BUILDING, RESTORATION & REPAIR with EPOXY Number 43 Fall 2016
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Moulding & Trim
METRIE® IS NORTH AMERICA’S LEADING Metrie products distributed by: MANUFACTURER AND DISTRIBUTOR OF INTERIOR INTERIOR FINISHINGS. Our industry position has allowed us the resources, strength and leadership to create solutions that make it easier for MOULDING & TRIM consumers and design professionals to select, purchase and design with interior mouldings and doors. 19950 - 101 AVENUE LANGLEY, BC V1M 3G6 MET-480-LAN_0618 Printed in Canada T: 604.882.5500 F: 604.888.5242 ® © 2018 Metrie 2018 © METRIE.COM WHO WE ARE UNMATCHED QUALITY Since our beginnings as a small family-owned business in 1926, our Our mills allow us the flexibility to provide dedication to creating high-quality, finely crafted architectural elements the right solutions to the markets we serve, understanding regional differences and has helped us grow to become the largest supplier and manufacturer of adhering to strict specification standards. solid wood and composite moulding in North America. In addition, we have the ability to design, test and produce exclusive profiles to satisfy a custom order or to stay on top of the latest home trends. We have full in-house CAD METRIE.COM capabilities and use computer-generated templates to manufacture profiles to extremely tight tolerances. Metrie has built a reputation for setting some of the highest industry standards. DESIGN – PARTNERSHIP – CRAFTSMANSHIP Our success is driven by a commitment to deliver excellence rooted in design, partnership and craftsmanship. Our attention MANUFACTURING EXCELLENCE We believe beauty is in the details, and to the details know that even the smallest of details helps people Metrie operates five domestic manufacturing facilities between adds up to create big differences. -

Learning the Hand-Drill Method of Fire-By-Friction
Learning the Hand-Drill Method for Fire-by-Friction by Kato Haws Friction fires are not very practical, but they can be fun. The hand-drill method is less technical than the bow-drill method. You can learn to do it. The following are some ideas of how to proceed: Cut a 3/8” dry horseweed stalk about 24” long for your spindle, and check to see if it is straight. (Horseweed is very wide spread. See Wikipedia for pictures of horseweed). If necessary straighten the spindle using a heat source. Heat it, bend it, remove it from the heat source, and hold it straight as it cools. It is important to have a straight spindle. It is possible to find horseweed stalks that are straight, it just takes more looking. Cut or split a baseboard of white cedar fencing (no hole cedar) from the lumberyard about 11” long and 3/8” thick. I personally mark the board with a straight edge and a pencil and then cut it with a saber saw, but many methods can be used. A table saw would be ideal if you have one and know how to use it properly. Using a knife make a 3/8” dimple about an inch from the end of the baseboard. Spin the spindle in the dimple to seat it in. You don’t have to get actual smoke at this point. The main thing is to make sure exactly the spindle wants to spin before proceeding. Cut an inverted “V” from the edge of the baseboard toward the center of the dimple. -

Sawdust Road, Suite 601, the Woodlands 77380
OFFICE CONDO FOR SALE BERKSHIRE HATHAWAY HomeServices Office Condo – The Woodlands, TX Premier Properties COMMERCIAL DIVISION 2219 Sawdust Road, Suite 601, The Woodlands 77380 Beautiful Stone Exterior with Fascia Sign PROPERTY HIGHLIGHTS SALE PRICE: $310,000 Ø Beautiful Professional Office Condo Community Ø Located in the Prestigious Community of The BUILDING SIZE: 1,200 SF Woodlands Ø Office has Private Entrance and Fascia Signage Ø 1,200 SF Includes 3 Offices, Conference Room, Small OFFICES/CONF: 4, 1 Kitchen and Private Bathroom with High End Finishes Ø Tenant-Controlled A/C & Heat & No Indoor Common Areas PROPERTY TYPE: Office/Prof. Services Ø 24-Hour Access with Plenty of Shared Parking Ø Fully Landscaped Exterior maintained by Property CROSS STREETS: Sawdust & Millbend Association. POA Fees are $168.12/mo Ø Furniture is Negotiable RICK STALLINGS We obtained the information above from sources we believe to be reliable. However, we have not verified its 713.503.0808 | [email protected] accuracy and make no guarantee, warranty or representation about it. It is submitted subject to the possibility of 30350 FM 2978, The Woodlands, TX 77354 errors, omissions, change of price, rental or other conditions, prior sale, lease or financing, or withdrawal without notice. We include projections, opinions, assumptions or estimates for example only, and they may not represent current or future performance of the property. You and your tax and legal advisors should conduct your own investigation of the property and transaction. BERKSHIRE HATHAWAY -

United States Patent (19) 11 Patent Number: 5,718,786 Lindquist Et Al
IIIUSOO5718786A United States Patent (19) 11 Patent Number: 5,718,786 Lindquist et al. 45 Date of Patent: Feb. 17, 1998 54 FLATORIENTED STRAND BOARD 4,122,236 10/1978 Holman ..................................... 42.5/81 FBER BOARD COMPOSTE STRUCTURE 4,131,705 12/1978 Kubinsky ...... ... 428/106 AND METHOD OF MAKING THE SAME 4,210,692 7/1980 Bohme et al. .......................... 428/106 (List continued on next page.) 75) Inventors: Craig R. Lindquist, Cordele, Ga.; John T. Clarke; Peter P.S. Chin, both FOREIGN PATENT DOCUMENTS of St. Charles, Ill.; Michael J. 597.587 5/1960 Canada .................................. 428/106 MacDonald, Batavia, Ill.; J. Peter GM 7704 Walsh, Sycamore, Ill. 563 5/1978 Germany. OS 26 58 784 7/1978 Germany ............................... 478/106 73) Assignee: Masonite Corporation. Chicago, Ill. 1116054 6/1968 United Kingdom. 1576140 10/1980 United Kingdom. (21) Appl. No.: 480,439 OTHER PUBLICATIONS 22 Filed: Jun. 7, 1995 Maloney et al., “Modern Particleboard & Dry-Process Related U.S. Application Data Fiberboard Manufacturing." Miller Freeman Publications, pp. 105-107. 60) Division of Ser. No. 052,375, Apr. 23, 1993, Pat. No. Moslemi et al., in Paticleboard, Volume 2: Technology, 5,470,631, which is a continuation-in-part of Ser. No. 670, Southern Illinois University Press, pp. 16-23. 681, Mar. 20, 1991, abandoned, which is a continuation-in Siemplekamp Bulletin, dated Mar. 4, 1988, p. 6. part of Ser. No. 503,573, Apr. 3, 1990, abandoned. (51) Int. Cl. ....................... B27N3/00; B32B 31/04 Primary Examiner-Nasser Ahmad 52 U.S. Cl. ...................... 156/622; 156/62.4; 156/62.8; Attorney; Agent, or Firm-Marshall, O'Toole, Gerstein, 162/100; 162/103; 428/105; 428/106; 428/109; Murray & Borun 428/1.12; 428/212; 428/213; 428/218; 428/219; 57 ABSTRACT 428/220; 428/326 (58) Field of Search ................................ -
Moulding & Millwork Profile Guide
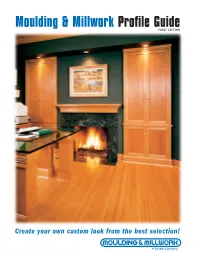
Moulding & Millwork Profile Guide FIRST EDITION Create your own custom look from the best selection! Table of Contents 1 Table of Contents 2 Illustration 3 Case / Base Combinations 4 Case / Base Combinations Your Best Source for 5 Case / Base Combinations 6 Case / Base Combinations 7 Case / Base Combinations 8 Case / Base Combinations 9 Case / Base Combinations 10 Case / Base Combinations 11 Case / Base Combinations 12 Case / Base Combinations ARCHITRAVE 13 Case / Base Combinations Brickmoulds and Cant Strip 14 Panel Moulds, Coves and Quarter, Half & Full Rounds INSIDE 15 Chair Rails, Corners & Squares CORNER 16 Stops & Battens and Handrails 17 Misc. Profiles 18 Crowns 19 Crowns 20 Crowns MANTEL BUILD UP 21 Finish Lumber (S4S) 22 Embossed Pre-Finish and FLUTED Door Jambs MOULDING 23 Build-ups 24 Build-ups 25 Build-ups, Case/Base Combos PANEL MOULD 26 Glossary of Terms CHAIR RAIL BUNDLE COUNT PROFILE 908 BDL 9/16” x 3-1/4” Ultralite 7 PROFILE SIZES PLINTH PROFILE SPECIES BLOCK • Quality • Service 1 • Selection Mouldings, Finish Lumber, & Jambs CROWN BUILD UP OUTSIDE CORNER FLUTED CASING MOULDED CASING CASING BUILD-UP DENTIL CROWN ROSETTE CHAIR RAIL WAINSCOT CAP HANDRAIL LARGE FLUTED MOULDING SHADOW BOX WAINSCOT PANELLING BASE CAP S4S BASE SHOE MOULDED BASEBOARD Note: this illustration is representative only and is an aid in demonstrating some of the many moulding applications possible 2 Profile Guide Case / Base Combinations ALL SIZES NOMINAL 411 BDL 5/8” x 3” VG Fir 10 410 BDL 11/16” x 3” Hemlock 6 11/16” x 2-1/4” Hemlock 8 3/4” x 3” Ultralite -
Finish Carpentry Scope of Work
SCOPE Update: May 23, 2017 ADDENDUM “D” FINISH CARPENTRY SCOPE OF WORK This Exhibit is intended to supplement the TRADE CONTRACT AGREEMENT. In the event that there is a conflict in language or intent, the TRADE CONTRACT AGREEMENT and its terms and conditions shall prevail. The TRADE CONTRACTOR under this Agreement has represented itself as an expert and as such has included in Schedule of Prices, all of the following unless noted otherwise, labor, material, installation, storage, transportation, supervision and all applicable taxes, permits and inspection/re-inspection fees. Construction Drawings, described in the Description of Materials, listed herein or not specifically shown, but reasonably inferable for the completion of the project indicated, shall be included as part of this TRADE CONTRACT AGREEMENT. After the TRADE CONTRACT AGREEMENT has been executed between both parties, it shall be the responsibility of the TRADE CONTRACTOR to review with (and provide a copy to) his field personnel. This shall assure CONTRACTOR and Superintendent the Terms of the TRADE CONTRACT AGREEMENT and particularly the Scope of Work that pertains to the type of Materials and workmanship will be installed as negotiated. GENERAL INFORMATION A. Purpose of this document This document defines both CONTRACTOR and TRADE CONTRACTOR responsibilities in each phase of construction. It is intended as a checklist that will define CONTRACTOR’S standard of quality and professionalism. The TRADE CONTRACTOR’S work will not be considered complete until all specifications herein contained are fully met. B. Relationship to other documents Additional information and/or requirements are defined in: • Option Selection Sheet • Architectural Plans • Shop Drawings (as needed) • Color Selection Sheet, Buyer Contract Addendums and Change Orders • CONTRACTOR’S “Best Practices” • Product Requirements and Recommendations • Addendum “A” Terms of Payment 1. -
Orepac Moulding Guide
OUR HISTORY OrePac is a family-owned and operated business, founded by the Hart family in 1976. Through strong leadership and a commitment to success, the company has grown into one of the premier distributors in the building industry. Trust, integrity and a dedication to excellence are the values most important to OrePac. That commitment can be found in the services we offer, the quality of the products we provide, and the way we treat our employees and customers. This dedication to our markets has enabled us to make a positive impact on the shelter industry and the communities we serve. DOMESTIC SOLUTIONS Located in the heart of Oregon’s Willamette Valley, OrePac Manufacturing (previously known as Dallas Planing Mill, Inc.) has been in operation since 1883. OrePac produces millwork products including Hemlock, Ponderosa Pine, Knotty Alder and many other hardwoods. CUSTOM PRODUCTS With the ability to produce custom patterns through CAD drawings, templates, and knives, we can meet all of your moulding needs in one facility. This makes OrePac Manufacturing a valuable resource to OrePac and its customers. DISTRIBUTION CENTERS Boise, ID Bozeman, MT CORPORATE Denver, CO Wilsonville, OR Ontario, CA MANUFACTURING Phoenix, AZ Dallas, OR Sacramento, CA DISTRIBUTION CENTERS Salt Lake City, UT Spokane, WA Tacoma, WA Wilsonville, OR TABLE OF CONTENTS MOULDING 101 5 Handling of Millwork 6 Common Moulding Applications 8 Species Types PROFILES 10 Base 16 Casing 24 Crown 26 Miscellaneous Moulding images 4640 S are5400 not W to | scale West Valley City, UT 84120 | T: 801-963-7063 | F: 801-964-0517 | www.orepac.comwww.orepac.com 3 4 Moulding images are not to scale HANDLING OF MILLWORK Unfinished Woodwork is Vulnerable! • Apply finish as soon as possible following the manufacturer’s finishing instructions. -
Moulding & Millwork Guide
#214 $7.50 MOULDING & MILLWORK GUIDE BUILDING MATERIALS DISTRIBUTION For 1,000 more moulding profiles visit our website: www.taguelumber.com Kennett Square | Malvern | Media | Philadelphia | Phoenixville For over 100 years... Since 1908 Tague Lumber has been providing professional builders and remodelers with superior: lumber, building materials, millwork, and architectural products. We pride ourselves on providing professional service, fair prices, and quality products to all our customers. In addition, Tague offers prompt, on-site delivery from our distinctive fleet of red trucks including: 6-story boom trucks, moffett fork lifts, flatbed trucks, curtain side box trucks, standard box trucks, and service vans that can deliver what you want, exactly where you want it. Our Moulding Guide continues to be a valued source of reference and inspiration to all our clients. Now, we proudly present the revised edition of our Moulding Guide with expanded profile categories and many new moulding selections which are available in a variety of wood species, as well as MDF and PVC. The easy-to-use index allows you to search for mouldings by category or by individual profile number. In addition to the hundreds of profiles in this book, Tague Lumber has over 1,000 more moulding profiles available on our website, and in excess of 2,000 knives in our library. Our profiles are also available for download in DWG and DXF formats on our website. Best of all, our Custom Mill Shop allows us to make this promise—if we don’t already have the moulding profile you need—we’ll be happy to make it for you. -
Moulding Selection Guide
$5 Inspired People • Innovative Solutions • Beautiful Homes 2011-2012 Moulding Selection Guide www.mouldingandmillwork.com IT AL E R T L Green Initiatives U T Ultralite A S O MOULDING & MILLWORK INC. AND OUR AFFILIATED BUSINESSES ARE U P E R C COMMITTED TO SUSTAINABLE BUSINESS PRACTICES. Supercoat MDF Mouldings • WEIGHT SIMILAR TO PINE We are proudly promoting the use of certifi ed, low Ultralite Supercoat mouldings have a similar density and weight to Ponderosa Pine. emitting, and recycled wood products, including • NO GRAIN-RAISE, FINGERJOINTS OR KNOTS our new SPERO™ moulding line. Will not show defects that often are visible with paint-grade Pine - such as open joints (fingerjoints and edgeglued), and grain-raise. In addition, we are setting up Sustainable Operating • BETTER WORKABILITY THAN OTHER MDF MOULDINGS Ultralite mouldings cut, cope, miter, and staple better than most other MDF mouldings, Standards, which includes responsible manufacturing and will not “volcano” when nailing. • SUPERB PRIME COATING processes, chain of custody certifi cations, recycling Finished with a unique two-coat process that gives a superior primed top coat. programs, energy reduction programs, low carbon • EXCELLENT DIMENSIONAL STABILITY Will not twist or split like natural wood. emission vehicle fl eets, and memberships to • COMPETITIVE PRICING regional and national “Green” councils. Stable price below primed fingerjoint mouldings. Moulding & Millwork, through our manufacturing Create Your Own Custom Look facilities and affi liates, have the ability to provide -

Baseboard-Installation-Instructions
highlights of quick, easy 1. Drill holes for risers and 2. Nail baseboard to wall. For faster installation, connecting piping. use “T-Shot” Nailing Tool, or, use power screw gun. 3. Join the elements to risers and each other and rest on brackets. 4. Drop piping under doorways. Slant/Fin installation 5. Snap front panel back in place. 6. Join baseboard lengths with splice plates. 7. Snap on inside corners and outside corners. 9. Slide on end caps for finishing touch. 8. Install wall trims at partitions. easiest kind of heating to install (and the most beautiful) You’ll find that pre-assembled Slant/Fin baseboard is surprisingly easy to handle. With Slant/Fin pre- cut lengths and telescoping accessories you can leave your hacksaw at home. All parts snap togeth - er securely at the touch of your fingers, and they stay together. You end up with a neat, wall-to-wall installation of beautiful and efficient baseboard heating, without a shortened temper or bleeding hands. And you’re in and out in half the time you’d need with most other baseboards. what the parts are called... Baseboard and all accessories serve both flush or recessed installation. variety of stock lengths and adjustable accessories assure neat fit without cutting... Slant/Fin baseboard units come in a wide variety of standard lengths.The Slant/Fin accessories simply snap over and behind the baseboard units permitting them to slide left or right. The amount of overlap can be adjusted from only 1/2” to almost the full width of the accessory. -

Faqs ‐‐ After Gutting a Flooded Home
FAQs ‐‐ After Gutting a Flooded Home At this time, most flooded homes have had carpet and floorings (except fully adhered ceramic tile) removed, walls opened and wet insulation discarded. The next steps in restoration can spawn many questions, and answers unfortunately tend to vary from source to source. The “best choice” restoration method depends – on the type of construction and materials of the home, the level of damage, the budget and resources available, and the goals of the owner. That’s a difficult but important balancing act and decision process. Although a one size answer can’t fit all situations, following are some of the frequently asked questions, and unbiased information we offer based on building science principles and practices, to help home owners, contractors and workers make informed decisions. By Dr. Claudette Hanks Reichel LSU AgCenter Professor, Extension Housing Specialist, Director of LaHouse Resource Center 1. My home is gutted above the flood level. Now what? Get it safe, clean and dry ASAP! For a detailed how‐to guide, download and refer to Rebuild Healthy Homes: Guide to Post Disaster Restoration for a Safe and Healthy Home – a free mobile app for your smart phone, and a free pdf publication online. HAZARD ALERT! If your home was built before 1978, it could have lead based paint and asbestos containing materials; the older the home, the more likely the hazard. Disturbing such materials can create a much greater health hazard than existed before. If the tear‐out process didn’t follow lead‐safe work practices, it’s not too late to do a lead‐safe clean‐up. -

California Assessment of Wood Business Innovation Opportunities and Markets (CAWBIOM)
California Assessment of Wood Business Innovation Opportunities and Markets (CAWBIOM) Phase I I Report: Feasibility Assessment of Potential Business Opportunities Completed for: The National Forest Foundation With Assistance From: Carlson Small Power Consultants, Mason, Bruce & Girard, and Fido Management December 2015 CALIFORNIA ASSESSMENT OF WOOD BUSINESS INNOVATION OPPORTUNITIES AND MARKETS (CAWBIOM) PHASE II REPORT: FEASIBILITY ASSESSMENT OF POTENTIAL BUSINESS OPPORTUNITIES This work was funded all or in part by the U.S. Department of Agriculture, Forest Service, State & Private Forestry, Pacific Southwest Region. In accordance with Federal law and U.S. Department of Agriculture (USDA) policy, this institution is prohibited from discriminating on the basis of race, color, national origin, sex, age or disability (not all prohibited bases apply to all programs). To file a discrimination complaint, write USDA, Director, Office of Civil Rights, Rm. 326- W, Whitten Building, 1400 Independence Avenue, SW, Washington, D.C. 20250-9410 or call (202) 720-5964 (voice and TDD). USDA is an equal opportunity provider and employer. PHASE II REPORT DECEMBER 2015 TABLE OF CONTENTS PAGE LIST OF ACRONYMS ....................................................................................................................... 1 CHAPTER 1 – EXECUTIVE SUMMARY .............................................................................................. 2 1.1 Introduction .................................................................................................................................