Module 4 Design for Assembly
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons Under Similar Hardness
metals Article Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons under Similar Hardness 1,2 2 2 2, , Bingxu Wang , Xue Han , Gary C. Barber and Yuming Pan * y 1 Faculty of Mechanical Engineering and Automation, Zhejiang Sci-Tech University, Hangzhou 310018, China; [email protected] 2 Automotive Tribology Center, Department of Mechanical Engineering, School of Engineering and Computer Science, Oakland University, Rochester, MI 48309, USA; [email protected] (X.H.); [email protected] (G.C.B.) * Correspondence: [email protected] Current address: 201 N. Squirrel Rd Apt 1204, Auburn Hills, MI 48326, USA. y Received: 14 November 2019; Accepted: 4 December 2019; Published: 8 December 2019 Abstract: In this research, an austempering heat treatment was applied on gray cast iron using various austempering temperatures ranging from 232 ◦C to 371 ◦C and holding times ranging from 1 min to 120 min. The microstructure and hardness were examined using optical microscopy and a Rockwell hardness tester. Rotational ball-on-disk sliding wear tests were carried out to investigate the wear behavior of austempered gray cast iron samples and to compare with conventional quenched and tempered gray cast iron samples under equivalent hardness. For the austempered samples, it was found that acicular ferrite and carbon saturated austenite were formed in the matrix. The ferritic platelets became coarse when increasing the austempering temperature or extending the holding time. Hardness decreased due to a decreasing amount of martensite in the matrix. In wear tests, austempered gray cast iron samples showed slightly higher wear resistance than quenched and tempered samples under similar hardness while using the austempering temperatures of 232 ◦C, 260 ◦C, 288 ◦C, and 316 ◦C and distinctly better wear resistance while using the austempering temperatures of 343 ◦C and 371 ◦C. -

Ture and Mechanical Properties of Austempered Ductile Cast Iron
Preprints (www.preprints.org) | NOT PEER-REVIEWED | Posted: 5 May 2021 doi:10.20944/preprints202105.0038.v1 Article Influence of Austempering Temperatures on the Microstruc- ture and Mechanical Properties of Austempered Ductile Cast Iron Regita Bendikiene 1*, Antanas Ciuplys 1, Ramunas Cesnavicius 2, Audrius Jutas 2, Aliaksandr Bahdanovich 3, Dzianis Marmysh 3, Aleh Nasan 3, Liudmila Shemet 3 and Sergei Sherbakov 3 1 Department of Production Engineering, Faculty of Mechanical Engineering and Design, Kaunas University of Technology, Studentu str. 56, 51424 Kaunas, Lithuania; [email protected] (R.B.); [email protected] (A.C.) 2 Department of Mechanical Engineering, Faculty of Mechanical Engineering and Design, Kaunas University of Technology, Studentu str. 56, 51424 Kaunas, Lithuania; [email protected] (R.C.); [email protected] (A.J.) 3 Department of Theoretical and Applied Mechanics, Faculty of Mechanics and Mathematics, Belarusian State University, Nezavisimosti ave 4, 220030 Minsk, Belarus; [email protected] (A.B.); [email protected] (D.M.); [email protected] (A.N.); [email protected] (L.S.); [email protected] (S.S.) * Correspondence: [email protected]; Tel.: +370-698-01202 Abstract: The influence of the austempering temperatures on the microstructure and mechanical properties of austempered ductile cast iron (ADI) was investigated. ADI is nodular graphite cast iron, which owing to higher strength and elongation exceeds mechanical properties of conventional spheroidal graphite cast iron. Such a combination of properties is achieved by the heat treatment through austenitization, followed by austempering at different temperatures. The austenitization conditions were the same for all the samples: temperature 890°C, duration 30min, and quenching in a salt bath. -
Crucible A2 Data Sheet
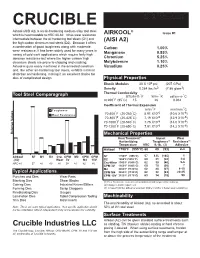
CRUCIBLE DATA SHEET Airkool (AISI A2) is an air-hardening medium alloy tool steel ® Issue #1 which is heat treatable to HRC 60-62. It has wear resistance AIRKOOL intermediate between the oil hardening tool steels (O1) and (AISI A2) the high carbon chromium tool steels (D2). Because it offers a combination of good toughness along with moderate Carbon 1.00% wear resistance, it has been widely used for many years in Manganese 0.85% variety of cold work applications which require fairly high abrasion resistance but where the higher carbon/ high Chromium 5.25% chromium steels are prone to chipping and cracking. Molybdenum 1.10% Airkool is quite easily machined in the annealed condition Vanadium 0.25% and, like other air-hardening tool steels, exhibits minimal distortion on hardening, making it an excellent choice for dies of complicated design. Physical Properties Elastic Modulus 30 X 106 psi (207 GPa) Density 0.284 lbs./in3 (7.86 g/cm3) Thermal Conductivity Tool Steel Comparagraph BTU/hr-ft-°F W/m-°K cal/cm-s-°C at 200°F (95°C) 15 26 0.062 Coefficient of Thermal Expansion ° ° Toughness in/in/ F mm/mm/ C ° ° -6 -6 Wear Resistance 70-500 F (20-260 C) 5.91 X10 (10.6 X10 ) 70-800°F (20-425°C) 7.19 X10-6 (12.9 X10-6) 70-1000°F (20-540°C) 7.76 X10-6 (14.0 X10-6) 70-1200°F (20-650°C) 7.91 X10-6 (14.2 X10-6) Relative Values Mechanical Properties Heat Treatment(1) Impact Wear Austenitizing Toughness(2) Resistance(3) Temperature HRC ft.-lb. -

Study the Microstructure and Mechanical Properties of High
Engineering and Technology Journal Vol. 37, Part A. No. 04, 2019 DOI: http://dx.doi.org/10.30684/etj.37.4A.1 Ali H. Ataiwi Study the Microstructure and Mechanical University of Technology, Materials Engineering Properties of High Chromium White Cast Department, Baghdad, Iraq. Iron (HCWCI) under Different Martempering [email protected] Quenching Mediums. Zainab A. Betti University of Technology, Materials Engineering Abstract This study aims to find the effect of hydroxide mixture as a quenching Department, Baghdad, Iraq medium in martempering heat treatment on microstructure and mechanical properties of high chromium white cast iron. This mixture is cheaper and more available than the ordinary nitrate mixture in Iraqi markets. High chromium white cast iron is used in mining, crushing and cement plants as mill liners and Received on: 14/01/2019 it is subjected to extreme conditions of wear and impact that cause failure, Accepted on: 27/02/2019 reduction in life and raise the cost of repairing. Hence it is important to Published online: 25/04/2019 improve its mechanical properties. In this study, two types of quenching mediums were used:(50% NaOH: 50% KOH ) mixture and (50% NaNO3 + 50 % KNO3) mixture. The specimens were austenitized at 950°C for 1 hr then the first group was quenched in nitrate mixture, and the other was quenched in hydroxide mixture both at about 350°C for (1/2, 2,4,6,8) hr. The results showed an increase in hardness and decrease in toughness for both mixtures, and the higher hardness value was found for both of the mixtures at martempering temperature 350°C for 4hr quenching time. -

Cold Rolled Steel Coils Arcelormittal Europe
ENVIRONMENTAL PRODUCT DECLARATION as per ISO 14025 and EN 15804 Owner of the Declaration ArcelorMittal Europe - Flat Products Programme holder Institut Bauen und Umwelt e.V. (IBU) Publisher Institut Bauen und Umwelt e.V. (IBU) Declaration number EPD-ARC-20200027-CBD1-EN ECO EPD Ref. No. ECO-00001269 Issue date 10/07/2020 Valid to 09/07/2025 Cold Rolled Steel Coils ArcelorMittal Europe www.ibu-epd.com | https://epd-online.com Umwelt Produktdeklaration Name des Herstellers – Name des Produkts General Information ArcelorMittal Europe Cold Rolled Steel Coils Programme holder Owner of the declaration IBU – Institut Bauen und Umwelt e.V. ArcelorMittal Europe – Flat Products Panoramastr. 1 24-26 Boulevard d’Avranches 10178 Berlin L-1160 Luxembourg Germany Luxembourg Declaration number Declared product / declared unit EPD-ARC-20200027-CBD1-EN The declaration applies to 1 ton of cold rolled steel coil. This declaration is based on the product Scope: category rules: The Life Cycle Assessment is based on data collected Structural steels, 07.2014 from the ArcelorMittal plants producing Cold Rolled (PCR checked and approved by the SVR) Coils, representing 95 % of the annual production from 2015. Issue date 10/07/2020 The owner of the declaration shall be liable for the underlying information and evidence; the IBU shall not Valid to be liable with respect to manufacturer information, life cycle assessment data and evidences. 09/07/2025 Verification The standard EN 15804 serves as the core PCR Independent verification of the declaration and data according to ISO 14025:2010 Dipl. Ing. Hans Peters internally x externally (chairman of Institut Bauen und Umwelt e.V.) Dr. -

Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron
Asian Journal of Chemistry Vol. 19, No. 6 (2007), 4665-4673 Effect of Heat Treatment (Ferritizing) on Chemical Composition, Microstructure, Physical Properties and Corrosion Behaviour of Spheroidal Ductile Cast Iron A.R. ISMAEEL*, S.S. ABDEL REHIM† and A.E. ABDOU‡ Department of Chemistry, Faculty of Science, Garyounis University, Benghazi, Libya E-mail: [email protected] Two steps ferritizing technique was applied on ductile cast iron samples by austenitizing at 900ºC, air cooling to produce pearlite, ferritizing by reheating samples for different times at 700ºC and air cooling to room temperature. Chemical analysis and microstructure showed that as ferritizing time increased, an increase of percentage of ferrite, decrease of pearlite, with corresponding decrease in cementite and increase of free carbon in the form of spheroidal graphite. These changes explain the changes of physical (mechanical) properties repre- sented in the increase of percentage elongation, decrease of tensile strength and decrease in brinle hardness. Weight loss corrosion test technique was followed for investigation of corrosion rate of heat treated samples in 0.1 N H2SO4 solution, which show decrease in corrosion rate with increased ferritizing time. This was explained due to decrease of cathodic sites represented in cementite forming pearlitic lamella. The exception was in the early step of ferritizing, where the corrosion rate increased due to formation of secondary graphite acting as effec- tive cathodic sites. Key Words: Ferritizing, Pearlite, Austenitizing, Microstructure, Cementite, Spheroidal graphite, Cathodic, Corrosion, Secondary graphite. INTRODUCTION Ductile (nodular or spherulitic graphite) cast iron in which a part or all of the carbon is present in the form of a tiny spherical balls, of average 33 to 37 µm1-4. -

Heat Treating of Aluminum Alloys
ASM Handbook, Volume 4: Heat Treating Copyright © 1991 ASM International® ASM Handbook Committee, p 841-879 All rights reserved. DOI: 10.1361/asmhba0001205 www.asminternational.org Heat Treating of Aluminum Alloys HEAT TREATING in its broadest sense, • Aluminum-copper-magnesium systems The mechanism of strengthening from refers to any of the heating and cooling (magnesium intensifies precipitation) precipitation involves the formation of co- operations that are performed for the pur- • Aluminum-magnesium-silicon systems herent clusters of solute atoms (that is, the pose of changing the mechanical properties, with strengthening from Mg2Si solute atoms have collected into a cluster the metallurgical structure, or the residual • Aluminum-zinc-magnesium systems with but still have the same crystal structure as stress state of a metal product. When the strengthening from MgZn2 the solvent phase). This causes a great deal term is applied to aluminum alloys, howev- • Aluminum-zinc-magnesium-copper sys- of strain because of mismatch in size be- er, its use frequently is restricted to the tems tween the solvent and solute atoms. Conse- specific operations' employed to increase quently, the presence of the precipitate par- strength and hardness of the precipitation- The general requirement for precipitation ticles, and even more importantly the strain hardenable wrought and cast alloys. These strengthening of supersaturated solid solu- fields in the matrix surrounding the coher- usually are referred to as the "heat-treat- tions involves the formation of finely dis- ent particles, provide higher strength by able" alloys to distinguish them from those persed precipitates during aging heat treat- obstructing and retarding the movement of alloys in which no significant strengthening ments (which may include either natural aging dislocations. -

Materials Technology – Placement
MATERIAL TECHNOLOGY 01. An eutectoid steel consists of A. Wholly pearlite B. Pearlite and ferrite C. Wholly austenite D. Pearlite and cementite ANSWER: A 02. Iron-carbon alloys containing 1.7 to 4.3% carbon are known as A. Eutectic cast irons B. Hypo-eutectic cast irons C. Hyper-eutectic cast irons D. Eutectoid cast irons ANSWER: B 03. The hardness of steel increases if it contains A. Pearlite B. Ferrite C. Cementite D. Martensite ANSWER: C 04. Pearlite is a combination of A. Ferrite and cementite B. Ferrite and austenite C. Ferrite and iron graphite D. Pearlite and ferrite ANSWER: A 05. Austenite is a combination of A. Ferrite and cementite B. Cementite and gamma iron C. Ferrite and austenite D. Pearlite and ferrite ANSWER: B 06. Maximum percentage of carbon in ferrite is A. 0.025% B. 0.06% C. 0.1% D. 0.25% ANSWER: A 07. Maximum percentage of carbon in austenite is A. 0.025% B. 0.8% 1 C. 1.25% D. 1.7% ANSWER: D 08. Pure iron is the structure of A. Ferrite B. Pearlite C. Austenite D. Ferrite and pearlite ANSWER: A 09. Austenite phase in Iron-Carbon equilibrium diagram _______ A. Is face centered cubic structure B. Has magnetic phase C. Exists below 727o C D. Has body centered cubic structure ANSWER: A 10. What is the crystal structure of Alpha-ferrite? A. Body centered cubic structure B. Face centered cubic structure C. Orthorhombic crystal structure D. Tetragonal crystal structure ANSWER: A 11. In Iron-Carbon equilibrium diagram, at which temperature cementite changes fromferromagnetic to paramagnetic character? A. -

Fatigue Crack Growth Behavior of Austempered AISI 4140 Steel with Dissolved Hydrogen
metals Article Fatigue Crack Growth Behavior of Austempered AISI 4140 Steel with Dissolved Hydrogen Varun Ramasagara Nagarajan 1, Susil K. Putatunda 1,* and James Boileau 2 1 Department of Chemical Engineering and Materials Science, Wayne State University, Detroit, MI 48202, USA; [email protected] 2 Research and Innovation Center, Ford Motor Company, Dearborn, MI 48121, USA; [email protected] * Correspondence: [email protected], Tel.: +1-313-577-3808 Received: 16 August 2017; Accepted: 24 October 2017; Published: 1 November 2017 Abstract: The focus of this investigation was to examine the influence of dissolved hydrogen on the fatigue crack growth behavior of an austempered low-alloy AISI 4140 steel. The investigation also examined the influence of dissolved hydrogen on the fatigue threshold in this material. The material was tested in two conditions, as-received (cold rolled and annealed) and austempered (austenitized at 882 ◦C for 1 h and austempered at 332 ◦C for 1 h). The microstructure of the annealed specimens consisted of a mix of ferrite and fine pearlite; the microstructure of the austempered specimens was lower bainite. Tensile and Compact Tension specimens were prepared. To examine the influence of dissolved hydrogen, two subsets of the CT specimens were charged with hydrogen for three different time periods between 150 and 250 h. All of the CT samples were then subjected to fatigue crack growth tests in the threshold and linear regions at room temperature. The test results indicate that austempering resulted in significant improvement in the yield and tensile strength as well as the fracture toughness of the material. -

Basics of Austempering
Basics of Austempering — A Thermal Hardening Process for Fasteners over HRC40 by: Basic Metallurgy Laurence Claus, President To understand the advantages of this process, one must NNI Training and Consulting Inc. 14645 Old Rockland Road possess a basic understanding of a few metallurgical prin- Green Oaks, IL 60048 ciples. First, heat treating processes are time-dependent, www.NNITraining.com transformation processes. That means that by the nature of the process, the item being heat treated is being changed What do many lawn mower blades and automotive (or transformed) internally to a different structure with a spring steel clips have in common? When considering different set of physical properties over some measurable their applications, probably very little, but in their product length of time. Although the analogy is not perfect, it’s a realization, they likely have both employed Austempering little bit like scrambling an egg, you must first thoroughly (a heat treating process) as their method for strengthening mix up the egg before you can cook it to make something and toughening. Although over 75 years old, Austemper- you can eat. In both states, the egg mixture and the cooked ing is a heat treating process that has really only become egg, the composition is identical, but the form and physical practically viable and commercially employed in the last properties are quite different. 40 years. Austempering will likely never supplant conven- Like the scrambled egg analogy, heat treating generally tional quench and tempering processes for the majority of starts from an established point. This is getting the steel threaded fastener applications, yet some of the advantages into one homogenous solid phase. -

Crucible Steel Site
C~240:i ~.- tiXiUtlBJ IUrfS N70 If-tC· ,.),~ ..d-IN..~'.w~~.,f. LVNQi .................... L; t lAYI IflO ,- (. l~ ~l. FC'; ~~., ~ ( 'I'biiM ~ • Dul'kIn"- Jr •• 1fitora.y loJ' 'lAJ.AtLff JOHN r LYNCH ac IAAfO&'d ,laoe II J. S. C. •..,dc. JIIIW Jen~ 623-514) t.- 240.3 -9.9, 't7IUl:OA COURt' or .. JUSn C2IlUtC:DY DIV18JOIr ... uarsOll comrrr DOCiCItt 110. - JU&A.Ic VA.LLIT em ., COMC.tIII pubUo oorporation. .. ftAlwrlrr. ~' , -ft- gyu, ACtION CSISPIe\ lIT CAOCJIILa 'TD1. ClDalOU-TIOIr or Aaal~, 'aLDlJIQ M:lIUQJ. 1000 Iouth Pourt.b 'u••t Hard.on, -.v ".ne)'. 110 OOqlOnUon. hav1nog .ita principal oftice In the City ot . ... n, 'Oo\IAt)' Of ".u.. and 't.ate ot .WO .leney, .ar- ~.tl ... 1. ,ulAtUt u • body oorporate and politic. OJ'Nted• • tate ot Mew ".ney. 2. .1dlltUt• La .,.._te4 with tull pow.r and authority' and .u ch&rved with the duty ~ prevent the pollution ot the ..... ic tift%' aDd ita t.ributad ••• &Ad baa full power and au- thority to a •• which aU. power. &Ad duU •• are defined, ~te4 aDd hIpoaed aDder the la~ of the State of • ..., Jeruy. 1 '. = ;--.,· ... ; ..... 0 't'~~~ TIERRA-B-015617 . r .: a••• t forth In the Aevb.d Statute. of 11.-.oJ.uoy, 1937. '1'iUe . 58, Chapter 14, .a .uppl_ented and "'nded. '\. 3. Plaintiff further ahowl! that pur.uant to the powwr. and authority "..ted 1n it, W'Ider and by v1rtue of tho .tatute aforeaa14, the plAintiff. aet..1..n9W'Ider contract with certain -anicipalitl •• withln the ..... le valley S~rai. eo..LI.ionor.' C DbU'lct ••• def1Ae4 by 1IIv. -
128. Effect of Austempering Temperature and Time on the Wear Characteristics of Austempered Ductile Iron(Adi
International Journal of Engineering Research and General Science Volume 3, Issue 1, January-February, 2015 ISSN 2091-2730 Effect of Austempering Temperature and Time on the Wear Characteristics of Austempered Ductile Iron(ADI) Sahil Sharma¹, Raghav Gupta² ¹Assistant Professor, Department of Mechanical Engineering, Maharaja Agrasen University, Baddi 174103,Himachal Pradesh (India). Phone:- 9418626026 [email protected]¹ ABSTRACT - The present work was taken up to study the influence of austempering temperature and time on the wear characteristics in austempered ductile iron. Microstructure and wear behavior have been studied at austenitization temperature of 900⁰C and followed by austempering for 60 and 120 minutes at different temperatures, namely 235, 260, 285 and 310⁰C. Pin on disc test apparatus was used to determine the sliding wear characteristics of the ADI samples. The variation of wear loss with sliding distance, at different austempering temperatures were presented and discussed. It was found that increasing austempering temperature increased the Abrasion resistance of austempered ductile iron. Keywords: austempered ductile iron, austenitization, austempering, abrasion resistance. 1. INTRODUCTION Due to the attractive properties like good ductility at high strength, high fatigue strength, fracture toughness, along with good wear resistance, austempered ductile iron(ADI) is an interesting engineering material [1-4] and is related to its unique microstructure that consists of ferrite and high carbon austenite. Properties of ductile iron may be improved by subjecting it to austempering heat treatment process consisting of two stages namely austenitization [5,6] and austempering [6,7]. Wear is an important study in characterizing a material for a particular application [8,9].