIAN Department of Food Science and Agricultural Chemistry McGill University, Montreal April 2020 A thesis submitted to McGill University in partial fulfillment of the requirements of the degree of Doctor in Philosophy © Lei Tian, 2020 Abstract Plastic-related chemicals (PRCs) are substances related to plastics including the initial components of the plastics (e.g. monomers, antioxidants, additives) and the degradation products of plastics. The occurrence of PRCs in food and their potential adverse health effects have raised concerns about the health of consumers. To date, the surveillance of PRCs in food has mostly focused on the targeted screening and quantification of specific residues using tools such as high performance liquid chromatography (HPLC) or gas chromatography (GC) coupled with mass spectrometry (MS). For example, bisphenol A (BPA) and several phthalates have been detected in different types of food. To ensure food safety though, it is now acknowledged there is a need for analytical tools able to screen and identify not only “known” PRCs in food, but also the new “unknown” compounds. The main objective of my research is to develop and optimize a non-targeted method to investigate PRCs in food with an emphasis on the investigation of the influence of data processing parameters on the identification of trace residues in food. In Chapter 3, a non-targeted workflow was optimized based on the HPLC hyphenated to quadruple time-of-flight MS (HPLC- QTOF-MS) analysis to investigate leachable residues from reusable bottles. Low method detection limits (MDL) and high mass accuracy were achieved for 11 bisphenol analogues. -

Exhaust Emission Profiles for EPA SPECIATE Database
Exhaust Emission Profiles for EPA SPECIATE Database: Energy Policy Act (EPAct) Low-Level Ethanol Fuel Blends and Tier 2 Light- Duty Vehicles Exhaust Emission Profiles for EPA SPECIATE Database: Energy Policy Act (EPAct) Low-Level Ethanol Fuel Blends and Tier 2 Light- Duty Vehicles Assessment and Standards Division Office of ransportationT and Air Quality U.S. Environmental Protection Agency EPA-420-R-09-002 June 2009 Table of Contents 1.0 Introduction....................................................................................................................... 1 1.1 Background..................................................................................................................... 1 1.2 Purpose of the Project ..................................................................................................... 1 2.0 Methods.............................................................................................................................. 2 2.1 Exhaust Emissions Data.................................................................................................. 2 2.2 Calculation of Composite Profiles.................................................................................. 3 2.3 Adjustment of E0 and E10 profiles with an In-Use Gasoline......................................... 3 2.4 Assignment of SPECIATE Identification Numbers ....................................................... 4 3.0 Results ............................................................................................................................... -

Production and Standards for Chemical Non-Wood Forest Products in China
ISSN 0854-9818 CIFOR OCCASIONAL PAPER NO. 6 Oct 1995 CENTER FOR INTERNATIONAL FORESTRY RESEARCH Production and Standards for Chemical Non-Wood Forest Products in China Shen Zhaobang CENTER FOR INTERNATIONAL FORESTRY RESEARCH office address: Jalan CIFOR, Situ Gede, Sindangbarang, Bogor 16680, Indonesia mailing address: P.O. Box 6596 JKPWB, Jakarta 10065, Indonesia tel.: +62 (251) 622622 fax: +62 (251) 622100 email: [email protected] WWW: http://www.cgiar.org/cifor The CGIAR System The Consultative Group on International Agricultural Research (CGIAR) is an infor- mal association of 41 public and private sector donors that supports a network of six- teen international agricultural research institutes, CIFOR being the newest of these. The Group was established in 1971. The CGIAR Centers are part of a global agri- cultural research system which endeavour to apply international scientific capacity to solution of the problems of the worldÕs disadvantaged people. CIFOR CIFOR was established under the CGIAR system in response to global concerns about the social, environmental and economic consequences of loss and degradation of forests. It operates through a series of highly decentralised partnerships with key institutions and/or individuals throughout the developing and industrialised worlds. The nature and duration of these partnerships are determined by the specific research problems being addressed. This research agenda is under constant review and is sub- ject to change as the partners recognise new opportunities and problems. Foreword China has a long tradition of Non-Wood Forest Product (NWFP) use. It constitutes the main producer, con- sumer and, frequently, exporter for a large number of these products. -

United States Patent Office
2,889,362 United States Patent Office Patented June 2, 1959 2 In general, according to the invention, the hydrate of 2,889,362 fumaropimaric acid is obtained by dissolving the fumaric SEPARATION OF FUMAROPMARCACD FROM modified rosin product in an aromatic or chlorinated FUMARC-MOD FED ROSN PRODUCTS hydrocarbon water-immiscible solvent in which fumaro Noah J. Halbrook and Ray V. Lawrence, Lake City, Fla., pimaric acid is soluble but the hydrate is insoluble, such assignors to the United States of America as repre as benzene, toluene, Xylene or chloroform. It may be sented by the Secretary of Agriculture desirable to heat the solution to obtain a complete dis solving of the fumaric-modified product. The solution No Drawing. Application January 10, 1957 is then contacted with water which results in formation Serial No. 633,507 10 and precipitation of the crystallized hydrate. In case of the aromatic hydrocarbons is used as a solvent, the 6 Claims. (C. 260-514.5) solution is washed with water, which removes unreacted (Granted under Title 35, U.S. Code (1952), sec. 266) fumaric acid and causes the precipitation of the hydrate of fumariopimaric acid in the solvent. The precipitated A non-exclusive, irrevocable, royalty-free license in the 5 hydrate may be separated from the solvent and further invention herein described, throughout the world for all purified in any desired manner. In case technical grade purposes of the United States Government, with the chloroform is used, the water washing step may be omitted power to grant sublicenses for such purposes, is hereby since there is enough. -

Terpenoids Terpenoids
T E R P E N O I D S COMPOUNDS DERIVED FROM MEVALONIC ACID • The largest and most variable group of natural compounds (monoterpenes, sesquiterpenes, diterpenes, sesterpenes, triterpenes, polyterpenes) • Relative both in general biosynthetic origin and reciprocal structural relationship • Formed by multiples of five carbon unit • Pyrolysis produces carbohydrate isoprene (2-methylbutadiene) → isoprenoids. Isoprene is not a natural compound. TERPENOIDS - OCCURRENCE • Prevalent majority of terpenoids is found free in plant tissues (Lamiaceae, Asteraceae, Rosaceae, Rutaceae, Apiaceae….) • Exceptionally glycosides • Esters with organic acids • Combination with proteins • Lower members of group (C10 and C15 substances) are volatile – distillation with water steam (hydrodistillation) (essential oils – olea etherea, Etheroleum menthae) • Higher members (C20 and more) are not volatile – extraction with organic solvents 1 ISOPRENE RULE 6 8 5 7 OH 4 3 2 OH isoprene 1 myrcene geraniol farnesol O camphor CO H OH 2 carvon guajol dextropimaric acid WAYS OF C5 UNITS CONDENSATION „HEAD – HEEL“ monoterpenes sesquiterpenes diterpenes 2 WAYS OF C5 UNITS CONDENSATION 6 5 7 4 8 p-menthane type 3 2 1 type: thujane camphan head-heel 2,6-dimethyloctane pinane carane 8 6 7 5 type of cantharidine 4 3 2 1 heal-heel 2,7-dimethyloctane 6 5 7 type of fenchane 4 3 2 1 heel-side 2,3,6-trimethylheptane BASIC SUBDIVISION OF NATURAL TERPENOIDS LABELING NUMBER OF C5 OCCURRENCE HEMITERPENES 1 constituent of ergot alkaloids; some C5 acids MONOTERPENES 2 volatile constituents -

Tall Oil Depitching in Kraft Pulp Mill
Mikko Niemeläinen TALL OIL DEPITCHING IN KRAFT PULP MILL Master´s Programme in Chemical, Biochemical and Materials Engineering Major in Biomass refining Master’s thesis for the degree of Master of Science in Technology submitted for inspection, Espoo, 9 July, 2018. Supervisor Professor Tapani Vuorinen Instructors M.Sc. Lauri Pekkanen M.Sc. Petri Qvintus Aalto University, P.O. BOX 11000, 00076 AALTO www.aalto.fi Abstract of master's thesis Author Mikko Niemeläinen Title of thesis Tall oil depitching in kraft pulp mill Degree Programme Master´s Programme in Chemical, Biochemical and Materials Engineering Major Biomass refining Thesis supervisor Professor Tapani Vuorinen Thesis advisors / Thesis examiners M.Sc. Lauri Pekkanen M.Sc. Petri Qvintus Date 09.07.2018 Number of pages 49 + 16 Language English Abstract Conventionally, tall oil soap obtained as a side product from the Finnish pulp mills have been refined to crude tall oil, which is sold to tall oil distillers. In distillation, tall oil pitch is first removed, and the rest of tall oil is fractionated into value added products. Tall oil pitch is mainly used as a fuel and it is often transported back to pulp mill to be used as a lime kiln fuel. The aim of this thesis was to evaluate the feasibility of depitching tall oil in a kraft pulp mill. The hypothesis was that the energy-intensive depitching process can be performed efficiently by utilizing pulp mill heat generation. The process produces both a higher value tall oil product and renewable fuel for the lime kiln simultaneously. The pitch separation was modelled and the process energy consumption in model was used to calculate the mill energy balance and production.